1
Изобретение относится к прокатному производству, а именно к вспомогательному оборудованию ножниц прокатных станов и предназначено для сталкивания обрези у гильотинных ножниц.
Известен сталкивателъ обрези к гильотинным нолдаицам, содержащий штанги с управляемыми-головками, L -образные рычаги, шарнирно соединенные со штангами, и приводной механизм качания L -образных рычагов.
В исходном положении штанг верхние плоскости их находятся в горизонтальном положении и утоплены под поверхностью рольганга на величину, обеспечивающую свободную транспортировку над ними проката. Расстояние от плоскости резания проката до торцов толкающих головок штанг, равно как и рабочий ход их, ограничены и определяются из условия совместного размещения штанг, копиров и рычагов в шаге рольганга. При включении сталкивателя на ход вперед вал с рычагами совершает
поворот на угол, обеспечивающий рабочее движение штанг, в процессе которого они приподнимаются нац рольгангоМ и перемещаются к ножницам. При этом торцы толкающих головок, частью, выступающей над рольгангом, встречая задний конец обрезка, толкают его и перемещают обрезок в положение сталкивания. При прохождении над столом .ножниц нижняя часть толкающих голо10вок, утопленная ниже уровня рольганга, размещается в специальных пазах, про-, резающих стол ножниц. При включении сталкивателя на ход назад все детали его, вдвигаясь в обратном порядке,
15 возвращаются в исходное положение; Во всех случаях, когда длина обрезка больше максимального расстояния от плоскости резания до торцов толкак щих головок на участке их движения
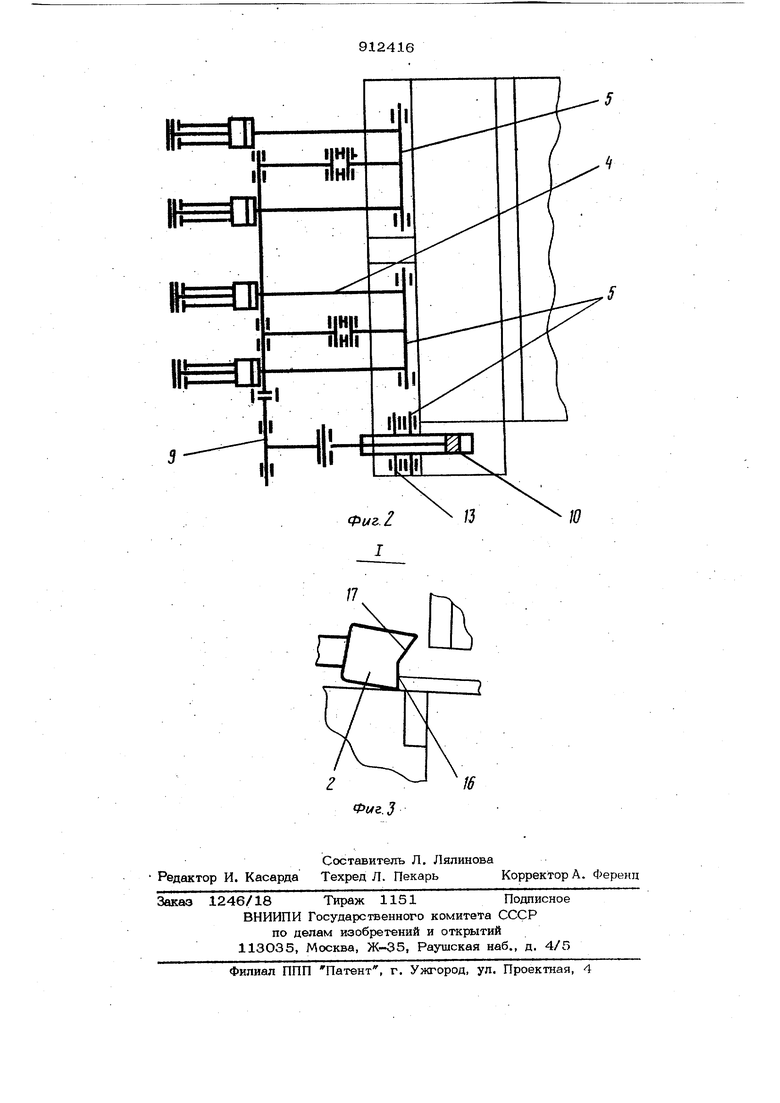
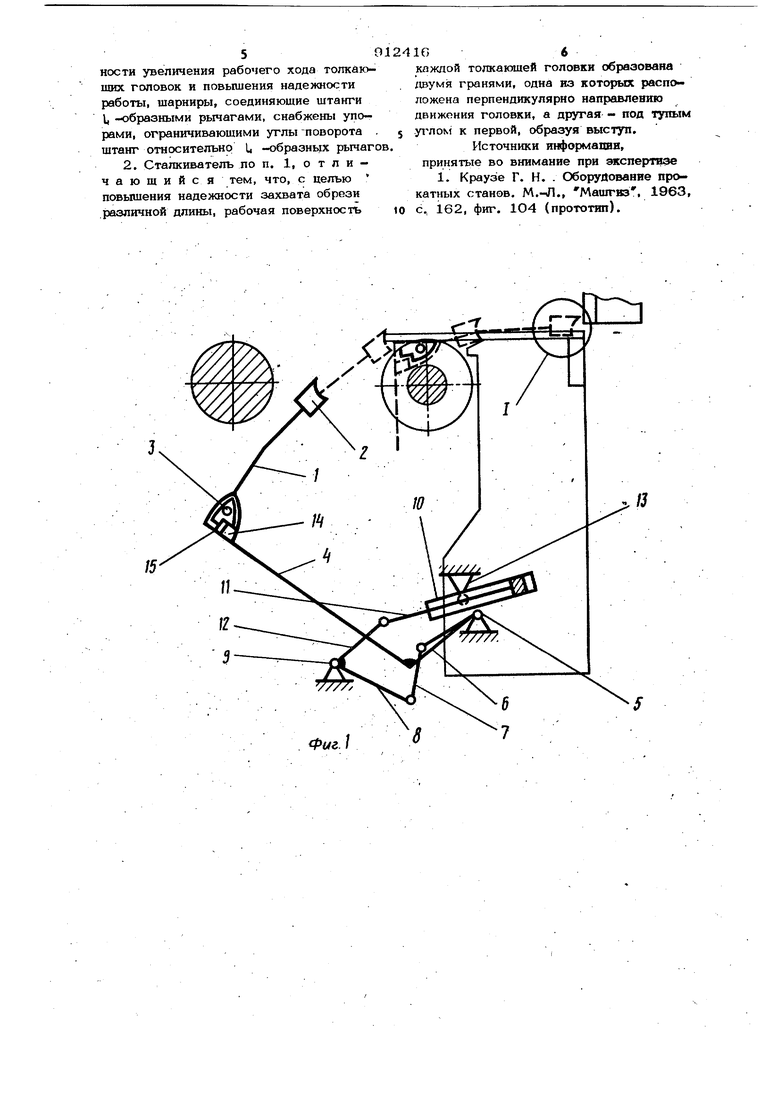
30 над поверхностью рольганга,сталкивание обрезка вьшолняется за два рабо:чих хода. При первом ходе, ввиду того, что толкающие головки оказьшаются под обрезком, штанги наклоняются, отры ваясь роликами от копиров, толкание обреэка осуществляется верхними наклонен ными поверхностями штанг на величину, несколько меньшую хода. После реверса исходное положение, сташоиватепь включа ется на поворотный ход вперед, в процесс которого обрезок перемешаеттся торцами толкающих головок и сталкиваются Л окончательно 1 .. Однако необходимость выполнения двух ходов при сталкивании удлиненных обрезков, ввиду ограничения хода толкающих головок штанг по условиям размещения сталкивателя в шаге рольганга снижает производительность как собстве но сталкивателя, так и производительно ножниц.. Цель изобретения - повьпиение производительности за счет возможности увеличения рабочего хода толкающих головок и повышение надежности работы Поставленная цель достигается тем, что в сталкивателе обрези к гильотинным ножницам, содержащем штанги с толкающими головками, U -образные рычаги, шарнирно соединенные со штангами и приводной механизм качания 1, -образных рычагов, шарниры, соединяющие штанги с Ь -образными рычагами, снабжены упорами, ограничивающими углы поворота штанг относительно I, -образных рычагов. С целью повышения надежности захвата обрези различной длины, рабочая поверхность каждой толкающей головки образована двумя гранями, одна из которых расположена перпендикулярно направлениюдвижения головки, а другая - под тупым углом к первой, образуя выступ. На фиг. 1 изображен сталкиватель, общий вид; на фиг. 2 - то же, вид в плане, на фиг. 3 - узел I на фиг. 1. Сталкиватель содержит штанги 1 с толкающими головками 2, соединенными посредством шарниров З.с концами Ц -образных рычагов 4, которые жестко закреплены на осях 5. На осях 5 такж жестко закреплены коромысла 6, связанные шарнирно звеньями 7 с коромыс лами 8, жестко закрепленными на валу Вал 9 приводится во вращение гидрошшиндром 1О, шток 11 которого связа с коромыслом 12, жестко закрепленным на валу 9. Гидроцилиндр 1О установлен на оси 13 за пределами рольганга. Непосредственно у шарниров 3 вьшрлнены упоры 14, взаимодействующие с поверх ностями вырезов 15 в хвостовиках штанг 1. Рабочая поверхность каждой толкающей головки образована гранями 16 и 17. При этом грань 16 перпендикулярна направлению движения голов- ки 2, а грань 17 вьшолнена под тупым углом к грани 16, образуя выступ. Сталкиватель работает следующим образом. В исходном положении штанги 1 с толкающими головками 2 находятся под рольгангом (в промежутке между роликами рольганга). При этом от проворота по направлению к Ь -образным рычагам 4 штанги 1 удерживаются упорами 14, Для сталкивания обрези гидроцилиндром Ю через кинематическую цепь повордаивают Ц -образные рычаги 4 относительно оси 5 по направлению к ножницам, приводя в движение штанги 1. Толкающие головки 2 при этом перемещаются вперед и вверх до встречи их рабочих поверхностей со сталкиваемым обрезком, толкают его, перемещаясь по той же траектории до соприкосновения с верхней поверхностью стола ножниц. В дальнейшем головки 2 скользят по поверхности стола ножниц, продол- жая сталкивать обрезок. Изменение траектории движения головки 2 при контакте со столом ножниц обеспечивается поворотом штанг 1 в шарнирах 3. Упоры 14 препятствуют вертикальному перемещению головок 2. После завершения сталкивания обрезка поворотом ц -образных рычагов 4 в обратном направлении штанги 1 с толкающими головками 2 возвращаются в исходное положение. Надежному захвату обрезков различНОЙ длины способствует профилировка рабочих поверхностей толкающих головок. Предлагаемый сталкиватель позволяет сталкивать обрезки разной длины за один ход, вследствие чего повьшдается производительность сталкивателя, а следовательно и ножниц, а также надежность работы. Формула изобретения 1. Сталкиватель обрези к гильотинным ножницам, содержащий штанги с толкающим.и головками, U -образные рычаги, шарнирно соединенные со штангами, и приводной механизм качания U -образных рычагов, отличающийся тем, что, с целью повышения производительности за счет возмож50124
нести увеличения рабочего хода топкак щих головок и повышения надежности работы, шарниры, соединяющие штанги I, -образными рычагами, снабжены упорами, ограничивающими углы -поворота . 5 штанг относителънр Ц -образных рычагов.
2. Сталкивателъ по п. 1, о т л и чающийся тем, что, с целью повышения надежности захвата об рези различной длины, рабочая поверхность ю
106
каждой толкающей головки образована /даумя гранями, одна из которых расположена перпендикулярно направлению движения головки, а другая - под тупым yrnosi к первой, образуя выступ,
Источники информапвв, принятые во внимание при экспертизе
1. Краузе Г. Н. . Оборудование прокатных станов. М.-Л., Машгвз, 1963, с. 162, фиг, 1О4 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сталкивания обрези и направления проката | 1981 |
|
SU998019A1 |
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| Сталкиватель обрезков | 1985 |
|
SU1260054A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Устройство для подачи к ножницам проката и сталкивания обрези | 1980 |
|
SU902999A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Сталкиватель слябов | 1982 |
|
SU1060265A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ОБРАБОТКИ ТОВАРНЫХКАТОДОВ | 1969 |
|
SU232507A1 |