Известны рольганги, устанавливаемые в линиях стыковой сварки и резки на мерные длины арматурной стали, содержандие неприБодные и приводные , смонтированные на основа.нии.
Предлагаемый рольганг отличается от известных тем, ЧТО приводной ролик размещен над одним из неприводпых роликов и установлен вместе со своим приводом на платформе, шарнирно связанной с основанием. На том же основании находятся пневматические прижимы, предотвращающие выхлестываиие арматурной клети с роликового стола в момент ее разрезания ножницами.
Такое выпо.чнение устройства позволяет повысить точность получения мерных стержней и производительность.
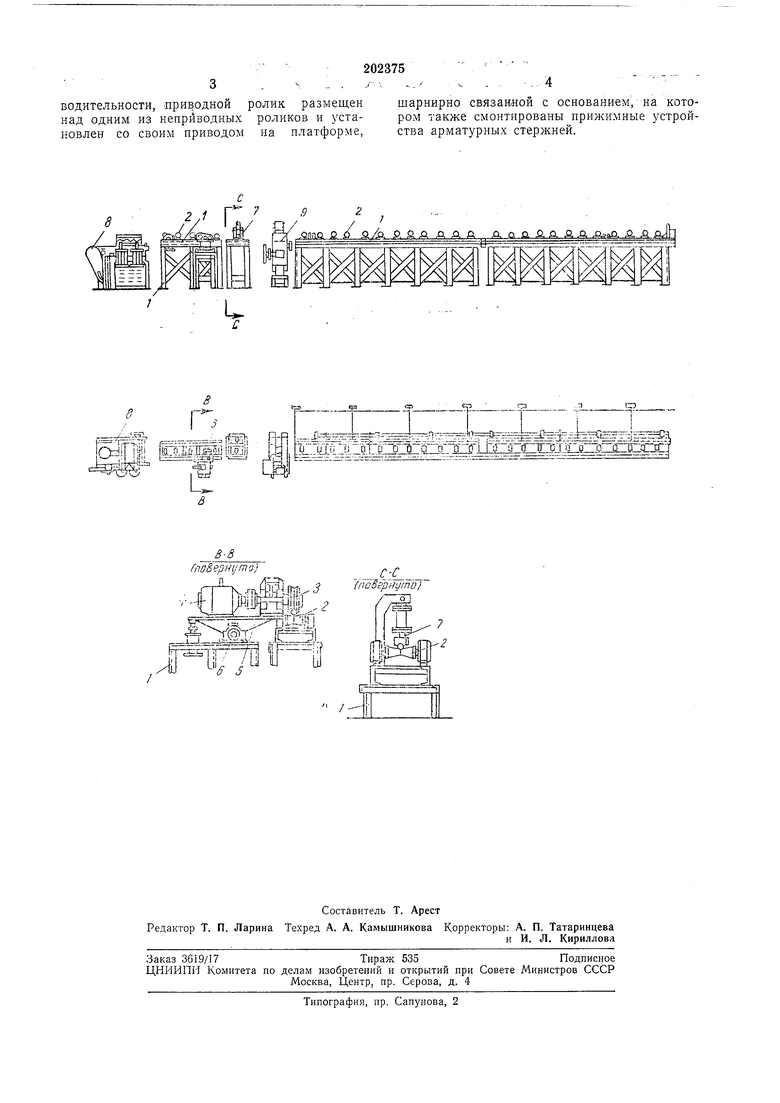
На чертеже изображена полуавтоматическая линия сварки и резки, в которой установлен предлагаемый рольганг. Она содержит основание 1, неприводной ролик 2, приводной ролик 3, (Привод 4, платформу 5, щарнир 6, прижим 7, стыкосварочную машину 8 и механизм реза 9.
Работа полуавтоматической линии, включающей описываемый рольганг, .происходит следующим образом.
зажимов они с помощью подающих приводных роликов 3 перемещаются по рольгангу. При подходе стержня к соответствующему конечному выключателю подающий механизм
отключается, а конец наращенного стержня
останавливается в губках сварочной мащины.
Процесс наращивания арматурной плети
повторяется до тех пор, лока конец ее не
дойдет до фиксатора на 3 м. В это время
плеть нажимает на пластину, соединенную с конечным выключателем, включающим привод стайка для резки, чтобы дать время маховику «а разгоп. Когда же конец плетн упрется в фиксатор, где установлен конечный
выключатель, последний включает механизм реза ножниц. Подвижной нож доходит до крайнего переднего положения и иал имает на конечный выключатель, отключающий механический привод ножниц и одновременно
включающий пневмопривод сбрасывателя, который выдает отрезанный стерл ень на транспортер или в штабель заготовок.
Предмет изобретения
Рольганг для линии стыковой сварки и резки арматурной стали, состоящий из основания, на котором установлены неприводные ролики и приводной ролик, отличающийся тем, что, с целью повышения точности полуБодительности, приводной ролик размещен над одним из непрйводных роликов и установлен со своим приводом на платформе,
шарнирно связанной с основанием, на котором также смонтированы прижимные устройства арматурных стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ СТЫКОВОЙ СВАРКИ И РЕЗКИ АРМАТУРНОЙ СТАЛИ | 1972 |
|
SU329975A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| Устройство для изготовления арматурных стержней мерной длины для железобетонных изделий | 1983 |
|
SU1135887A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2014927C1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Линия стыковой сварки стержней | 1983 |
|
SU1105287A1 |
| Стенд для испытания арматурных стержней | 1983 |
|
SU1168371A1 |
fnoSepiujmo) п
. .ribMf.r t 1 -1№-тЯ У .
n-7f-7ГП м Г
lly -ijll
-„ :
InoBspHurno)
