(54) УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ФОРМИРОВАНИЯ
1
Изобретение относится к устройствам принудительного формирования .ища и может быть использовано при осуществлении электрошлаковой сварки кольцевых СТБ1КОВ толстостенных изделий .
Известно устройство для-принудительного формированиясварного шва, содержащее смонтированные в корпусе два барабана для размещения на них формирующего элемента, выполненного в виде металлической ленты, и два блока воздушно-гидравлических форсунок 1 .
Недостатком известного устройства является невозможность его применения при сварке кольцевых стыков.
Целью изобретения является повышение качества при сварке кольцевых
.
Указанная цель достигается тем, что устройство для принудительного формирования сварного шва, содержащее смонтированные в корпусе два барабана для раэмешения на них формирующего элемента, выполненного в виде металлической .ленты,;и два блока /воздушно-гидравлических форсунок, снабжено закрепленными в. корпусе двумя дополнительными барабанаСВАРНОГО ШВА
ми, смонтированными параллельно основным, двумя направляющими роликами и электромагнитным узлом прижима металлической ленты, причем один из блоков воздушно-гидравлических форсунок установлен в корпуде подвижно.
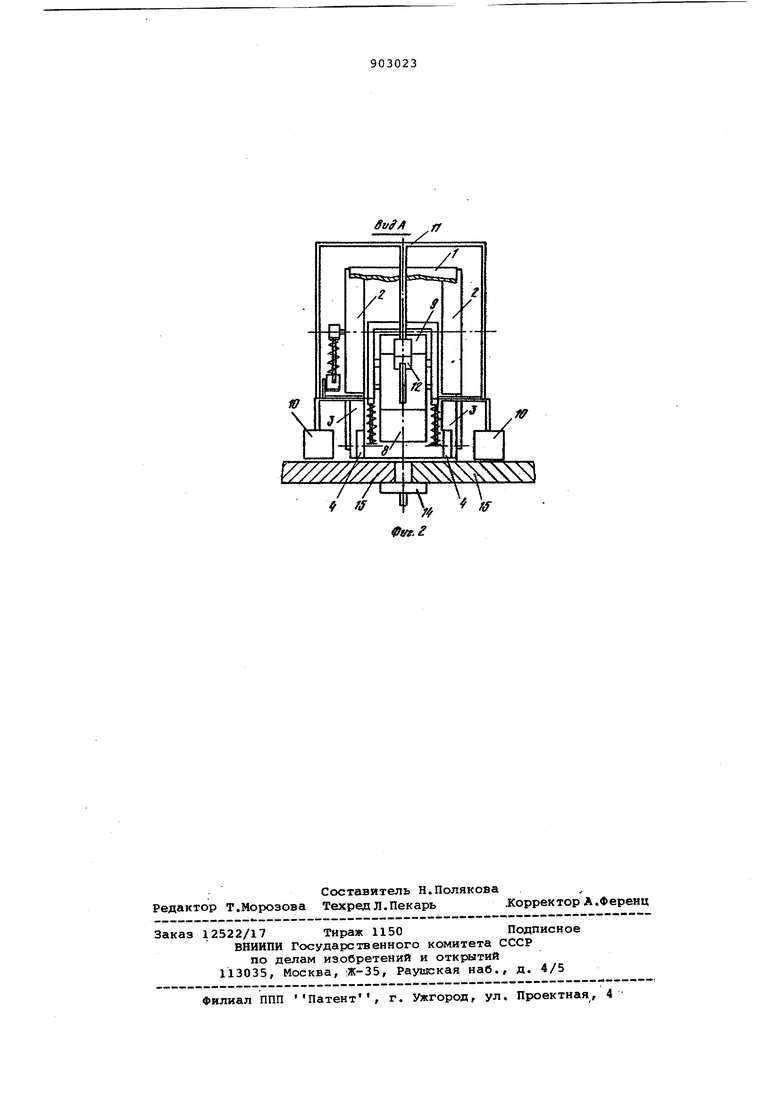
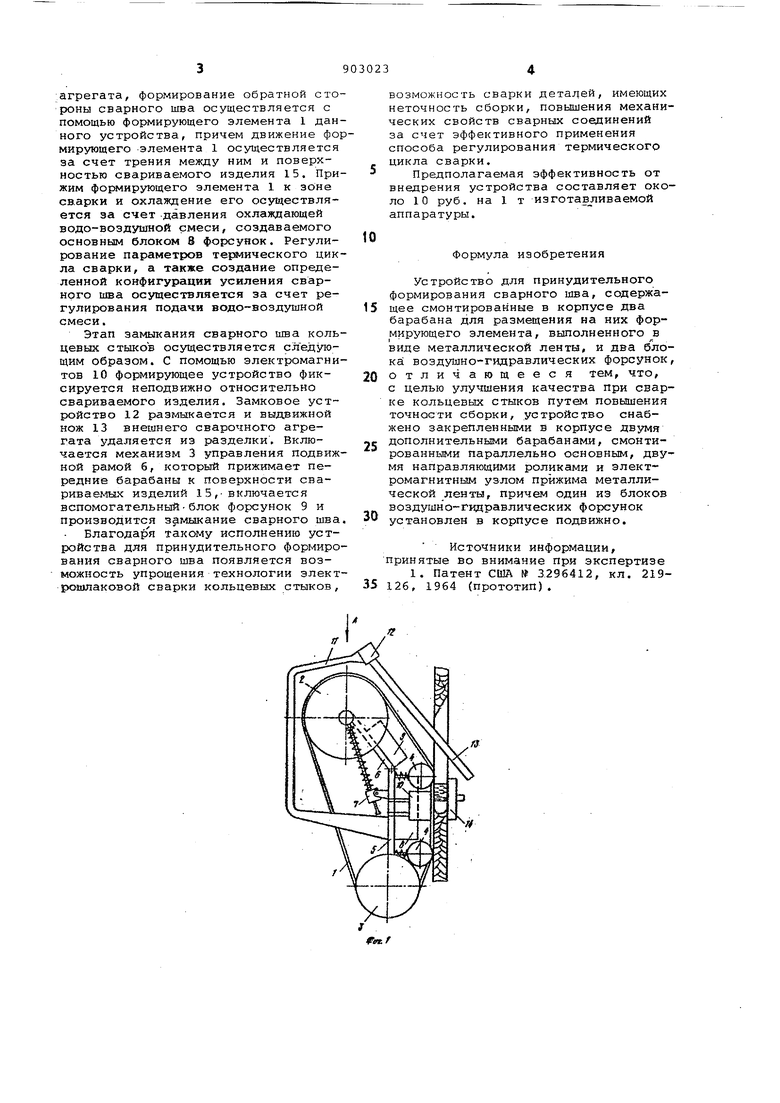
На фиг. 1 схематически изображено предлагаемое устройство; на фиг.210вид по стрелке А на фиг. 1.
Устройство для принудительного формирования сварного шва состоит из формирующего элемента 1 в виде металлической ленты, передних барабаt5нов 2, задних барабанов 3, направляющих роликов 4, неподвижной рамы 5, подвижной рамы б, механизма 7 управления- подвижной рамой, основного 8 и вспомогательного 9 блоков форсу20нок, электромагнитов 10 фиксации системы 11 крепления формирующего устройства к внешнему сварочному агрегату, замкового устройства 12, выдвижного ножа 13 и формирующего
25 ползуна 14, расположенного с внеш.ней стороны сварного изделия 15.
Перед процессом сварки формирующее устройство подвешивается и прижимается с помощью замкового устрой30ства 12 к подвижному ножу сварочного
агрегата, формирование обратной стороны сварного шва осуществляется с помощью формирующего элемента 1 данного устройства, причем движение формирующего элемента 1 осуществляется за счет трения между ним и поверхностью свариваемого изделия 15. Прижим формирующего элемента 1 к зоне св.арки и охлаждение его осуществляется за счет -давления охлаждающей водо-воздушной смеси, создаваемого основным блоком 8 форсунок. Регулирование параметров термического цикла сварки, а также создание определенной конфигурации усиления сварного шва осуществляется за счет регулирования подачи водо-воздушной смеси.
Этап замыкания сварного шва кольцевых стыков осуществляется cjieflyroщим образом. С помощью электромагнитов 10 формирующее устройство фиксируется неподвижно относительно свариваемого изделия. Замковое устройство 12 размыкается и выдвижной нож 13 внешнего сварочного агрегата удаляется из разделки . Включается механизм 3 управления подвижной рамой б, который прижимает передние барабаны к поверхности свариваемых изделий 1 5 , включается вспомогательныйблок форсунок 9 и производится замыкание сварного шва.
Благодаря такому исполнению устройства для принудительного формирования сварного шва появляется возможность упрощения технологии электроишаковой сварки кольцевых стыков,
возможность сварки деталей, имеющих неточность сборки, повышения механических свойств сварных соединений за счет эффективного применения способа регулирования термического цикла сварки.
Предполагаемая эффективность от внедрения устройства составляет около 1 О руб. на 1 т изготав ливаемой аппаратуры.
Формула изобретения
Устройство для принудительного формирования сварного шва, содержащее смонтированные в корпусе два барабана для размещения на них формирующего элемента, выполненного в виде металлической ленты, и два блока воздушно-гидравлических форсунок отличающееся тем, что, с целью улучшения качества при сварке кольцевых стыков путем повышения точности сборки, устройство снабжено закрепленными в корпусе двумя дополнительными барабанами, смонтированными параллельно основным, двумя направляющими роликами и электромагнитным узлом прижима металлической ленты, причем один из блоков воздушно-гидравлических форсунок установлен в корпусе подвижно.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3296412, кл. 21935 126, 1964 (прототип).
У/////////
// //
f
tff
0iwr.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| Устройство для формирования обратной стороны шва | 1978 |
|
SU774889A1 |
| Способ лазерной сварки разнородных металлических сплавов | 2021 |
|
RU2763706C1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОРНЯ СВАРНОГО ШВА | 2003 |
|
RU2252850C1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Способ формирования монолитной буровой колонны из обсадных труб орбитальной лазерной сваркой | 2021 |
|
RU2776125C1 |
| ОРБИТАЛЬНОЕ СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 2004 |
|
RU2355539C2 |