В ОСНОВНОМ авт. св. № 1I23I4 описан станок для шлифования и полирования сферических поверхностей, например экранов электроннолучевых трубок, в котором применен один, одновременно обрабатывающий все расположенные вокруг него заготовки, кольцевой сменный шлифовальник, закрепленный на центральном валу, получающем вращение в направлении, обратном направлению вращения заготовок.
Отличительная особенность предлагаемой автоматической линии основными элементами которой являются станки по основному авторскому свидетельству, заключается в помещении указанных станков в опоясывающих их периодически поворотных круговых конвейерах, которые связаны между собой промежуточным конвейером; каждый щпиндель, несущий заготовку, снабжен манипулятором, каждый из которых имеет по два поворотных захвата, осуществляющих одновременно перенос обработанной заготовки со щпинделя станка в ячейку кругового конвейера и перенос подлежащей обработке заготовки из этой ячейки на шпиндель. Такое выполнение предлагаемой автоматической линии резко увеличивает выпуск экранов и значительно сокращает Продолжительность цикла обработки.
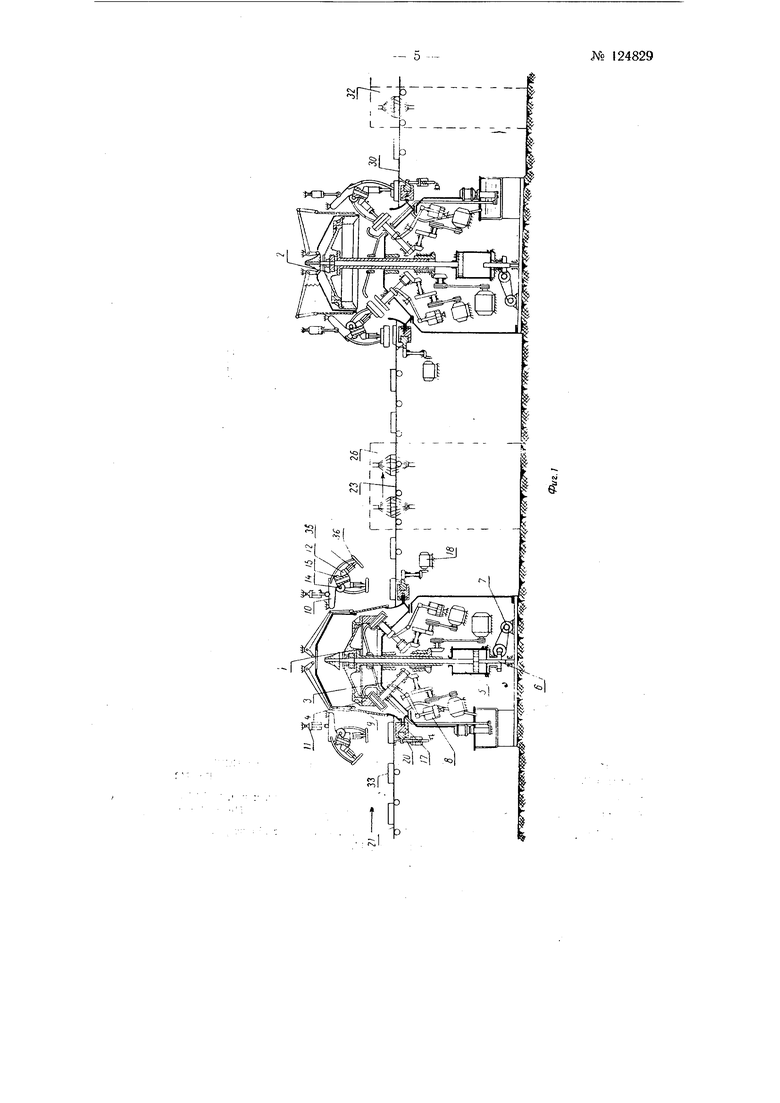
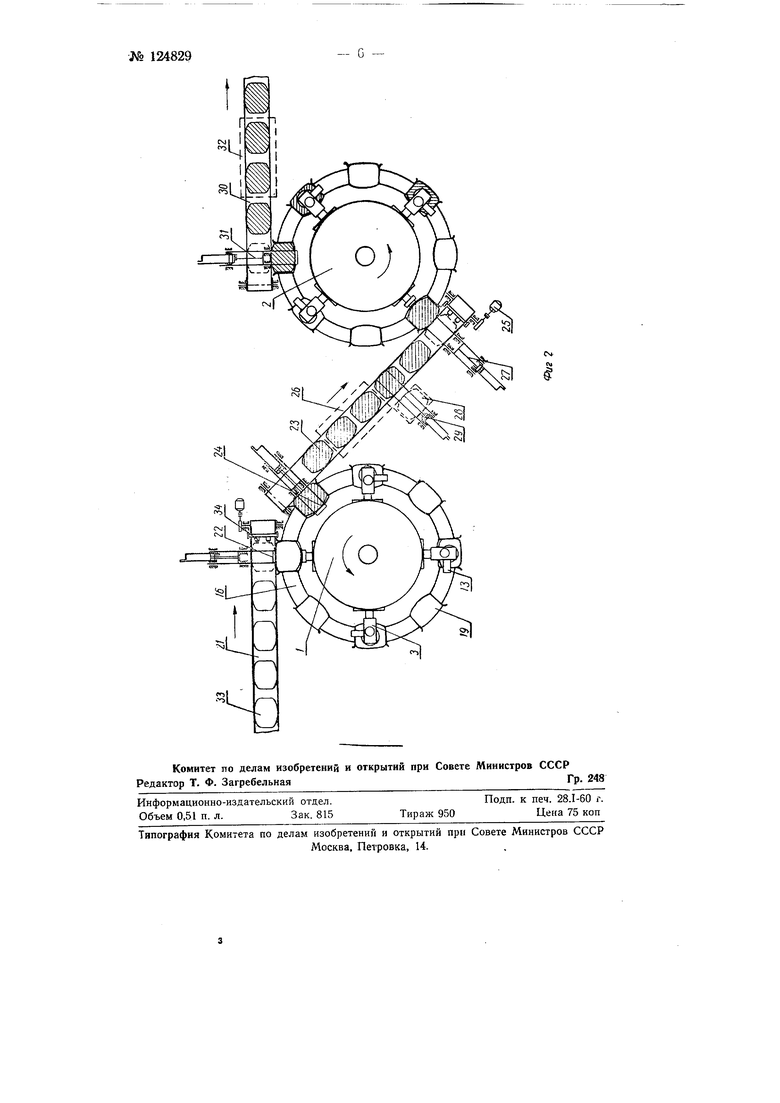
На фиг. 1 показана автоматическая линия в продольном разрезе; на фиг. 2 - то же, вид сверху.
В предлагаемой автоматической линии применен станок / для шлифования и станок 2 для полирования сферических поверхностей, напри№ 124829
мер экранов электронно-лучевых трубок (по основному авторскому свидетельству).
Каждый из этих станков состоит из станины, на которой укренлены четыре шнинделя 3. На вертикальном валу смонтирован общий, кольцевой, сферический шлифовальник или полировальник 4, имеющий вертикальное неремещение с номощыо пневмоцилиндра 5. Порщень нневмоцилиндра 5 упирается в установочный винт 6, высота которого определяет требуемый размер радиуса сферы экрана. По мере износа щлифовальника 4 винт 6 перемещается от электродвигателя 7 через систему, следящую за износом щлифовальника, так, что радиус обработанной сферы остается неизменным.
Прижим щпинделей 5 с заготовками экранов к щлифовальнику 4 осуществляется с помощью пневмоцилиндров 8. Вертикальное перемещение щлифовальника 4 обеспечивает автоматическое открывание и закрывание крыщек 9 на окнах в кожухе при загрузке и выгрузке заготовок.
Каждый щпиндель 3 снаблсен загрузочно-разгрузочным манипулятором 10, который с помощью пневмоцилиндра 11 может перемещаться к станку и от станка. Манипулятор 10 оснащен двумя захватами 12, удерживающими экраны вакуумом или механически.
В корпусе манипулятора 10 укреплен пневмоцилиндр 13 с рейкой 14, находящейся в сцеплении с щестерней /5, нри новороте которой один захват 12 занимает положение другого.
Каждый станок 1 w 2 помещен в опоясывающем его круговом конвейере 16, представляющем собой кольцо 17, опирающееся на направляющие и перемещающееся от электродвигателя 18. На кольце 17 закреплены ячейки 19, число которых вдвое больще числа рабочих позиций на агрегате. Остановка кругового конвейера обеспечивается фиксатором 20..
Передачу заготовок с загрузочного транспортера 21 на круговой конвейер 16 осуществляет пневматический толкатель 22, а выгрузку с кругового конвейера на промежуточный конвейер 23 производит пневматический захват 24, заканчивающийся вместо толкающей пластинки крючком.
Промежуточный конвейер 23 изготовлен из мягкой металлической сетки, перемещаемой электродвигателем 25, и служит для передачи экранов с кругового конвейера 16 щлифовального станка 1 на круговой конвейер полировального станка 2.
Шлифованные экраны, перемещаемые промежуточным конвейером 2,3, по пути проходят через промывочную камеру 26, где заготовки подвергаются промывке от абразива двусторонним дущевым устройством.. Экраны, пройдя промывочную камеру, сталкиваются пневматическим толкателем 27 на круговой конвейер полировального станка 2.
На случай вынужденной остановки или подналадки полировального станка 2 при продолжающейся работе шлифовального станка / нредусмотрен бункер-аккумулятор 28 вертикального, типа, куда с помощью пневматического захвата 29 поступают промытые экраны с промежуточного конвейера 23. Экраны, накопленные в бункере-аккумуляторе, используются как задел для полировального станка 2 в случае остановки щлифовального станка /.
: Полировальный станок 2 аналогичен щлифовальному станку 1 за исключением того, что вместо щлифовальника на нем установлен поли ровальник, а вместо щлифующей суспензии применена полирующая суспензия. .ч
Отполированные экраны выгружаются на разгрузочный транспортер 30 пневматическим захватом 31 и, пройдя камеру 32 окончательной промывки, поступают па следующую операцию.
Автоматическая линия оснащена пультом управления, комапдоаппаратом, осуществляющим все переключепия, и счетчиками для подсчета обработанных экранов.
Годные заготовки 33 экранов поступают на ленту щагового загрузочного транспортера 21 и периодически подаются им к круговому конвейеру 16 щлифовального станка /. Движение загрузочного транспортера автоматически прекращается, когда поданный экран нажимает на конечные выключатели 34.
Ранее отщлифованные экраны к началу рассматриваемого цикла находятся в ячейках 19 кругового конвейера 16, расположенных против рабочих позиций па станке. На оправках щпинделей 3 находятся загруженные пещлифованные заготовки экранов.
Цикл обработки экранов включает следующие операции:
а)от импульса командоаппарата осуществляется вращение щлифовальника 4 и щпипделей 3, подача суспензии, подвод щпинделей и прижим экранов к щлифовальяику, происходит процесс щлифования экранов;
б)круговой конвейер 16 поворачивается, причем па позицию загрузки устанавливается свободная ячейка 19, а на позицию выгрузки - ячейка, загруженная отщлифованпым экраном;
в)от комапдоаппарата дается импульс пневматическому толкателю 22 на передвижку заготовки 33 экрана с загрузочного транспортера 21 в свободную ячейку 19 круговою конвейера 16, а пневматическому захвату 24 подается команда на выгрузку отшлифованного экрана с ячейки кругового конвейера 16 на промежуточный конвейер .25;
г)круговой конвейер 16 поворачивается так, что свободная ячейк.ч 19 на позиции загрузки заполняется, а на позиции выгрузки освобождается;
д)экрапы, поступившие на промежуточный конвейер 23, проходят промывочную камеру 26, где подвергаются двусторонней дущевой промывке, и сталкиваются па круговой конвейер полировального станка 2;
е)станок / после окончания процесса щлифовапия выключается, щлифовальник останавливается и поднимается вверх, шпиндели 3 опускаются вниз, прекращается подача суспензии и одповременно при своем подъеме щлифовальник поднимает крышки 9 на окнах в кожухе станка;
ж)манипуляторы 10 подводятся к станку; встроенные в захвагы 12 пневмоцилиндры 35 опускают на экраны вакуум-присосы 36, присасывают экраны вакуумом и приподнимают их; с помощью пневмоцилиндров 11 манипуляторы 10 отводятся от станка; под воздействием рейки 14 и шестерни 15 захваты 12 поворачиваются на 180° так, что o:iH вместе с экранами меняются местами;
з)пневмоцилиндрами 11 манипуляторы 10 подводятся обратно к станку, вакуум-присосы 36 опускаются, заготовки 33 экранов устанавливаются па оправки шпинделей 3, а отшлифованные экрапы -в ячейки 19 кругового конвейера 16, затем отключаются вакуум-присосы и ман: пуляторы 10 отводят их от станка;
и) шлифовальник 4 опускается вниз до упор.а в установочный винт 6, закрывая при этом крышки на окнах. Так заканчивается цикл шлифования экранов.
Аналогичным путем происходит работа полировального станка 2.
Шлифовальный и полировальный станки вместе с относяшимися к ним транспортными средствами работают синхронно.
- а -№ 124829
KO 124829
Система подачи абразивной и полирующей суспензий действует непрерывно и снабжена классификаторами для отделения изношенного абразива и снятого стекла.
Предмет изобретения
1.Автоматическая линия для обработки сферических поверхностей, например экранов электронио-лучевых трубок, с применением станков по авт. св. № 112314 для последовательного шлифования и полирования заготовок, отличаюш,аяся тем, что указанные станки помеш,ены в опоясывающих их периодически поворотных круговых конвейерах, связанных друг с другом промежуточным конвейером, и снабжены по количеству-шпинделей манипуляторами, имеющими каждый по два поворотных захвата для одновременного переноса обработанной заготовки со шпинделя станка в ячейку кругового конвейера и подлежащей обработке заготовки из этой ячейки на шпиндель.
2.В автоматической линии по п. 1 применение установленных на пути движения заготовок промывочных камер.