(54) СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМООКСИДНЫХ
КЕРАМИЧЕСКИХ ИЗйЕЛИЙ С ВНУТРЕННИМИ Изобретение относится к керамичес- кому производству, а именно к способам изготовления керамических изделий с замкнутыми полостями любой сложной конфигурации, которые могут использоваться Б качестве легкоудаляемых стерж ней, например, при питье ло выллавяя- . емым моделям, в конструкциях штампов для изотермического формования,сварочных горелок и других огнеупоров специального назначения, получаемых из термоппастифицированных порошковых композиций. Известны способы изготовления керамических изделий с лрямопинейными отверстиями, в том числе глухими, оформляемыми с помощью метаппических lj и водорастворимых 21 вставок и стержней из термопластифицированных порошко вых композиций, включающих минеральную основу в виде порошковой композиции и термопластичный органический плас тификатор.
ПОЛОСТЯМИ Недостаток известных способов заключается в том, что они не позволяют из- готоы1ть керамические изделия со слож- нопрофильной конфигурацией внутренней полости, в том числе с замкнутой полостью. Используя металлические вставки, полость сложной конфигурации в керамическом изделии выполнить не удается, так как такую вставку невозможно извлечь из заготовки. Водорастворимые вставки любой сложной кон()1гурации можно удалить из заготовки, но на стгщии пиролиза пластификатора полость необходимо заполнить сыпучим адсорбентом и извлечь его после обжига. В случае полостей, протяженных или лабиринтных, заполнить их порошком адсорбента и удалить его оттуда после обжига практически невозможно. В то же время, гранулометрический и вешественный состав известных порошковых композиций обеспечивает на стадии пиролиза органическо-. го пластификатора довольно плотную струк3 , туру заготовки, не обладающую ностью транспортировать в печное пространство продукты разложения вкладыша. Таким образом, если вставка предва р1тельно не удаляется, то такая структура препятствует миграции через нее из внутренней полости керамического изделия продуктов разложения и получить ,в изделии полость сложной конфигурации, а в особенности замкнутую полость, оказывается невозможным. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления керамических изделий сложной формы, в частности со сложнопрофильиыми полос тями из термопластифищ1рованной порошковой композиции. Способ заключается в том,что исходный алюмооксидный порошок смешивают с термопластичной связ- кой, формуют заготовки методом горячего литья под давлением в форму с ус- тановпенными водорастворимыми вкпадь - шами, изготовленными из технической мочевины, по конфигурации соответству- юших профилю полости, выполняемой в керамической детали. При охлаждении ра плавленная термопласти(}з1цированная ком позиция затвердевает, вкладыши из техни ческой мочевины удаляются растворением в воде, а образовавщаяся полость, как и наружная поверхность, засыпается адсор- бентом для обеспечения пиролиза органического пластификатора на станции обжига 2. Применяемая в нем термоплас тифицированная порошковая композиция содержит следующие вещества, вес. Монофракционная порошковая минеральная основа с удельной поверхностью 2200-2500 см /г Термопластичный органи-i. ческий пластификатор на основе парафина с добавкой пчелиного .Недостаток известного способа заклю чается в невозможности изготовить кер амическое изделие с замкнутой полостью. Это обусловлено тем, что исполь- емая в указанном способе термоппасти фицированная порошковая композиция является мелкозернистой и монофракционной, поэтому структура заготовки изделия на станции обжига достаточно плотная. Открытая пористость после пиролиза пластификатора составляет . Така структура почти не обладает способнос8959604способ-тью транспортировать в печное пространство продукты разложения вкладыша,форирующего внутреннюю полость, и последнюю приходится извлекать из заготовки до обжига. Целью изобретения является получение керамических изделий с замкнутыми внутренними полостями. Поставленная цель достигается тем, что согласно способу изготовления алюмооксидных керамических изделий с внутренними полостями, включающему приготовление шликера на термопластичном, связующем, формование заготовок методом горячего литья под давлением с использованием вкладышей из технической мочевины, оформляющих внутренние полости -заготовки, удаление вкладышей и термообработку в засыпке адсорбента, шликер готовят из порошков следуюшего гранулометрического состава, вёс.%: Фракш1я 10О-120 мкм 45-5О Фракция 28-4О мкм28 ЗО Фракция 1-3 мкм22-25 термопластичное связующее вводят в количестве 9-11% от веса порошков, а удаление вкладыша осуществляют в процессе термообработки на стадии удаления термопластичного связующего за счет испарения мочевины через поры из- дели я. Причем в качестве тугоплавких соеди- нений используют окислы АСг 6з и добавки соединений , 7СаО-ЗА )C2K)2- При практическом осуществлении ----способа готовят термопластифицирован ные порошковые композиции различных составов (соотношение ингредиентов в которых приводится в таблице. Из каждого вида термопластифициро- ванной композиции, формуют заготовки путем горячего литья ее в расплавленном состоянии при 60-85 С под давлением в форму с установленной вставкой из технической мочевины, по конфи-; гурации соответствующей профилю полости, выполняемой в керамическом изделии. Вставку в полости формы фиксируют металлическими стерженьками, которые .вытаскивают из заготовки после ее затвердевания. Образовавшиеся в стенках заготовки отверстия от стерженьков закрывают керамическими заглушками из этой же термопластифицированной порош.ковой композиции, а места стыка заготовки и заглушек оплавляют до образования сплошной ровной поверхности. Отношение толшииы вставки к толщине стенки заготовки меняется от О,О5
до 0,75. Заготовки помещают в сыпучий адсорбент (порошок глинозема) и обжигают в печи до При этом на стадии пиролиза органического пластификатора и вставки из технической мочевины подъем температуры ведут со скоростью, обеспечивающей сохранение профиля замкнутой полости заготовки.
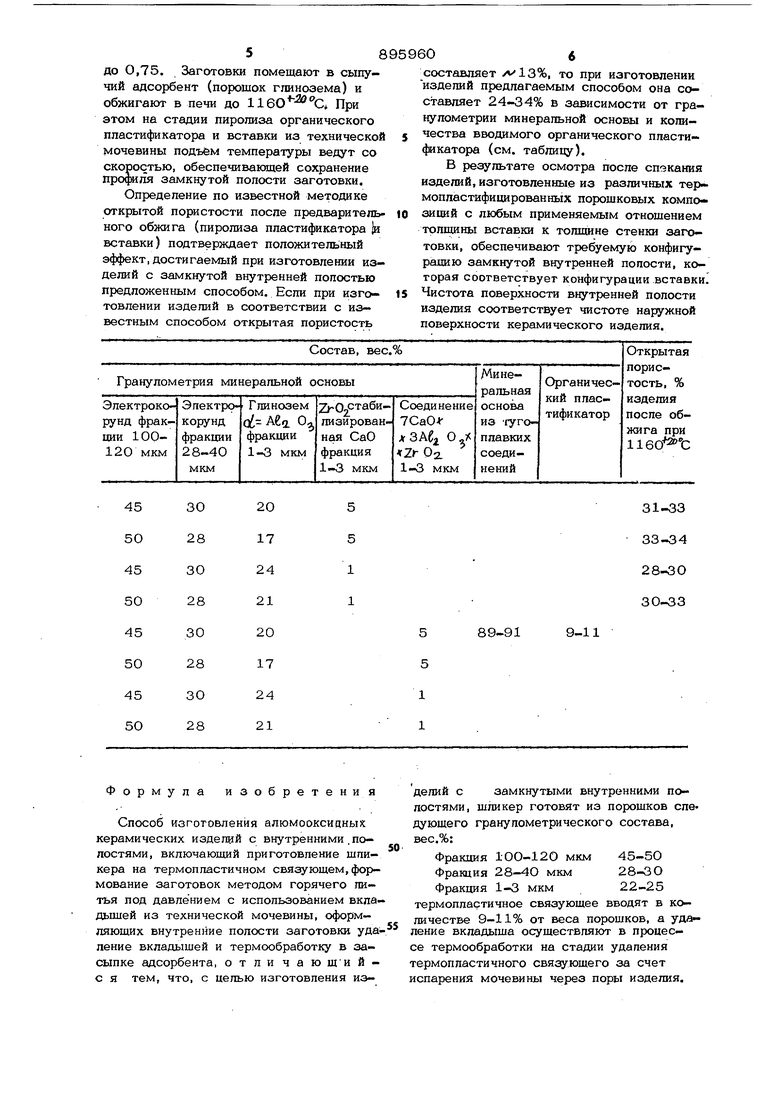
Определение по известной методике открытой пористости после предварительного обжига (пиролиза пластификатора ia вставки) подтверждает положительный эффект, достигаемый при изготовлении издехшй с замкнутой внутренней полостью предложенным способом. Если при изготовлении изделий в соответствии с известным способом открытая пористость
составляет , то при изготовлении изделий предлагаемым способом она составляет 24-34% в зависимости от гранулометрии минеральной основы и количества вводимого органического пласти |икатора (см. таблицу).
В результате осмотра после спэкания изделий, изготовленные из различных термопластифицированных порошковых композиций с любым применяемым отношением толщины вставки к толщине стенки заготовки, обеспечивают требуемую конфигурацию замкнутой внутренней полости, которая соответствует конфигурации вставки. Чистота поверхности внутренней полости изделия соответствует чистоте наружной поверхности керамического изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиция для удаляемого вкладыша | 1980 |
|
SU903353A1 |
| Композиция для изготовления вкладыша | 1981 |
|
SU962260A1 |
| Термопластичная связка для оформления керамических деталей горячим литьем под давлением | 1982 |
|
SU1024438A1 |
| Способ изготовления керамических плавильных тиглей | 2018 |
|
RU2713049C1 |
| Способ изготовления водорастворимого вкладыша | 1988 |
|
SU1560415A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2278090C1 |
| Способ изготовления керамических изделий | 1979 |
|
SU865859A1 |
| Шликер для изготовления керамических изделий | 1979 |
|
SU1033480A1 |
| Способ изготовления керамических изделий | 1981 |
|
SU1084133A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ КЕРАМИКИ НА ОСНОВЕ ТУГОПЛАВКИХ КАРБИДОВ ДЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ГЕОМЕТРИИ | 2023 |
|
RU2813271C1 |
Формула изобретения Способ изготовления алюмооксианых керамических изделий с внутренними .полостями, включающий приготовление шли- кера на термопластичном связующем, формование заготовок методом горячего литья под давлением с использованием вкладьиией из технической мочевины, оформляющих внутренние полости заготовки уда ление вкладышей и термообработку в засыпке адсорбента, отличающийс я тем, что, с целью изготовления изделий с замкнутыми внутренними полостями, шликер готовят из порошков следующего гранулометрического состава, вес.%: Фракция 1ОО-120 мкм 45-50 Фракция 28-4О мкм28-3 О Фракция 1-3 мкм22-25 термопластичное связующее вводят в количестве 9-11% от веса порошков, а удаление вкладыша осуществляют в процессе термообработки на стадии удаления термопластичного связующего за счет испарения мочевины через порь изделия.
78959608
Источники информации,- 2. Ситник Н, П. и др. Изготовление
принятые во внимание при экспертизекерамических изделий сложных форм, 1, Грибовский П, О, Керамические Стекло и керамика , 1 6, 1975 (про-
твердые схемы. М., Энергия , 1971.тотип).
