Изобретение относится к сварке и может быть использовано при разработке оборудования для контактной точечной сварки, преимущественно пространственных кар- .касов из листовых деталей,
Цель изобретения - повышение качества готовых изделий путем повышения точности позиционирования.
На фиг.1 показана принципиальная конструктивная схема установки для контактной точечной сварки, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг. 1.
Установка для контактной точечной сварки содержит смонтированный на основании 1 стол 2 с поворотной планшайбой 3, на которой жестко закреплена базовая плита 4 модулей нижней оснастки. На кронштейнах 5 смонтированы регулируемые по высоте ролики 6 для поддержания планшайбы 3 снизу, Нижняя оснастка 7 расположена на базовой плите 4 и принадлежит одному модулю. Число модулей равно числу позиций стола и равно четырем. Модули взаимо- заменяемы в пределах допусков на изготавливаемое изделие. На базовой плите 4 закреплен копирный ролик 8 с возможностью взаимодействия с копиром 9, смонтированным на основании 1.
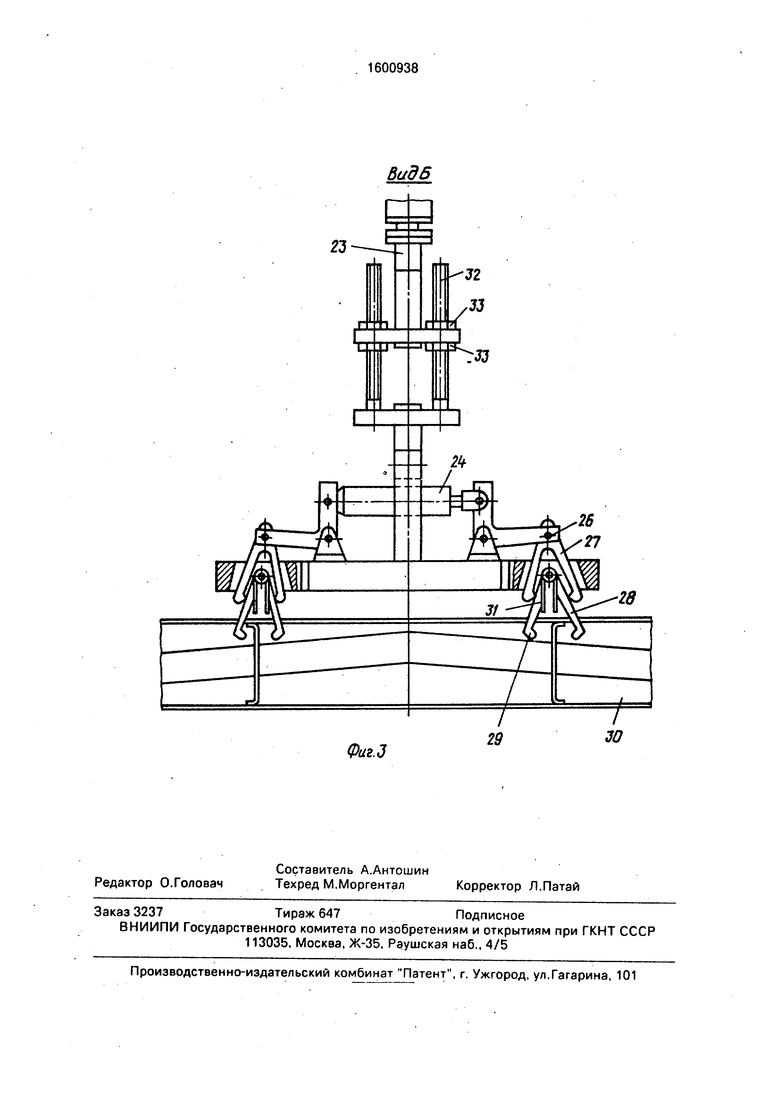
На фиг.1 показана одна подвижная сварочная группа верхней оснастки со сваренным инструментом, выполненным в виде клещей 10, которые под действием пневмоцилйндров 11 и 12 могут перемещаться в двух взаимоперпендикулярных направлениях. Направления перемещений указаны стрелками, С помощью троса 13, переброшенного через блоки 14 и 15, смонтированные на кронштейне, гравитационные силы вертикально подвижных частей сварочной группы уравновешены грузом 16, надетым на стержень 17, С помощью кронштейнов 18 к потолку основания 1 прикреп- . лены направляющие 19, по которым катками 20 под действием пневмоцилиндра 21 может перемещаться каретка манипулятора устройства для снятия и сброса готового изделия. С по мощью пневмоцилиндра 22 часть 23 каретки манипулятора мржет перемещаться вертикально. Пневмоцилиндр 24
предназначен для приведения в действие схватов 25 манипулятора. Схваты состоят из смонтированных на осях 26 жестких рычагов 27 и челюстей 28 и 29. Пружины 31 по- стоянно удерживают челюсти 28 и 29 в нормально открытом положении. Рычаги 27 смонтированы с возможностью качения на осях 26 и переносного движения вместе с зтими осями, позтому точная ориентация челюстей 28 и 29 для захватывания изделия 30 не обозначена. Зажатие изделия 30 челюстями происходит в любом случае, как и вертикальный подьем изделия 30 после захвата. Винтовые пары из винтов 32 и гаек 33 5 позволяют ориентировать с достаточной точностью схвата манипулятора относи- , тельно захватываемого груза (изделия). Муфты 34 и 35 для подвода и отвода энергоносителей (сжатый воздух, вода) от модулей 0 нижней оснастки приводится во вращение от планшайбы 3 посредством винтов 36 и 37, свободно входящих с вилки муфт.
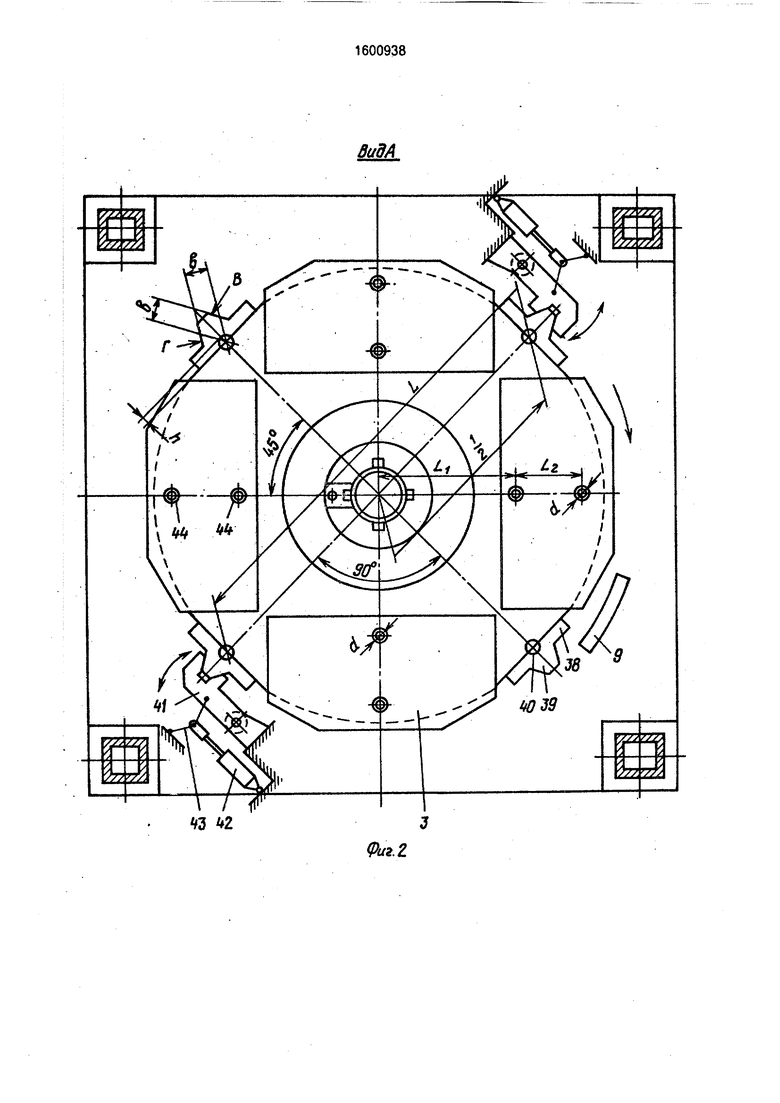
Механизм доворота и фиксации планшайбы на позициях выполнен следующим 5 образом.
На планшайбе 3 с помощью винтов жестко закреплены призмы 38 с V-образными выступами 39, Число призм - по числу позиций планшайбы 3 в данном случае четыре, 0 Штифты 40, установленные в отверстиях призм и планшайбы, выполненные на расстояниях L и L/2, Отверстия под эти штифты выполнены на координатно-расточном станке с высокой точностью расположения, 5 Это дает возможность при изготовлении и при ремонтах выдержать с высокой точностью размеры b и h (фиг.2). Таким способом легко добиться того, чтобы поверхности Г и В выступов всех призм 38 были расположе- 0 ны строго симметрично относительно оси вращения планшайбы 3. Для фиксации планшайбы 3 на позициях предусмотрены фиксаторы в виде рычагов 41, приводимые в действие от пневмоцилйндров 42 посред- 45 ством связей 43. Поверхности рычагов 41, контактирующие с V-образными поверхностями призм 38, также имеют V-образную форму. Поверхности фиксаторов 37 имеют меньшую твердость, чем твердость высту- 50 пов призм 38, что дает возможность длительное время сохранять проектную геометрию призм 38, а следовательно, и точность позиционирования. Направляющие колонки 44, жестко закрепленные в планшайбе 3, своими концами выступают над поверхностью базовых плит 4 модулей и имеют диаметр d и служат базой для выверки ложементов.
На посту загрузки на ложементы раскрытой оснастки модуля загружаются вручную свариваемые детали. Нажатием кнопок переносного пульта включается пневмоци- линдр 42, который расфиксирует оснастку и через бесконтактные датчики конечных положений подвижных частей машины подает команду приводу планшайбы 3. Планшайба 3 поворачивается на 90° и снова фиксируется с помощью фиkcaтopa 41. На пост загрузки модуль всегда приходите раскрытыми прижимами. На посту загрузки прижимы снова закрываются и остаются закрытыми до окончания сварки на последующих постах.
Не доходя до поста разгрузки (в данном случае четвертый по счету), пневмокнопка модуля набегает на кулачок, смонтированный на основании, и прижимы оснастки модуля раскрываются. Датчики положения частей машины дают команду манипулятору, который опускается, захватывает изделие 30, поднимает его вертикально вверх, переносит на необходимое расстоян ие и сбрасывает в тару готовых изделий. Сварка установленных в нижнюю зажимную оснастку деталей показана на примере одной группы с клещами 10, которые изображены в конечном положении в момент сварки. После прохождения импульсов тока и образования ядра сварочной точки реле давления подает команду пневмоцилиндру 11 на перемещение клещей к следующей точке.
Датчики положения фиксируют положение передвинутых клещей и дают команду на следующую сварку. После сварки всех горизонтальных точек подается команда цилиндру 12 на вертикальный подъем клещей 10. Крайнее верхнее положение клещей 10 является исходным, а показанное на фиг.1 - конечным. Таким же способом работают остальные сварочные группы с вертикально
подвижными каретками. Все каретки уравновешены грузами 16.
Использование предлагаемой установки для контактной точечной сварки позволяет повысить точность позиционирования
свариваемых деталей, в результате чего повышается точность готовых изделий. Формул а изобретения Установка для контактной точечной сварки, преимущественно пространственных каркасов из листовых деталей, содержащая смонтированный на основании стол .с поворотной планшайбой, на которой закреплена нижняя сборочная оснастка и ус- тановленный на основании портал с
верхней сборочной оснасткой и сварочным инструментом, отличающаяся тем, что, с целью повышения качества готовых изделий путем повышения точности позиционирования, она снабжена механизмом
поворота и фиксации планшайбы, выполненным в виде жестко закрепленных на планшайбе сменных призм с V-образными выступами и снабженных приводом, и шар- мирно установленных на основании по
крайней двух рычагов с V-образными впадинами для периодического взаимодействия с V-образными выступами призм, и смонтированными под планшайбой на основании регулируемыми по высоте опорными
роликами, установленными с возможностью взаимодействия с планшайбой.
ВидА
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки крупногабаритных изделий | 1979 |
|
SU897437A1 |
| Кондуктор для сборки и сварки кузовных элементов транспортного средства | 1991 |
|
SU1803294A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Манипулятор для контактной точечной сварки | 1982 |
|
SU1055610A1 |
| Линия для сборки и сварки изделий коробчатого сечения | 1988 |
|
SU1685655A1 |
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| Установка для контактной точечной сварки | 1983 |
|
SU1165543A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
Изобретение относится к сварке и может быть использовано при разработке оборудования для контактной точечной сварки. Цель изобретения - повышение качества готовых изделий путем повышения точности позиционирования. На планшайбе 3 жестко закреплены призмы с V-образными выступами. Для доворота и фиксации планшайбы на основании 1 шарнирно установлены рычаги, которые приводятся в действие при помощи пневмоцилиндров. На концах рычагов выполнены V-образные впадины. При повороте планшайбы 3 впадины рычагов взаимодействуют с выступами призм и обеспечивают требуемый угол поворота планшайбы. Для поддержания планшайбы 3 на основании 1 при помощи кронштейнов 5 смонтированы регулируемые по высоте ролики 6. 3 ил.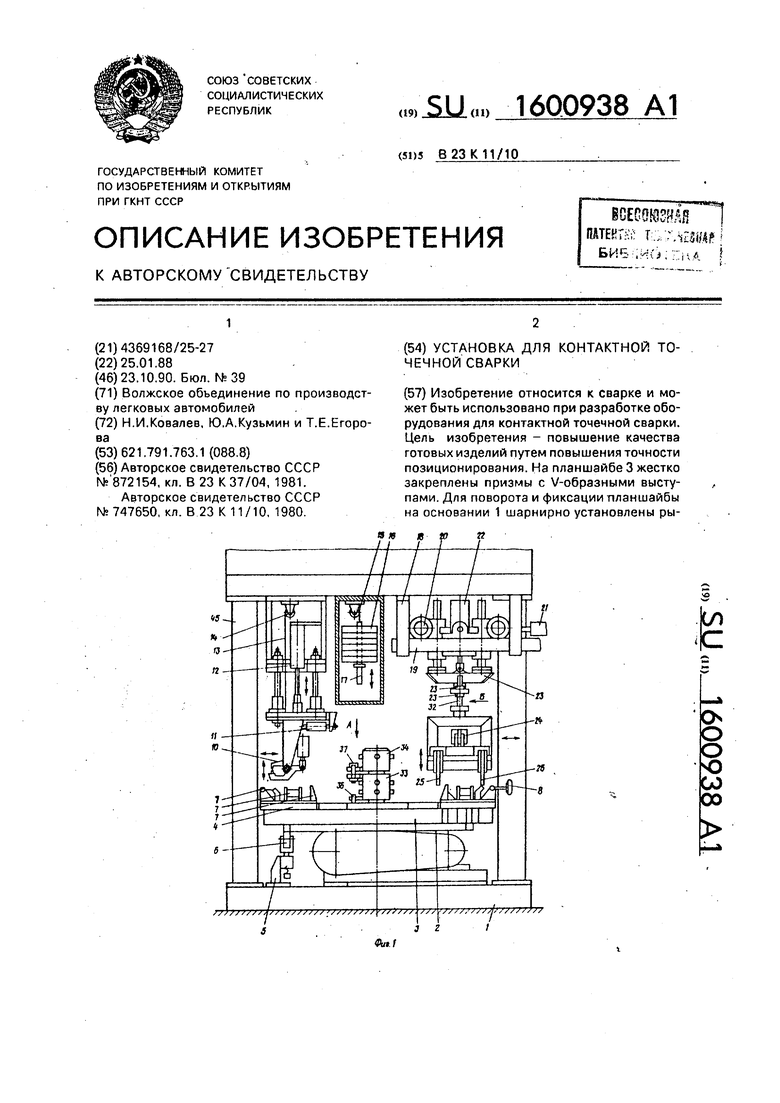
чъ г
фиг. г
Фаг.д
Видб
| Установка для сборки и сварки изделий | 1980 |
|
SU872154A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
