Обычные способы бескопириого полирования л еталлоБ, в применении к ле.мехам и отвалам, не обеспечивают достаточиой лроизводител..иости работы и уконоглного расходования абразивных материалов.
Отличительная особснност. нредлагае.:ого способа состоит в тo. что сиятие металла с обрабатываемой профилирсванной поверхности ;|зделия производят путем совместного воздействия эластичным полироБвльным кругом (растиром) и струей абразивной суспенз И под давлением, направленной под т/ом х н:-Де., причем гтолноовальнику и гюдающей абразивную суспензию форс}Ч1ке сообщают возвратно-поступательное движение.
Агрегат для осуществления этого сиособа снабжен иепным конвейерОМ с закрепленными на его тележках приспособлениями, над которыми расположены полировальные головки, синхронно связанные с форсунками, подающими суспензию.
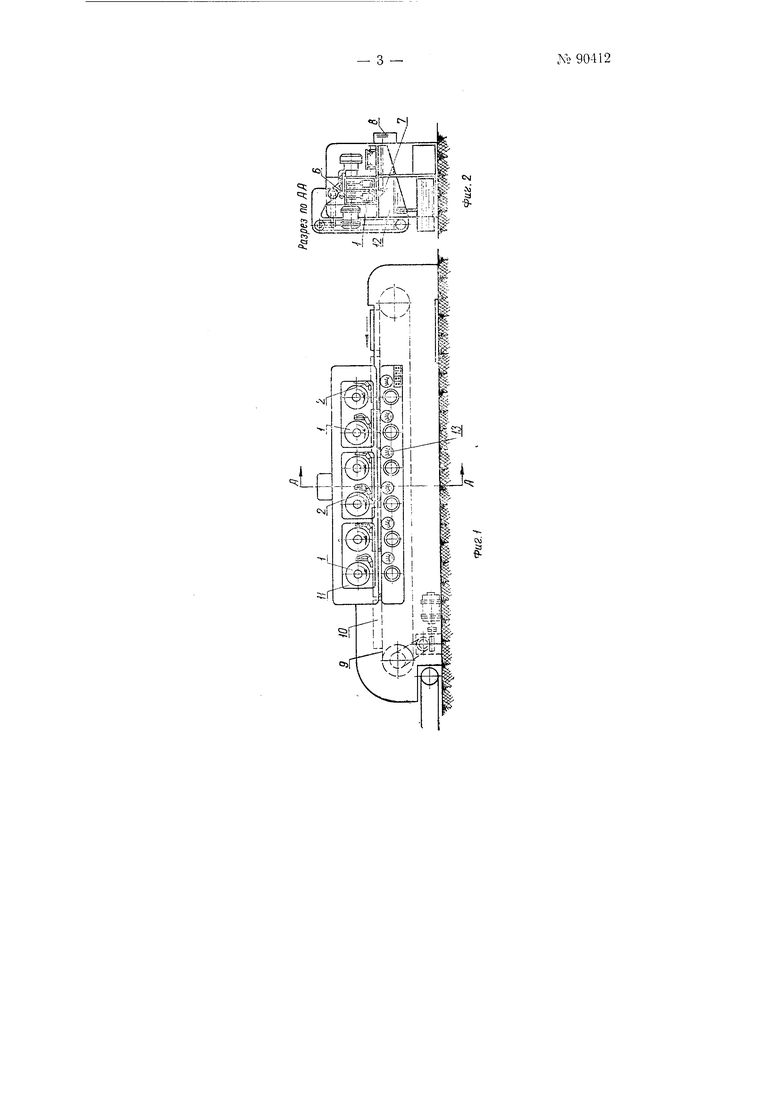
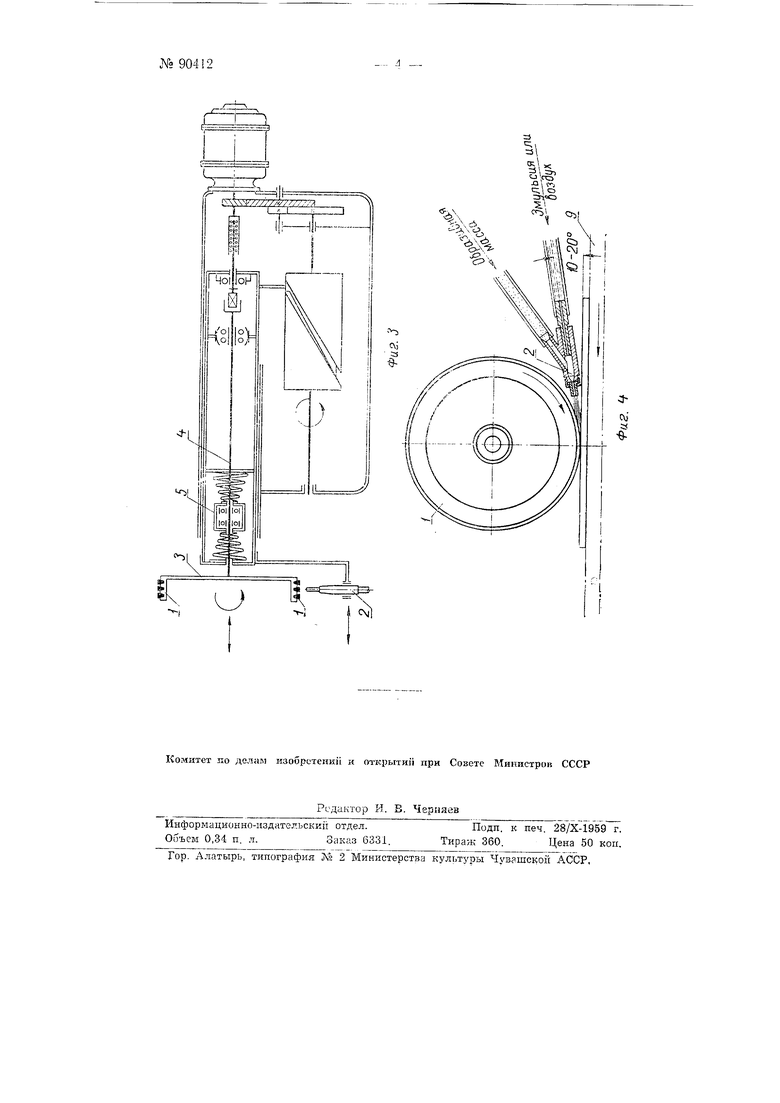
На фиг. 1 изображен агрегат, вид сбоку; на фиг. 2-то же, в разрезе по АА на фиг. 1; на фиг. 3-полировальная головка агрегата сверху; на фиг. 4-схема гидравлического узла агр-егата.
Гидромехаиический способ бескопирной полировки лемехов и отвалов заключается в том, что снятие металла с обрабатываемой профилированной поверхности изделия производят совместным воздействием на нее эластичных полировальных кругов (растиров) I и струй абразивной суспензии, подаваемой под давлением с помощью форсунок 2 и гаправленных под углом к изделию. При этом полировальным кругам 1 и подающим абразивную суспензию форсункам 2 сообщают возвратнопостуиательное . В процессе полирования профилированной поверхности производят свободный прижим полировальника 1 к изделию без применения копира.
Ссобслньи покжим полнрсзальника обеспечивает постоянство тол1ИИИЫ снимаемого слоя металла с изделий и осунхествляется с помощью
№ 90412 - 2 -
подпружиненной подвески 3 передней опоры шпинделя 4, расположенного в подшипниках 5
Способ бескопирнйго нолирования лемехов и отвалов осуш,ествляется на агрегате, состсящем из полировальнкков 1, укрепленных в вертикальных направляющих 6, причем эти аправляющие позволяют вертикально перемеш,ать пслировальнихи в целях компенсации их износа.
Вертикальные перемещения полироваллников оеуш,еетвляютея с помощью винтовой пары 7 и маховика 8. Агрегат епабх ен цепным конвейером 9, на тележках 10 вадторого закреплены приспособления для удержания перемещаемых изделий. Над тележками 10 копвейера расположены полировальные головки 1, синхронно связанные с фор-еунками 2, подающими суспензию.
Такое выполнение агрегата обеспечивает ненрерывность процесса, надлежащее закрепление изделий и совместное воздействие иа обрабатываемую поверхпоеть эластичного полировальника (растира) и струи абразивной сусненвии.
На боковой стенке станпны агрегата монтированы сборники 12 абразивной массы и эмульсии.
Усилие нажпма нолировальпиков регулируется по показаниям нрипоров 13, установленных около каждой полировальной головки И.
П р е д Ni е т и 3 о б Р е т е п ;i я
1.Гидромеханический способ бескопирной пОоТировки лемехов и отвалов, отличающийся те.м, что снятие металла с обрабатываемой профилированной новерхности изделия производят путем совместного воздействия эластичным полировальным мругом (раетиром) и струей абразивной суспензии, подаваемой под давлением и направленной под углом к изделию, при этом полировальнику и подающей абразивную суспензию форсунке сообшают всзвратно-поступательное движение.
2.Прием выполнения способа по п. 1, отличающийся тем, что процесс полирования профилированной поверхности производят путем свободного прижима полировальника к изделию без применения коi; -;pa.
3.Агрегат длл ос уществления способа но п. 1, отличающийся тем, что с целью обеспечения ненрерывности процесса, надлежащего закрепления изделий и совместного воздействия на обрабатываемую поверхность элаетичного нолировальника (растира) и струи абразивной суспензнн, агрегат снабжен цсгнгым конвейером с закрепленными на его тележках ириснособлепиями, над которыми расположены полировальные головки, синхронно связанные с форсунками, нодающими суспензию.
4jbiJ3iiA ; SJK 5iiiTnrnTn
. I 1 - I V
«M
съ
:S
е
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИНИШНОГО ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ПЛАСТИН InAs | 2014 |
|
RU2582904C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 1991 |
|
RU2030286C1 |
| Автоматическая линия для обработки сферических поверхностей, например экранов электронно-лучевых трубок | 1959 |
|
SU124829A2 |
| Суспензия для полирования кристаллов германия | 2022 |
|
RU2809530C1 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 1995 |
|
RU2147506C1 |
| МАТЕРИАЛ | 1992 |
|
RU2022768C1 |
| ПОЛИРОВАЛЬНИК И СИСТЕМА ПОЛИРОВАНИЯ | 2002 |
|
RU2253560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА | 1992 |
|
RU2022767C1 |
| ПОЛИРОВАЛЬНАЯ ПАСТА | 1995 |
|
RU2110546C1 |
| Алмазная абразивная суспензия | 1991 |
|
SU1781271A1 |