Изобретение относится к способам прокаливания сыпучих углеродных материалов, например антрацита, и может найти применение в электродной промышленности для получения углеграфитовых материалов с помощью высокотемпературного нагрева электрическим током.
Измельченный антрацит подвергают высокотемпературному прокаливанию - электрокальцинации - для получения токопроводящего углеграфитового материала, служащего сырьем для изготовления, в частности, высокотемпературных углеграфитовых электродов.
Существующие в настоящее время способы электрокальцинации антрацита не обеспечивают достаточный уровень выхода годного продукта, т.е. углеграфитового материала, имеющего однородные свойства, а именно удельное электросопротивление.
Известен способ непрерывного прокаливания сыпучего углеродного материала, который загружается в печь - электрокальцинатор шахтного типа с футерованными стенками и нагревается электрическим током, проходящим между двумя электродами - верхним и нижним и массой указанного сыпучего углеродного материала, и выгружается после прохождения всего пространства печи (Электротермическое оборудование. Справочник под редакцией А.П.Альтгаузена. М.: Энергия, 1980, с.194-208).
Недостатком такого способа электрокальцинации является нерациональное расходование электрической энергии. Электрический ток, текущий от одного электрода к другому через массы обрабатываемого материала, распределяется в пространстве печи, при этом, как правило, образует определенные каналы для его прохождения. Такая канализация препятствует равномерному нагреву всей массы прокаливаемого материала, что вызывает неоднородность свойств готовой продукции, снижает ее показатели. Кроме указанного, неравномерное распределение каналов тока приводит к локальному перегреву футеровки печи и преждевременному выходу ее из строя.
Наиболее близким является способ прокаливания сыпучего углеродного материала, реализованный по Авт. св. №1434224 “Электрокальцинатор непрерывного действия”, МПК4 F 27 B 3/08, опубл. 30.10.88, БИ 40, включающий загрузку исходного материала в электрокальцинатор, прохождение материала последовательно через несколько расширенных и суженных зон электрокальцинатора с одновременным нагревом материала пропусканием электрического тока и выгрузку готового продукта. Суженные зоны образованы кольцевыми выступами футеровки электрокальцинатора, на которых происходит зависание периферийной массы сыпучего материала, что приводит к уменьшению выхода годного продукта, так как не весь загруженный материал проходит через зону высокотемпературного нагрева, и образуются самопроизвольные каналы протекания электрического тока или его рассеивание по массе кальцинируемого материала, что увеличивает расход электроэнергии, вызывает локальный перегрев футеровки с последующим ее выходом из строя, а также неполную тепловую обработку материала, который находится или вне зон самопроизвольной канализации электрического тока, или в зонах с недостаточной плотностью электрического тока в случае его рассеивания по массе сыпучего углеродного материала.
Недостатком известного способа является неоднородность готового продукта по основной характеристике - удельному электросопротивлению и потери электроэнергии.
В основу изобретения поставлена задача повышения качества получаемого сыпучего углеродного материала, например антрацита, за счет снижения удельного электросопротивления, а также снижение непроизводительных расходов электроэнергии на осуществление процесса электрокальцинации.
Поставленная задача решается тем, что в способе электрокальцинации сыпучего углеродного материала, включающем загрузку исходного материала в электрокальцинатор, прохождение материала последовательно через расширенную и суженную зоны электрокальцинатора с одновременным нагревом электрическим током и выгрузку готового продукта, согласно изобретению в суженной наиболее разогретой зоне электрокальцинатора, диаметр которой составляет 0,25-0,60 от диаметра расширенной зоны, осуществляют концентрацию силовых линий тока и естественное перемешивание сыпучего углеродного материала, например антрацита, причем переход периферийной массы указанного материала из расширенной зоны в суженную осуществляют по поверхности, угол наклона которой на 2-10 градусов меньше угла трения сыпучего углеродного материала о материал поверхности.
Прохождение массы сыпучего углеродного материала через суженную зону и его перемешивание перед попаданием в эту зону позволит повысить однородность свойств получаемого материала за счет того, что весь обрабатываемый антрацит проходит через зону наибольшего разогрева электрокальцинотора, в этой зоне происходит наибольшая концентрация силовых линий тока. Если диаметр суженной зоны меньше, чем 0,25 от диаметра расширенной зоны, то при этом углеродный материал растрескивается и измельчается, если больше, чем 0,6 - то периферийные массы обрабатываемого материала попадают в зону электрокальцинатора, подверженную меньшему нагреву, и материал не получит необходимую термообработку.
Перемешиванию исходного антрацита и его беспрепятственному попаданию в суженную, наиболее разогретую зону способствует также то, что периферийные массы углеродного материала перетекают из расширенной зоны в суженную по наклонной поверхности. Если угол наклона поверхности меньше, чем на 2 градуса, от угла трения антрацита о материал поверхности, то произойдет накопление углеродного материала на поверхности дросселя. Если угол наклона поверхности больше, чем на 10 градусов, от угла трения углеродного материала о материал поверхности, то произойдет быстрый сход масс углеродного материала с возможным повреждением поверхности.
После суженной зоны термообработанный материал попадает снова в расширенную зону, где происходит его дополнительное перемешивание, усреднение свойств и постепенное охлаждение перед выгрузкой.
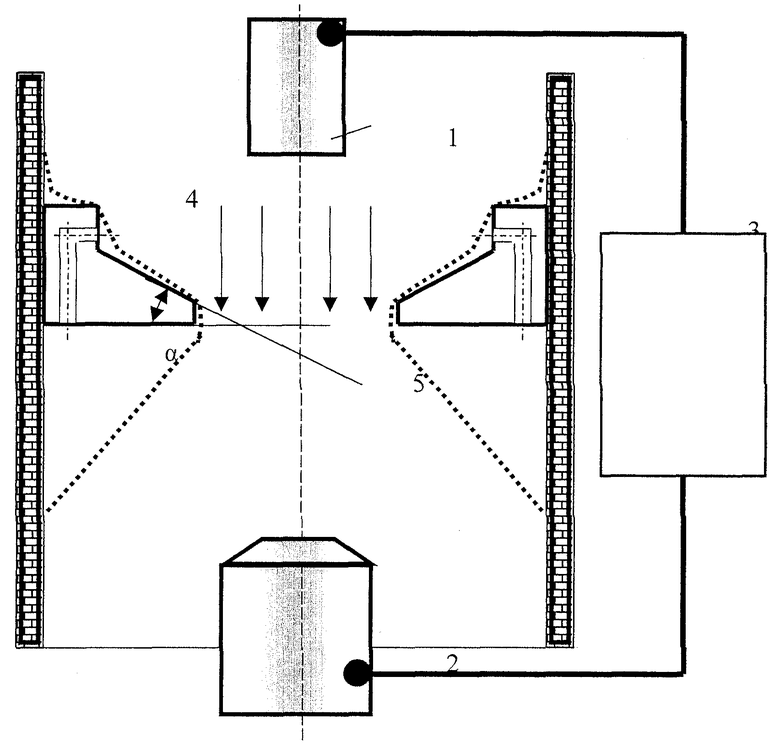
На чертеже представлена схема осуществления способа.
Сыпучую массу углеродного материала, например антрацита, загружают в электрокальцинатор через верхнее загрузочное устройство (на чертеже не показано). В дальнейшем масса перемещается в электрокальцинаторе под действием сил гравитации со скоростью, которую регулируют удалением обработанного материала через нижнее устройство выгрузки (на чертеже не показано). Загруженный материал вначале нагревают путем теплоотдачи от горячих газов сухой перегонки углеродного материала, а затем, когда нагретый углеродный материал приобретет достаточную электропроводность, путем выделения электроконтактного тепла в местах электрического контакта между отдельными кусками сыпучего материала при пропускании через печь электрического тока между верхним 1 и нижним 2 электродами от источника питания 3. Наибольшая температура (до 2500°С) сосредоточена по оси силовых линий тока (указаны стрелками). По мере удаления от оси температура массы падает.
Загруженная масса углеродного материала (на чертеже указана пунктирными линиями) попадает в расширенную зону 4, где происходит ее предварительный нагрев, затем масса перетекает в суженную наиболее разогретую зону 5, причем периферийные массы углеродного материала при этом пересыпаются к центральной части, происходит естественное перемешивание массы перед попаданием в суженную зону электрокальцинатора. Затем весь прокаленный при высокой температуре материал переходит в расширенную зону, где его подвергают охлаждению перед выгрузкой готового углеграфитового материала.
Пример 1.
При очередной замене футеровки в электрокальцинаторе шахтного типа в верхней половине установили дроссель из специального углеродного материала. Дроссель выполнен из секций, образующих сплошное отверстие, диаметр которого равен 500 мм, что составляет четверть от внутреннего диаметра футеровки. Верхняя поверхность секций дросселя выполнена с наклоном 58 геометрических градусов к горизонтали, что на 2 геометрических градуса меньше угла трения антрацита о специальный углеродный материал, который равен 60 градусам.
Перед пуском электрокальцинатора в работу его внутренний объем полностью загрузили термоантрацитом крупностью 6-8 мм. Затем включили источник питания электрическим током и подали на электроды напряжение 60 В. Ток протекает от одного электрода к другому через массу антрацита и нагревает ее. В верхней расширенной зоне антрацит нагревается до температуры 800°С, затем обрабатываемый антрацит поступает в суженную зону, где температура достигает 2500°С, при этом периферийные массы антрацита перетекают по наклонной поверхности дросселя, смешиваясь с основной массой. В нижней расширенной зоне масса антрацита допрокаливается за счет ее теплосодержания и подвергается принудительному охлаждению до 500°С.
Непрерывное движение массы антрацита в электрокальцинаторе происходит под действием силы тяжести со скоростью 600 кг в час. Это движение массы угля поддерживали выгрузкой кальцинированного антрацита из нижней части электрокальцинатора порциями по 100 кг каждые 10 минут. Пребывание материала в печи от загрузки до выгрузки составило 15 часов.
Полученный кальцинированный антрацит испытали. Удельное электросопротивление, определенное по ГОСТ 23776-79, равнялось 500 мкОм·м. Удельный расход электроэнергии составил 750 кВт·ч/т.
Пример 2.
При очередной замене футеровки в электрокальцинаторе шахтного типа в верхней половине установили дроссель из специального углеродного материала. Дроссель выполнен из секций, образующих сплошное отверстие, диаметр которого равен 950 мм, что составляет 0,5 от внутреннего диаметра футеровки. Верхняя поверхность секций дросселя выполнена с наклоном 54 геометрических градусов к горизонтали, что на 6 геометрических градуса меньше угла трения антрацита о специальный углеродный материал, который равен 60 градусам.
Перед пуском электрокальцинатора в работу его внутренний объем полностью загрузили термоантрацитом крупностью 6-8 мм. Затем включили источник питания электрическим током и подали на электроды напряжение 65 В. Ток протекает от одного электрода к другому через массу антрацита и нагревает ее. В верхней расширенной зоне антрацит нагревали до температуры 1000°С, затем по наклонной поверхности дросселя периферийные массы антрацита перетекают в суженную зону, смешиваясь с основной массой антрацита, и нагреваются до 2700°С. Затем масса попадает в расширенную зону под дросселем. В нижней расширенной зоне масса антрацита допрокаливается за счет ее теплосодержания и подвергается принудительному охлаждению до 500°С.
Скорость движения антрацита в электрокальцинаторе поддерживали на уровне 650 кг в час. Пребывание материала в печи от загрузки до выгрузки составило около 15 часов.
Полученный кальцинированный антрацит испытали. Он имел удельное электросопротивление 560 мкОм·м. Удельный расход электроэнергии составил 770 кВт·ч/т.
Пример 3.
При очередной замене футеровки в электрокальцинаторе шахтного типа в верхней половине установили дроссель из специального углеродного материала. Дроссель выполнен из секций, образующих сплошное отверстие, диаметр которого равен 1150 мм, что составляет 0,6 от внутреннего диаметра футеровки. Верхняя поверхность секций дросселя выполнена с наклоном 50 геометрических градусов к горизонтали, что на 10 геометрических градуса меньше угла трения антрацита о специальный углеродный материал, который равен 60 градусам.
Перед пуском электрокальцинатора в работу его внутренний объем полностью загрузили термоантрацитом крупностью 6-8 мм. Затем включили источник питания электрическим током и подали на электроды напряжение 65 В. Ток протекает от одного электрода к другому через массу антрацита и нагревает ее. В верхней расширенной зоне антрацит нагревали до температуры 1200°С, затем по наклонной поверхности дросселя периферийные массы антрацита перетекают в суженную зону, смешиваясь с основной массой антрацита, и нагреваются до 3000°С. В нижней расширенной зоне масса антрацита допрокаливается за счет ее теплосодержания и подвергается принудительному охлаждению до 500°С.
Скорость движения антрацита в электрокальцинаторе поддерживали постоянной выгрузкой на уровне 700 кг в час. Пребывание материала в печи от загрузки до выгрузки составило 16 часов.
Полученный кальцинированный антрацит имел удельное электросопротивление 700 мкОм·м. Удельный расход электроэнергии составил 770 кВт·ч/т.
Очевидно, что установка дросселя (сужение части объема электрокальцинатора) практически не сказалась на производительности агрегата из-за рационально выбранных параметров суженой зоны, в которой, по известным физическим законам, происходит увеличение линейной скорости движения антрацита, компенсирующей меньшее сечение отверстия в дросселе.
Результаты испытаний продукции, изготовленной по прототипу и заявляемому способу, а также затраты электроэнергии приведены в табл.1.
Из таблицы 1 видно, что использование предлагаемого способа электрокальцинации сыпучего углеродного материала в сравнении с известным способом, позволяет повысить качество получаемого сыпучего углеродного материала, например антрацита, за счет снижения удельного электросопротивления в 1,2-1,3 раза, а также снизить непроизводительный расход электроэнергии на осуществление процесса электрокальцинации в 1,4-1,7 раза.
Кроме того, заявляемый способ дополнительно позволяет увеличить длительность межремонтного периода и повысить стойкость существующих типов футеровки или использовать футеровку с более низкими показателями стойкости, а следовательно, более дешевую.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ЭЛЕКТРОКАЛЬЦИНАЦИИ СЫПУЧЕГО УГЛЕРОДНОГО МАТЕРИАЛА | 2003 |
|
RU2244890C1 |
| ПЕЧЬ ЭЛЕКТРОКАЛЬЦИНАЦИИ СЫПУЧЕГО УГЛЕРОДНОГО МАТЕРИАЛА | 2008 |
|
RU2369815C1 |
| ПЕЧЬ ДЛЯ ЭЛЕКТРОКАЛЬЦИНАЦИИ АНТРАЦИТА (ВАРИАНТЫ) | 2003 |
|
RU2241184C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ МАТЕРИАЛОВ (ЭЛЕКТРОКАЛЬЦИНАТОР) | 2008 |
|
RU2396498C1 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНОГО БЛОКА ДЛЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2018 |
|
RU2682732C1 |
| ХОЛОДНОНАБИВНАЯ ПОДОВАЯ МАССА | 2013 |
|
RU2548875C1 |
| ЭЛЕКТРОКАЛЬЦИНАТОР ДЛЯ ПРОКАЛКИ АНТРАЦИТОВ | 2002 |
|
RU2234037C2 |
| Способ управления процессом термоподготовки антрацита в электрокальцинаторе | 1988 |
|
SU1589020A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТА | 2008 |
|
RU2385290C2 |
Использование: изобретение относится к способам прокаливания сыпучих углеродных материалов, например антрацита, и может найти применение в электродной промышленности для получения углеграфитовых материалов с помощью высокотемпературного нагрева электрическим током. Сущность: способ электрокальцинации сыпучего углеродного материала включает загрузку исходного материала в электрокальцинатор, прохождение материала последовательно через расширенную и суженную зоны электрокальцинатора и выгрузку готового продукта, при этом в суженной наиболее разогретой зоне электрокальцинатора, диаметр которой составляет 0,25-0,6 от диаметра расширенной зоны, осуществляют концентрацию силовых линий тока и естественное перемешивание сыпучего углеродного материала, причем переход периферийной массы сыпучего углеродного материала из расширенной зоны в суженную осуществляют по поверхности, угол наклона которой на 2-10 градусов меньше угла трения сыпучего углеродного материала о материал поверхности. Изобретение обеспечивает повышение качества получаемого сыпучего углеродного материала и снижение расхода электроэнергии на проведение электрокальцинации. 1 ил., 1 табл.
Способ электрокальцинации сыпучего углеродного материала, включающий загрузку исходного материала в электрокальцинатор, прохождение материала последовательно через расширенную и суженную зоны электрокальцинатора и выгрузку готового продукта, отличающийся тем, что в суженной наиболее разогретой зоне электрокальцинатора, диаметр которой составляет 0,25-0,6 от диаметра расширенной зоны, осуществляют концентрацию силовых линий тока и естественное перемешивание сыпучего углеродного материала, причем переход периферийной массы сыпучего углеродного материала из расширенной зоны в суженную осуществляют по поверхности, угол наклона которой на 2-10° меньше угла трения сыпучего углеродного материала о материал поверхности.
| Электрокальцинатор непрерывного действия | 1986 |
|
SU1434224A1 |
| СПОСОБ И ОБЖИГОВАЯ ПЕЧЬ ДЛЯ ЭЛЕКТРИЧЕСКОГО ОБЖИГА УГЛЕРОДСОДЕРЖАЩЕГО МАТЕРИАЛА | 1998 |
|
RU2167377C1 |
| МАНИПУЛЯТОР | 2009 |
|
RU2410235C2 |
| W0 80/02740 А, 11.12.1980 | |||
| W0 83/00549 А, 17.02.1983. | |||

