(54) МЕХАНИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ ЛИСТОВОГО
1
Изобретение относится к обработке металлов давлением и может быть использовано для резки листового проката.
Известна механизированная линия резки листового проката, содержащая листоуклад- 5 чик, выполненный в виде полупортального крана, поддерживающие стойки с горизонтальными роликами, несущими выдвижные боковые упоры, задний упор, выравниватели, положение проката, гильотинные ножницы IQ с упором и подающую тележку с поворотной электромагнитной шайбой 1.
Недостатками такой линии являются низкая надежность захвата листа электромагнитной шайбой вследствие наличия зазора 15 между захватываемым листом и шайбой, уменьшенная сила захвата листа вследствие необходимости преодоления веса шайбы, повышенные загрузки на поддерживающие стойки, непроизводительные затраты энер- jo гии на преодоление повышенных сил трения, неточность установки на линии реза из-за наличия деформации листа.
Цель изобретения - повышение надежности работы линии.
ПРОКАТА
Указанная цель достигается тем, что в механизированной линии резки листового проката, содержащей листоукладчик, выполненный в виде полупортального крана, поддерживающие стойки с горизонтальными неприводными роликами, несущими выдвижные боковые упоры, задний упор, выравниватели положения проката, гильотинные ножницы с упором и подающую тележку с поворотной электромагнитной щайбой, подающая тележка снабжена приводной подъемной платформой с качающимися рычагами, плоскости качания которых параллельны оси подающей тележки, при этом поворотная электромагнитная шайба установлена на подъемной платформе, а качающиеся рычаги соединены шарнирно с подающей тележкой.
Привод подъемной платформы может быть выполнен в виде винта и гайки, закрепленной на подъемной платформе.
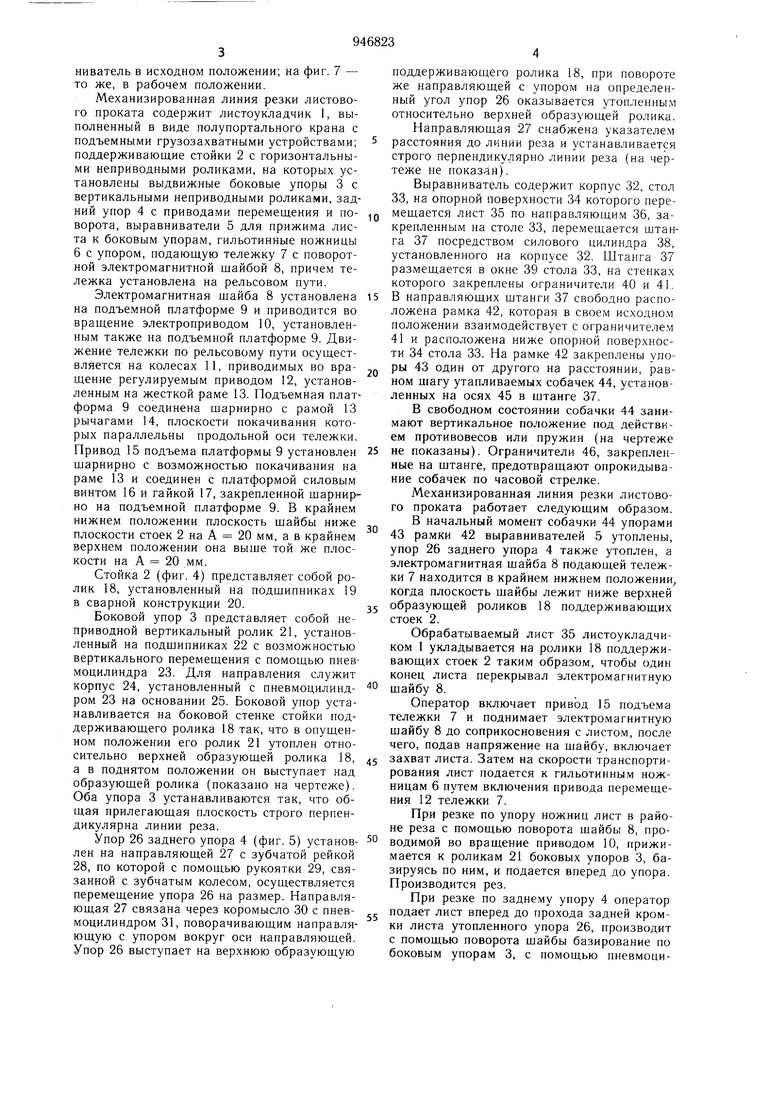
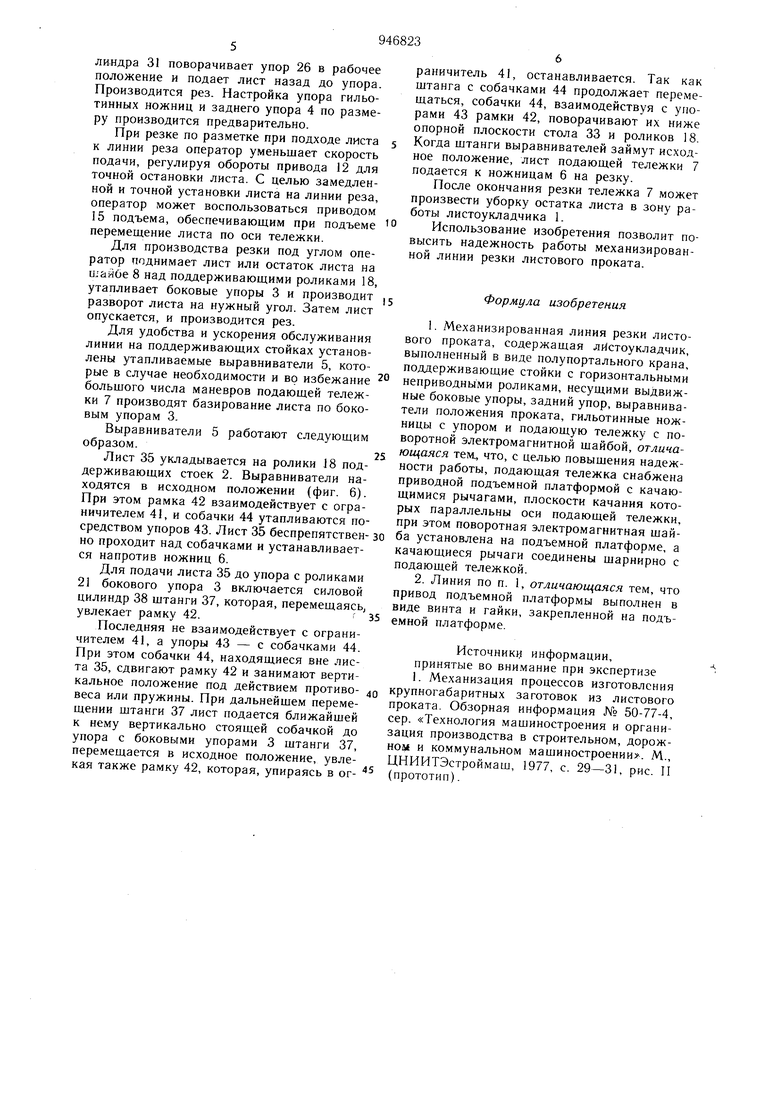
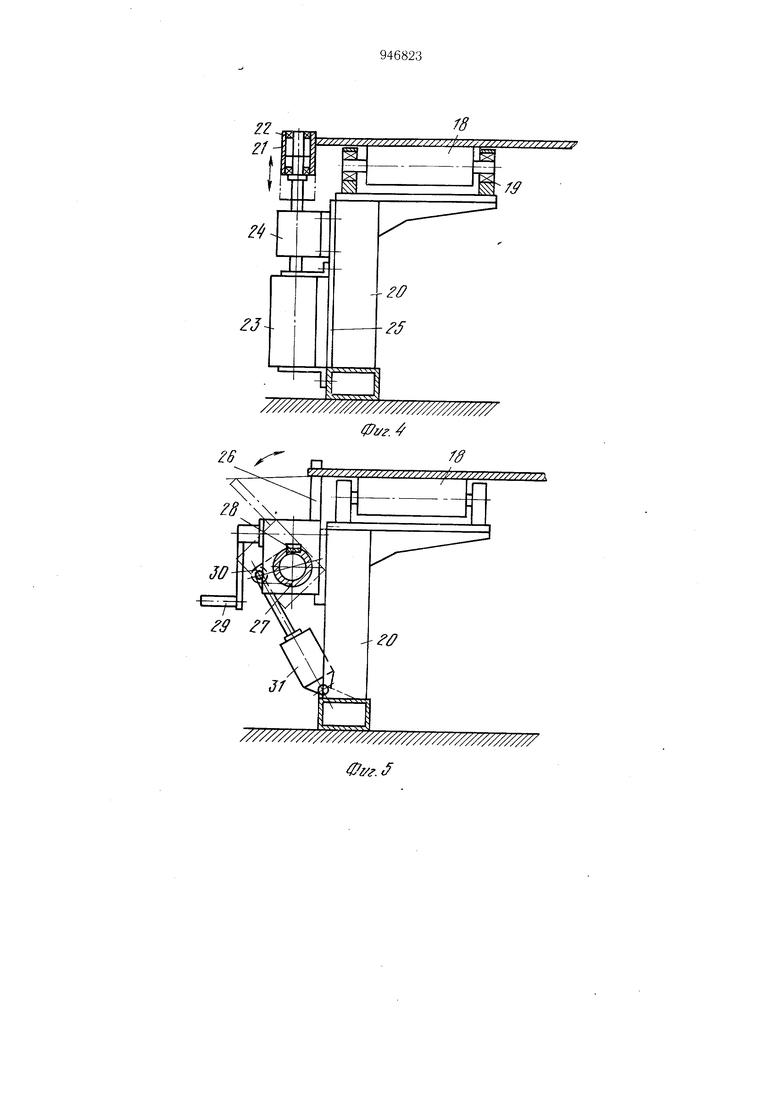
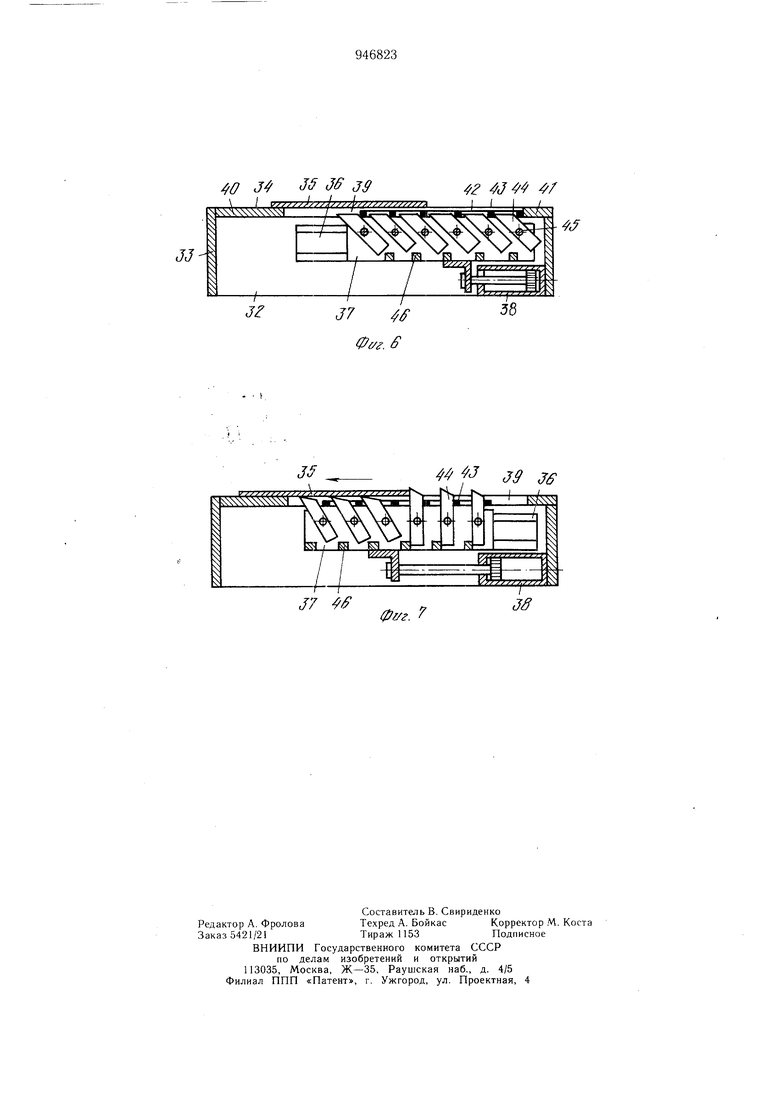
На фиг. 1 изображена механизированная линия резки листового проката, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - кинематическая схема подающей тележки с электромагнитной шайбой; на фиг. 4 - поддерживаюшая стойка с боковым упором; на фиг. 5 - задний упор; на фиг. 6 - вырав-. ниватель в исходном положении; на фиг. 7 - то же, в рабочем положении. Механизированная линия резки листового проката содержит листоукладчик 1, выполненный в виде полупортального крана с подъемными грузозахватными устройствами; поддерживающие стойки 2 с горизонтальными неприводными роликами, на которых установлены выдвижные боковые упоры 3 с вертикальными неприводными роликами, задний упор 4 с приводами перемещения и поворота, выравниватели 5 для прижима листа к боковым упорам, гильотинные ножницы 6 с упором, подающую тележку 7 с поворотной электромагнитной щайбой 8, причем тележка установлена на рельсовом пути. Электромагнитная шайба 8 установлена на подъемной платформе 9 и приводится во вращение электроприводом 10, установленным также на подъемной платформе 9. Движение тележки по рельсовому пути осуществляется на колесах 11, приводимых во вращение регулируемым приводом 12, установленным на жесткой раме 13. Подъемная платформа 9 соединена шарнирно с рамой 13 рычагами 14, плоскости покачивания которых параллельны продольной оси тележки. Привод 15 подъема платформы 9 установлен щарнирно с возможностью покачивания на раме 13 и соединен с платформой силовым винтом 16 и гайкой 17,закрепленной шарнирно на подъемной платформе 9. В крайнем нижнем положении плоскость шайбы ниже плоскости стоек 2 на А 20 мм, а в крайнем верхнем положении она выше той же плоскости на А 20 мм. Стойка 2 (фиг. 4) представляет собой ролик 18, установленный на подшипниках 19 в сварной конструкции 20. Боковой упор 3 представляет собой неприводной вертикальный ролик 21, установленный на подшипниках 22 с возможностью вертикального перемещения с помощью пневмоцилиндра 23. Для направления служит корпус 24, установленный с пневмоцилиндром 23 на основании 25. Боковой упор устанавливается на боковой стенке стойки поддерживающего ролика 18 так, что в опущенном положении его ролик 21 утоплен относительно верхней образующей ролика 18, а в поднятом положении он выступает над образующей ролика (показано на чертеже). Оба упора 3 устанавливаются так, что общая прилегающая плоскость строго перпендикулярна линии реза. Упор 26 заднего упора 4 (фиг. 5) установлен на направляющей 27 с зубчатой рейкой 28, по которой с помощью рукоятки 29, связанной с зубчатым колесом, осуществляется перемещение упора 26 на размер. Направляющая 27 связана через коромысло 30 с пневмоцилиндром 31, поворачивающим направляющую с упором вокруг оси направляющей. Упор 26 выступает на верхнюю образующую поддерживающего ролика 18, при повороте же направляющей с упором на определенный угол упор 26 оказывается утопленным относительно верхней образующей ролика. Направляющая 27 снабжена указателем расстояния до линии реза и устанавливается строго перпендикулярно линии реза (на чертеже не показан). Выравниватель содержит корпус 32, стол 33, на опорной поверхности 34 которого перемещается лист 35 по направляющим 36, закрепленным на столе 33, перемещается штанга 37 посредством силового цилиндра 38, установленного на корпусе 32. Штанга 37 размещается в окне 39 стола 33, на стенках которого закреплены ограничители 40 и 41. В направляющих штанги 37 свободно расположена рамка 42, которая в свое.м исходном положении взаимодействует с ограничителем 41 и расположена ниже опорной поверхности 34 стола 33. На рамке 42 закреплены упоры 43 один от другого на расстоянии, равном шагу утапливаемых собачек 44, установленных на осях 45 в штанге 37. В свободном состоянии собачки 44 занимают вертикальное положение под действием противовесов или пружин (на чертеже не показаны). Ограничители 46, закрепленные на штанге, предотвращают опрокидывание собачек по часовой стрелке. Механизированная линия резки листового проката работает следующим образом. В начальный момент собачки 44 упорами 43 рамки 42 выравнивателей 5 утоплены, упор 26 заднего упора 4 также утоплен, а электромагнитная шайба 8 подающей тележки 7 находится в крайнем нижнем положении когда плоскость щайбы лежит ниже верхней образующей роликов 18 поддерживающих стоек 2. Обрабатываемый лист 35 листоукладчиком 1 укладывается на ролики 18 поддерживающих стоек 2 таким образом, чтобы один конец листа перекрывал электромагнитную шайбу 8. Оператор включает привод 15 подъема тележки 7 и поднимает электромагнитную шайбу 8 до соприкосновения с листо.м, после чего, подав напряжение на шайбу, включает захват листа. Затем на скорости транспортирования лист подается к гильотинным ножницам 6 путем включения привода перемещения 12 тележки 7. При резке по упору ножниц лист в районе реза с помощью поворота шайбы 8, проводимой во вращение приводом 10, прижимается к роликам 21 боковых упоров 3, базируясь по ним, и подается вперед до упора. Производится рез. При резке по заднему упору 4 оператор подает лист вперед до прохода задней кромки листа утопленного упора 26, производит с помощью поворота шайбы базирование по боковым упорам 3, с помощью пневмоцилиндра 31 поворачивает упор 26 в рабочее положение и подает лист назад до упора. Производится рез. Настройка упора гильотинных ножниц и заднего упора 4 по размеру производится предварительно. При резке по разметке при подходе листа к линии реза оператор уменьшает скорость подачи, регулируя обороты привода 12 для точной остановки листа. С целью замедленной и точной установки листа на линии реза, оператор может воспользоваться приводом 15 подъема, обеспечивающим при подъеме перемещение листа по оси тележки. Для производства резки под углом оператор поднимает лист или остаток листа на шайбе 8 над поддерживающими роликами 18, утапливает боковые уноры 3 и производит разворот листа на нужный угол. Затем лист опускается, и производится рез. Для удобства и ускорения обслуживания линии на поддерживающих стойках установлены утапливаемые выравниватели 5, которые в случае необходимости и во избежание больщого числа маневров подающей тележки 7 производят базирование листа по боковым упорам 3. Выравниватели 5 работают следующим образом. Лист 35 укладывается на ролики 18 поддерживающих стоек 2. Выравниватели находятся в исходном положении (фиг. 6). При этом рамка 42 взаимодействует с ограничителем 41, и собачки 44 утапливаются посредством упоров 43. Лист 35 беспрепятственно проходит над собачками и устанавливается напротив ножниц 6. Для подачи листа 35 до упора с роликами 21 бокового упора 3 включается силовой цилиндр 38 щтанги 37, которая, перемещаясь увлекает рамку 42. Последняя не взаимодействует с ограничителем 41, а упоры 43 - с собачками 44. При этом собачки 44, находящиеся вне листа 35, сдвигают рамку 42 и занимают вертикальное положение под действием противовеса или пружины. При дальнейщем перемещении щтанги 37 лист подается ближайщей к нему вертикально стоящей собачкой до упора с боковыми упорами 3 щтанги 37, перемещается в исходное положение, увлекая также рамку 42, которая, упираясь в ограничитель 41, останавливается. Так как щтанга с собачками 44 продолжает перемещаться, собачки 44, взаимодействуя с упорами 43 рамки 42, поворачивают их ниже опорной плоскости стола 33 и роликов 18. Когда щтанги выравнивателей займут исходное положение, лист подающей тележки 7 подается к ножницам 6 на резку. После окончания резки тележка 7 может произвести уборку остатка листа в зону работы листоукладчика 1. Использование изобретения позволит повысить надежность работы механизированной линии резки листового проката. Формула изобретения 1. Механизированная линия резки листового проката, содержащая лйстоукладчик, выполненный в виде полупортального крана, поддерживающие стойки с горизонтальными неприводными роликами, несущими выдвижные боковые упоры, задний упор, выравниватели положения проката, гильотинные ножницы с упором и подающую тележку с поворотной электромагнитной шайбой, отличающаяся тем., что, с целью повышения надежности работы, подающая тележка снабжена приводной подъемной платформой с качающимися рычагами, плоскости качания которых параллельны оси подающей тележки, при этом поворотная электромагнитная шайба установлена на подъемной платфор.ме, а качающиеся рычаги соединены щарнирно с подающей тележкой. 2. Линия по п. 1, отличающаяся тем, что привод подъемной платформы выполнен в виде винта и гайки, закрепленной на подъемной платформе. Источник11 информации, принятые во внимание при экспертизе 1. Механизация процессов изготовления крупногабаритных заготовок из листового проката. Обзорная информация № 50-77-4, сер. «Технология машиностроения и организация производства в строительном, дорожном и коммунальном машиностроении. М., ЦНИИТЭстроймаш, 1977, с. 29-31, рис. II (прототип).
///// ///f/////////f////////////////// . J 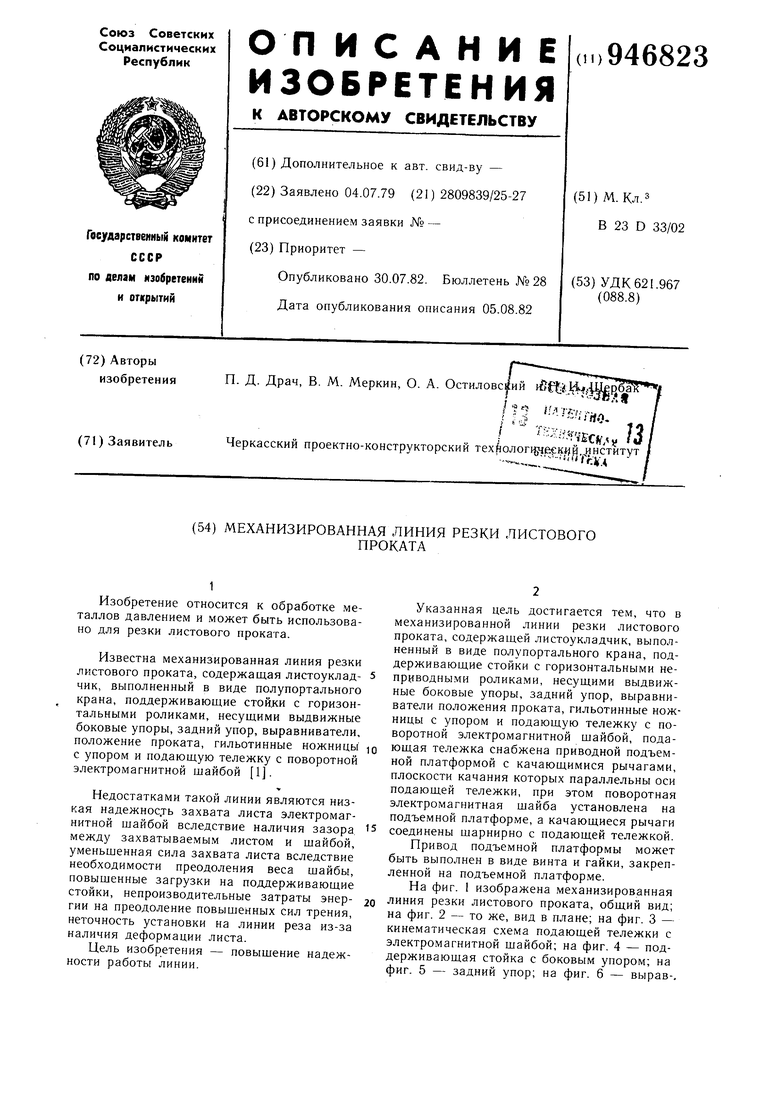
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия резки листового проката | 1983 |
|
SU1143530A1 |
| Установка для резки листового проката | 1985 |
|
SU1355386A1 |
| Механизированная линия раскроя листового металлопроката | 1988 |
|
SU1637967A1 |
| Устройство для резки листового проката | 1981 |
|
SU1009655A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Механизированный комплекс для раскроя листового проката | 1981 |
|
SU941033A1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
.y З-Лда ч K VJ J - v //////////////// // -ff -rc f оГЛ r/ //f Ш / /////////// - /j / --.Jba/ rr
. г/г.
/////////////////////// Фуг.
J5 Jff JS
J
0
L,,L,,L,,,,,,,,,,,,,,
/
..Д/у /у У/ уу/ууу /ХХХХлОУ г
JJ
J/
37
J7
г 4/ /
38
Ф(/г.
4 J J6фуг. 7
