(54) УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПСЕВДООЖИЖЕННОМ АБРАЗИВЕ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872215A1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU848313A1 |
| Способ обработки деталей в "ки-пящЕМ" СлОЕ АбРАзиВА | 1979 |
|
SU848310A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU852510A1 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848311A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU931405A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
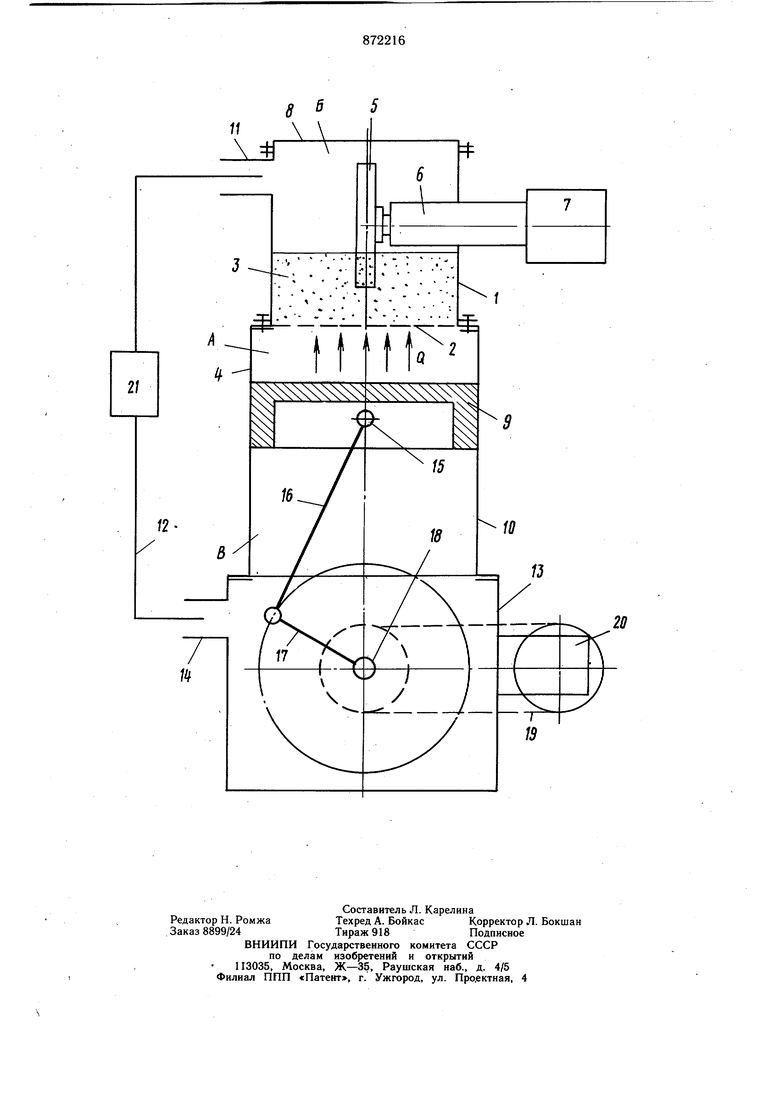
Изобретение относится к обработке деталей в «кипящем абразиве, например, полировке, снятию заусенцев, скруглению кромок, зачистке, снятию нагара, краски и т. п., и может быть использовано в машиностроительной и других отраслях промышленноети. Известно устройство для абразивной обработки деталей в псевдоожиженном абразиве, содержашее емкость с газораспределительной решеткой, газораспределительную камеру и механизм для сообшения абразиву пульсаций 1. Однако частота пульсаций абразива ограничена скоростью его оседания, что не позволяет повышать и дальше производительность обработки. Ограничены также технологические возможности устройства, так как не позволяет добавлять в воздух дорогостояшие вешества и газы, интенсифицируюшие процесс обработки, ибо их недопустимо большой расход из-за выброса в атмосферу делает способ обработки в «кипящем абразиве экономически неэффективным, дорогостоящим. Цель изобретения - расширение технологических возможностей устройства. Указанная цель достигается тем, что механизм сообщения абразиву пульсаций выполнен в виде поршневого компрессора, поршень которого, образующий дно газораспределительной камеры, установлен с воз можностью возвратно-поступательного перемещения, а корпус компрессора соединен с емкостью посредством введенного в устройство трубопровода. На чертеже схематично изображено предлагаемое устройство. Устройство содержит рабочую камеру 1, в которой над газораспределительной решеткой 2 расположен слой абразива 3, взвешиваемого потоком воздуха Q, подаваемым под решетку из полости А воздухораспределительной камеры 4. Обрабатываемую деталь 5 крепят на шпинделе 6, приводим во вращение приводом 7. Шпиндель расположен в рабочей камере, которая снабжена крышкой 8. Поршневой компрессор установлен непосредственно под газораспределительной решеткой 2, причем поршень 9 компрессора, газораспределительная решетка и боковые стенки камеры 4 цилиндра 10, в котором расположен поршень, образуют нагнетательную полость А воздухораспределительной камеры, а полость Б рабочей камеры, в которой производится обработка детали 5, через патрубок 11 и трубопровод 12 соединена с полостью В компрессора под поршнем, для чего корпус 13 компрессора снабжен соединительным патрубком 14. Поршень 9 снабжен пальцем 15, шарнирно соединенным с шатуном 16, второй палец которого шарнирно соединен с кривошипом 17, имеюш.им возможность вращаться в подшипниковых опорах корпуса 13. Привод кривошипа во вращение осуществлен, например, закрепленной на нем цапфой 18, кинематически связанной гибкой передачей 19 с редуктором 20, приводимым во вращение от электродвигателя (на чертеже не изображен). Трубопровод 12 снабжен фильтром 21 (например, сетчатым или циклоном), чтобы абразив не попадал в полость В, т. е. между поршнем и цилиндром 10. При работе уст15ойства от привода вращается кривошип 17, сообщая через шатун 16 возвратно-поступательные перемещения поршню 9. При движении порщня вверх воздух (газ) сжимается в камере А и, проходя через газораспределительную решетку 2, взвешивает абразив, в котором вращается обрабатываемая деталь 5. При этом .в нижней полости В компрессора создается разрежение, поэтому воздух из полости Б рабочей камеры устремляется по трубопроводу 12 в полость В.. Из-за того, что в камере А создается давление, а в камере Б - разрежение, скорость воздуха, проходящего через абразивный слой 3, оказывается выше, чем в известных устройствах, что позволяет сократить время подъема абразива. При движении поршня 9 вниз в камере А создается разрежение, а в полости В давление, благодаря чему воздух из камеры Б через абразивный слои 3 и газораспределительную решетку 2 устремляется в камеру А (а из полости В по трубопроводу 12 в ка.меру Б). При этом это (обратное) движение воздуха способствует ускорению оседания абразивного слоя. Таким образом, предлагаемое устройство позволяет увеличить частоту пульсаций абразивного слоя, что повышает производительность обработки. Кроме того, в устройстве используется один и тот же объем воздуха (газа), совершающего возвратно-поступательные перемещения в замкнутом (герметичном) объеме. Это позволяет использовать в-качестве газа дорогие компоненты, в которых обработка происходит быстрее, интенсивнее, качественнее и т. п., т. е. расширяет технологические возможности устройства. А отсутствие расхода такого рабочего вещества (газа, интенсификаторов и т. п.) резко повыщает экономичность устройства по сравнению с известными, в которых воздух из рабочей камеры выбрасывается в атмосферу. Кроме того, устройство не засоряет атмосферы, упрощает конструкцию, так как не нуждается в газораспределительном коллекторе. Преимуществом устройства является и то, что источник воздуха и пульсатор выполнены в виде одного механизма - поршневого компрессора, выполняющего обе указанные функции устройства. Формула изобретения Устройство для абразивной обработки деталей в псевдоожиженном абразиве, содержащее емкость с газораспределительной решеткой, газораспределительную камеру и механизм для сообщения абразиву пульсаций, отличающееся тем, что, с целью расширения технологических возможностей устройства, механизм сообщения абразиву пульсаций выполнен в виде поршневого компрессора, поршень которого, образующий дно газораспределительной камеры, установлен с возможностью возвратно-поступательного перемещения, а корпус компрессора соединен с .емкостью посредством введенного в устройство трубопровода. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2756783/25-08, кл. В 24 В 31/00. 1979.
