(Б ) КАРУСЕЛЬНЫЙ МАНИПУЛЯТОР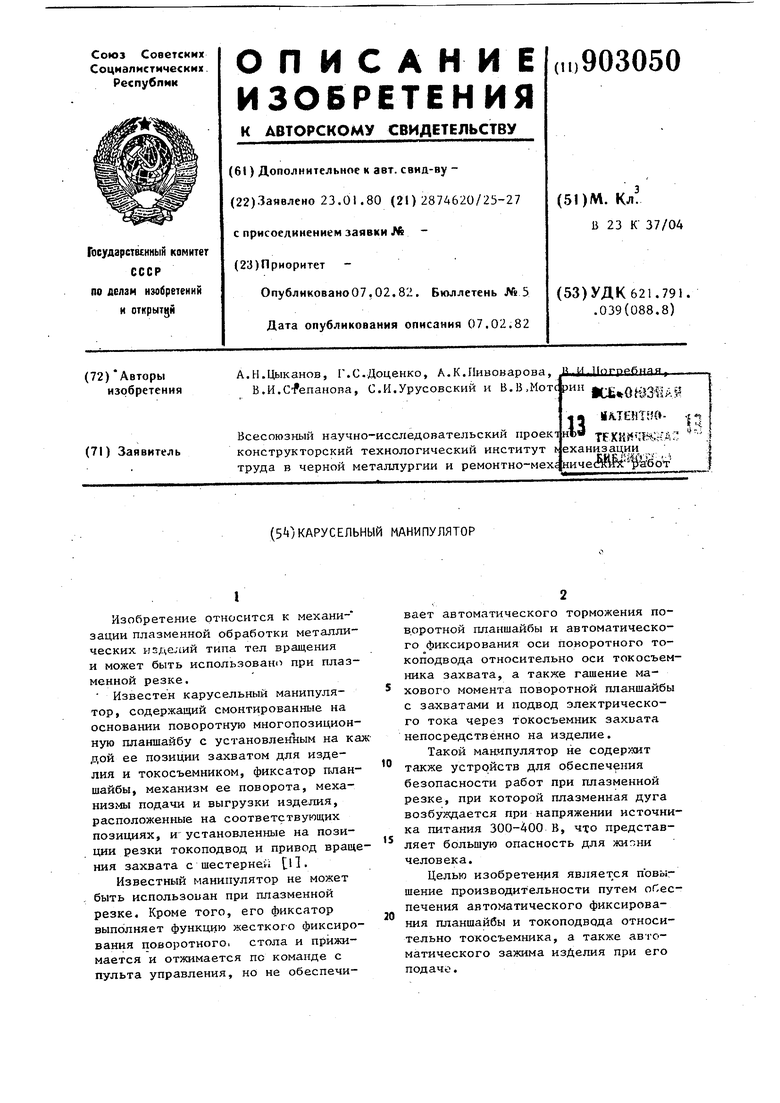

| название | год | авторы | номер документа |
|---|---|---|---|
| Захват манипулятора | 1980 |
|
SU876421A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ЛИСТОШТАМПОВОЧНЫХ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ | 1999 |
|
RU2164201C2 |
| Манипулятор | 1982 |
|
SU1007967A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Установка для контактной точечной сварки | 1988 |
|
SU1600938A1 |
| Полуавтомат для закладки клиньев в пазы статора электрической машины | 1984 |
|
SU1354349A1 |
| Установка для изготовления биметалли-чЕСКиХ дЕТАлЕй | 1979 |
|
SU831317A1 |
I
Изобретение относится к механизации плазменной обработки металлических И5де;шй типа тел вращения и может быть использовано при плазменной резке.
Известен карусельный манипулятор, содержащий смонтированные на основании поворотную многопозиционную планшайбу с установленным на каж дои ее позиции захватом для изделия и токосъемником, фиксатор планшайбы, механизм ее поворота, механизмы подачи и выгрузки изделия, расположенные на соответствующих позициях. Иустановленные на позиции резки токоподвод и привод вращения захвата с шестерне tlИзвестный манипулятор не может быть использокан при плазменной резке. Кроме того, его фиксатор выполняет функцию жесткого фиксирования поворотного. стола и прижимается и отжимается по команде с пульта управления, но не обеспечивает автоматического торможения поворотной планшайбы и автоматического фиксирования оси Поворотного то- коподвода относительно оси токосъемника захвата, а такясе гашение махового момента поворотной планшайбы с захватами и подвод электрического тока через токосъемник захвата непосредственно на изделие.
Такой манипулятор не содер хит также устройств для обеспечения безопасности работ при плазменной резке, при которой плазменная дуга возбуждается при напряжении источника питания 300-400 В, представляет большую опасность для жипни человека.
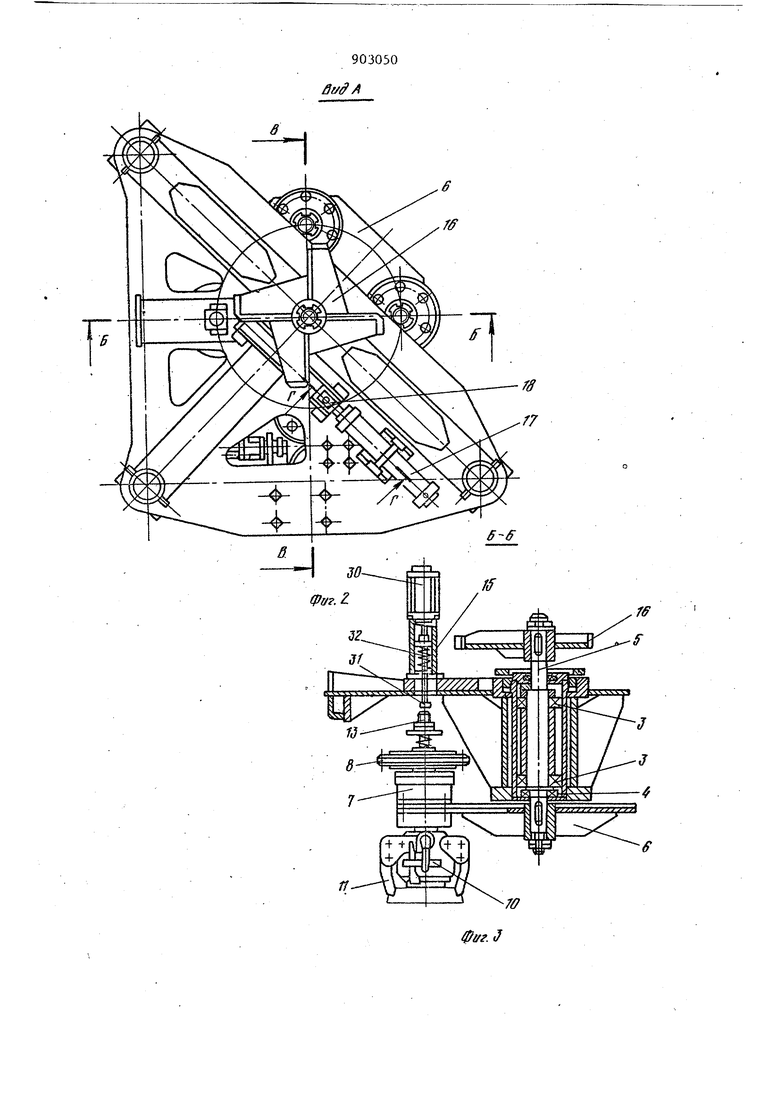
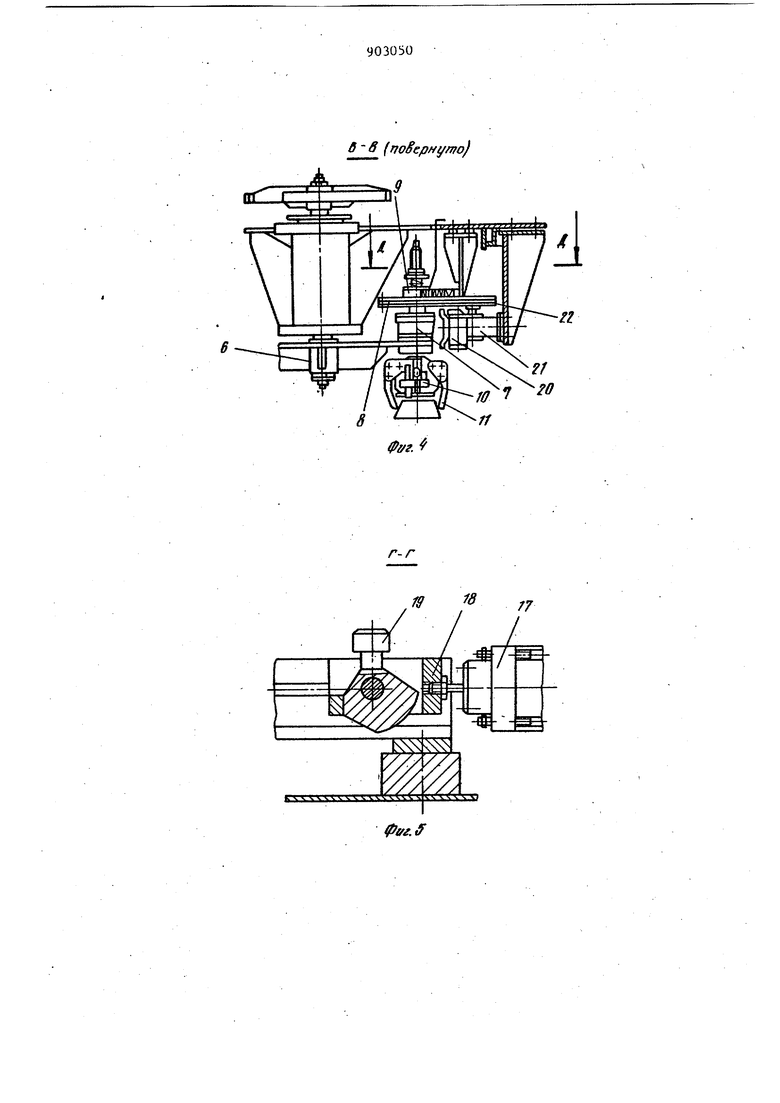
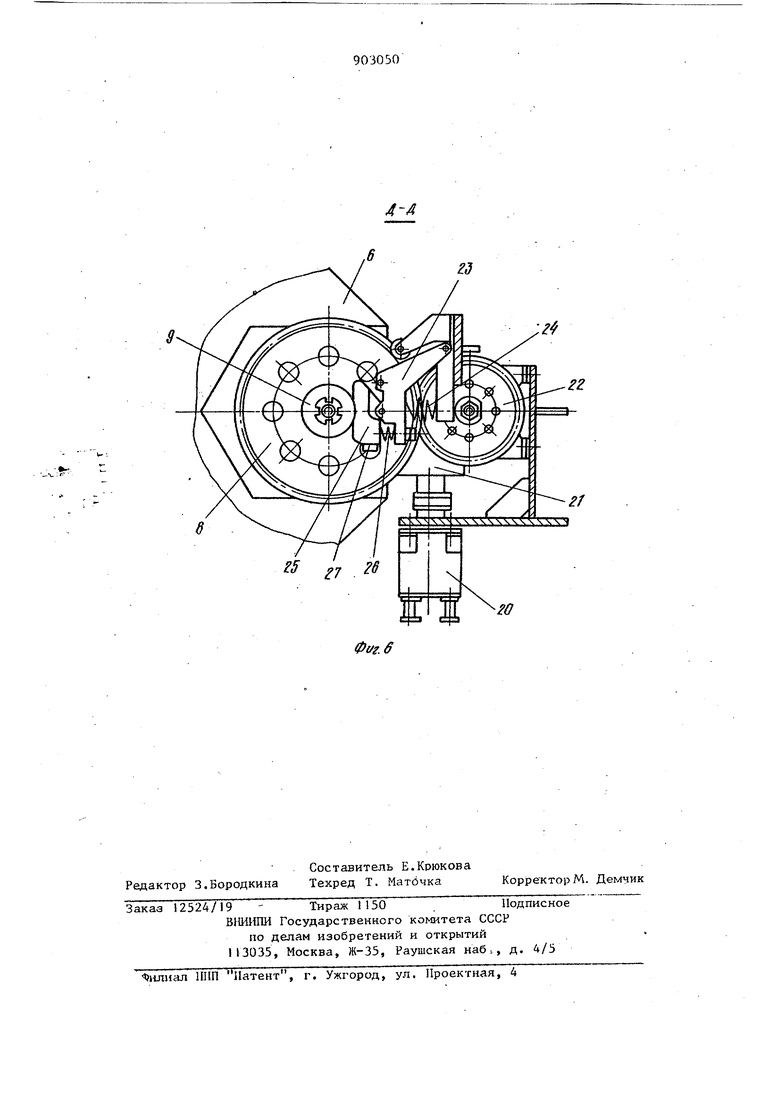
Целью изобретения являет ся повышение производительности путем оГ,еспечения автоматического фиксирования планшайбы и токоподвода относительно токосъемника, а также автоматического зажима изДелия при его подач ;. 39 С этой целью в карусельном манипуляторе, содержащем смонтированные на основании поворотную многопозицио.нную планшайбу с установленным на каждой ее позиции захватом для изделия и токосъемником, фиксатор планшайбы, механизм ее поворота, механизьвл подачи и выгрузки изделия, расположенные на соответствующих позициях, и установленные на по зицйи резки токоподвод и привод вращения захвата с шестерцей, фиксатор планшайбы выполнен в виде закреплен ного на основании на позиции резки подпружиненного поворотного рычага, взаимодействующего с планшайбой, токоподвод - в виде шарлирно ус тановленного на поворотном рычаге башмака, подпружиненного относитель но указанного рычага, а механизм подачи изделия - в виде подъемного стола, взаимодействующего с захватомМеханизм поворота планшайбы ,вы - полнен в виде крестовины, закрепленной на оси планшайбы, и установ ленного на основании пневмоцилиндра со смонтированным на его штоке ползуном с откидным упором, взаимод ствующим с крестовиной. На каждой позиции планшайбы и на основании на позиции резки установлены электроизоляционные втулки с ш бами, а захваты и поворотный рычаг фиксатора смонтировань: на соответствующих им втулках, при этом шесте ня привода вращения захвата выполнена из электроизоляционного матери ала. На фиг. 1 изображен манипулятор; на фиг. 2 - вид А фиг. 1у на фиг. 3 сеченле К-Б фиг. Z; на фиг. 4 - сеч кие Б-В на фиг. 2; на фиг. 5 - сечение Г-Г фиг. 2; на фиг. 6 - сечекие Д-Д фиг. 4. Карусельный манипулятор содержи смонтированный на стойках 1 основания 2 и установленный в радиальных 3 и упорных 4 шарикоподшипниках вал 5, на одном конце которого крепится поворотная планшайба 6 с четырьмя захватами 7, причем каждый захват снабжен зубчатым колесом 8, токосъе Ш1КОМ 9 и рыча;кно-пружинным механиз мом 10 с зажимными губками 11, который в свою очередь содержит опорную площадку 12 и шток 13. На основайии смонтированы механизмы 14 и 15 соответственно подачи и выгрузки изделия, механизм поворота планшайбы 6, токоподвод, фиксатор планшайбы 6 и привод вращения захватов 7. Механизм поворота планшайбы 6 состоит из крестовины 16, установленной на оси планшайбы, и смонтированного на основании 2 пневмоцилиндра 17 с закрепленным на его штоке ползуном 18 с откидным упором 19. Привод вращения захватов 7 содержит смонтированный на основании 2 пневмопривод 20 с червячным редуктором 21 и консольно закрепленной на его тихоходном валу шестерней 22. Фиксатор планшайбы 6 выполнен в виде закрепленного на кронштейне основания 2 поворотного рычага 23 с пружиной 24. Токоподвод выполнен в виде башмака 25, шарнирно установленного на рычаге 23 и подпружиненного относительно указанного рычага пружиной 26, к башмаку 25 к:репится электрический провод 27 одного полюса постоянного тока. Механизм подачи изделий содержит подъемный от пневмопривода 28 стол 29. Механизм 15 состоит из .закрепленного на стойках 1 пневмоцилиндра 30 и толкателя 3 с пружиной 32. Цпя предупреждения поражения обслуживающего персонала электрическим током шестерня 22 выполнена из электроизоляционного материала, а захваты 7 и рычаг 23 крепятся соответственно на планшайбе 6 и основании 2 карусельного манипулятора через электроизоляционные втулки с шайбами (на фигурах не показаны). Процесс воздушно-плазменной резки связан с применением высокотемпературной дуги (20 тыс. градусов по Цельсию и вьщ1е, при этом длина языка плазменного факела достигает 800-1000 мм), возбуждаемой при напряжении источника питания 300-400 В. Резка осуществляется путем выдувания из зоны реза воздушно-плазменной дугой преимущественно испаренного металла. В процессе резки вьщеляются вредные для здоровья окислы паров и большое количество дыма. Поэтому для обеспечения процес; са плазменной резки металла предусмотрена- установка в зоне плазменной резки непосредственно под изделием специального оборудования для конденсации паров металла и гашения языка плазменного факела (например, бака с водой), удаления вредных оки лов паров и дыма с 10-кратным воздухообменом, при этом для обеспечения устойчивого функционирования плазменной дуги отсосов вредных оки лов паров и дыма необходимо производить из-под разрезаемого металла и устройств для уборки большого кол честна о,брези металла (на фигурах не показаны) (размещение в баке с водой шагового транспортера). Карусельный манипулятор работа,ет следующим образом. В зоне механизма подачи изделия производится подача последнего в захват 7 столом 29, приводимым в действие пневмопривода 28. Когда изделие входит в контакт с площадкой 12, срабатывает механизм 10, который захватывает изделие губками 11, после чего стол 29 возвращается пневмоприводом 28 в исходное . положение. I Перевод изделия из зоны механизм подачи в зону плазменной обработки осу1;ествляется пневмоцилиндром 17, который через ползун 18 и упор 19 взаимодействует с крестовиной 16, поворачивая ее на заданный угол. В свою очередь, крестовина 16 поворач вает на двух радиальных 3 и. двух упорных 4 шарикоподшипниках вал 5 и планшайбу 6 с захваченным захватом 7 изделием на один шаг, при этом колесо В входит в зацеш1е ше с непрерьшно вращакицейся с заданным чис лом оборотов в 1 мин консольно, закрепленной на тихоходном валу червячного редуктора 2I и приводимой во вращение пневмопривод6м 20 шестерней 22, передавая вращение на токосъемник 9 и захваченной губками 11 захвата 7 изделие, а токосъемник 9 входит в контакт с поворотным баш маком 25 и, преодолевая усилие сжатия пружины 26, поворачивает его во круг своей оси, при этом поворачива ется, преодолевая усилие пружины 24, и рычаг 23. Происходит торможекие планшайбы ,6 и фиксация оси башм ка 25 относительно оси токосъемника 06 9 захвата 7. Пневмоцилиндр 17 возвращает в исходное положение ползун 18 с упором 19, причем при обратном ходе упор 19 свободно проходит под крестовиной-16. При подаче команды на плазменную обработку один полюс постоянного тока подается на плазмотрон, а второй через электрический провод 27, башмак 25, механизм 10 и губки 11 на изделие. Происходят зажигание дуги и плазменная обработка вращающегося с заданным числом оборотов в 1 мин изделия , Одновременно с плазменной обработкой производится подача столом 29 очередного изделия в последующий , находящийся в исходном положении захват 7. После обработки изделия включается Пневмоцилиндр 17, который через ползун 18 взаимодействует упором 19 с крестовиной 16, поворачивая ее на заданный угол, в свою очередь эта крестовина поворачивает на двух радиальных 3 и двух упорных 4 шарикоподшипниках вал 5 и планшайбу 6 с захваченньич захватом 7 изделием еще на один шаг, переводя обработанное изделие в зону механизма выгрузки изделия, где срабатывает пневмоцилиндр 30, который через толкатель 31 и шток 13 раскрывают губки I1 и приводит в исходное положение механизм 10 захвата 7. Освобожденное изделие падает на транспортер готовой продукции, а шток пневмоцилиндра 30 под действием пружины 32 и толкателя 31 возвращается в исходное положение . При повороте планшайбы 6 на один шаг колесо 8 захвата 7 выходит из зацепления с шестерней 22 привода вращения, прекращая вращение изделия, а башмак 25 выходит из контакта с токосъемником 9. Пружины 24 и 26 возвращают в исходное положение рычаг 23 и башмак 25. Во время сброса обработанного изделия производится плазменная обработка очередного изделия в зоне плазменной обработки и подача в захват 7 последунщего изделия в зоне механизма подачи. Цикл пoвtopяeтcя, происходят непрерывные подача и сброс изделий. Таким образом, выполнение привода поворота в виде крестовины и взаимодействукщего с ней откидного упора обеспечивает регулировку скорости и точность поворота планшайбы на один шаг без промежуточных электрических элементо управления, необходимых для электромоторного привода, выполнение механизма подачи в виде подъемного стола, взаимодейству ющего с захватами изделия, обеспечивает автоматический зажим изделия пр его подаче, а токоподвод и фиксатор обеспечивают автоматическое торможение планшайбы, фиксирование оси башмака токоподвода относительно оси то косъемника и подвод тока непосредственно на изделие. Все это позволяет повысить производительность манипулятора по сравнению с базовым объектом. Кроме того, установка захватов и фиксатора на электроизоляционных вту ках с шайбами и выполнение шестерни привода вращения захватов из элек троизоляционного материала повышает безопасность работы при зксплуатации манипулятора. Формула изобретения 1. Карусельный манипулятор преимущественно для плазменной резки, содержащий смонтированные на основании поворотную многопозиционную план шайбу с установленным на канздой ее позиции захватом для изделия и токосъемником, фиксатор планшайбы, механизм ее поворота, механизмы подачи и выгрузки изделия, расположенные на соответствующих позициях, и установленные на позиции резки токоподвод и привод вращения захвата с шестерней, отличающийся тем, что, с целью повышения производительности путем обеспечения автоматического фиксирования планшайбы и токоподвода относительно токосъемника, а также автоматического зажима изделия при его подаче, фиксатор планшайбы выполнен в виде закрепленного на основании на позиции резки подпружиненного поворотного рычага, взаимодействующего с планшайбой, токоI. - подвод - в виде шарнирно установленного на поворотном рычаге башмака, подпружиненного относительно указанного рычага, а механизм подачи изделия - в виде подъемного стола, взаимодействующего с захватом. 2.Манипулятор по п. 1, о т л и чающий с flt тем, что механизм поворота планшайбы выполнен в виде крестовины, закрепленной ца оси планшайбы, и установленного на основании пневмодшшндра со смонтированным на его штоке ползуном с откидным упо-. ром, взаимодействующим с крестовиной. 3.Манипулятор по п. 1, о т л и - чающийся тем, что, с целью повьш1ения безопасности, при эксплуатации манипулятора, ,на каждой позиции планшайбы и на основании на позиции резки установлены электроизоляционные втулки с шайбами, а захваты и поворотный рычаг фиксатора смонтированы на соответствующих им втулках при этом шестерня -привода вращения захвата выполнена из электроизоляционного материала. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 506479, кл. В 23 К 37/04, 08.01.74 (прототип).
ф1/г.З
InoScpHynro)
W 18
tff,ff
6
гд
