(54) СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОШИВНОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| Способ изготовления оправки для прошивного стана | 2024 |
|
RU2835254C1 |
| Способ изготовления оправок прошивного стана | 1980 |
|
SU1129009A1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ОПРАВКИ И ШТАМПОВАЯ ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816967C1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| Способ восстановления наружной поверхности полых изделий | 1983 |
|
SU1176536A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| Способ изготовления водоохлаждаемой оправки прошивного стана в виде двухслойного полого тела и штамп для его осуществления | 2023 |
|
RU2804236C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| Способ восстановления наружной поверхности оправок прошивного стана и штамп для его осуществления | 2023 |
|
RU2806565C1 |
Изобретение относится к обработке металлов давлением, а именно к способам изготовления оправок прошивного трубопрокатного стана.
Известен способ изготовления оправки для прошивного стана, включаюш,ий операции производительного формообразования заготовки с получением полуфабриката в виде конического стакана с выступом в донной части и окончательного формообразования с формированием рабочего и крепежного участков, а также калибруюш.его пояска 1.
Недостатком этого способа является то, что на завершаюш,ей стадии формообразования, выполняемой в открытом штампе с плоскостью разъема, проходящей поперек оси паковки в зоне калибрующего пояска, в случае неточно подобранных соотношений размеров и объемов заготовки полуфабриката и готовой оправки, и определямых ими степеней деформации неизбежно образованиеоблоя по разъему штампа, что приводит к невысокой точности получаемого изделия и сопряжено с повышенным расходом металла, необходимостью удаления облоя, ухудшением поверхности оправки и необходимостью механообработки последней.
Цель изобретения - повышение точности получаемого изделия.
Поставленная цель Достигается тем, что
5 полуфабрикат получают с размерами по наружному диаметру у торца крепежного участка 0,98-1,02 диаметра калибрующего пояска оправки, по наружному диаметру рабочего участка и выступа 0,9-1 диаметра
0 соответствующего участка оправки, по толщине стенки на крепежном участке - равном, а на рабочем участке соответствующем 0,7-1 толщины стенки оправки, при этом при окончательном формообразовании производят одновременно обжим крепежногс и
15 осадку рабочего участков.
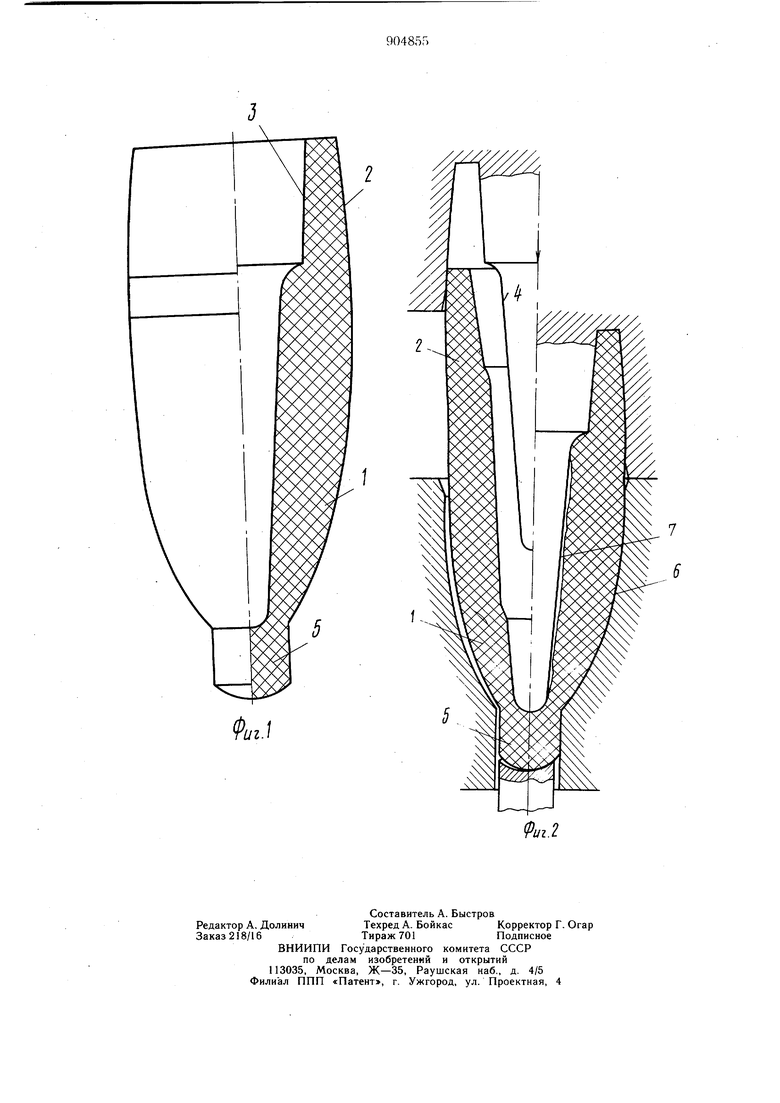
На фиг. 1 показана типовая водоохлаждаемая оправка прошивного стана; на фиг. 2 - полуфабрикат оправки в начальной стадии последней операции обжима-ка2° либровки-осадки (слева от оси), в момент окончания операции (справа от оси).
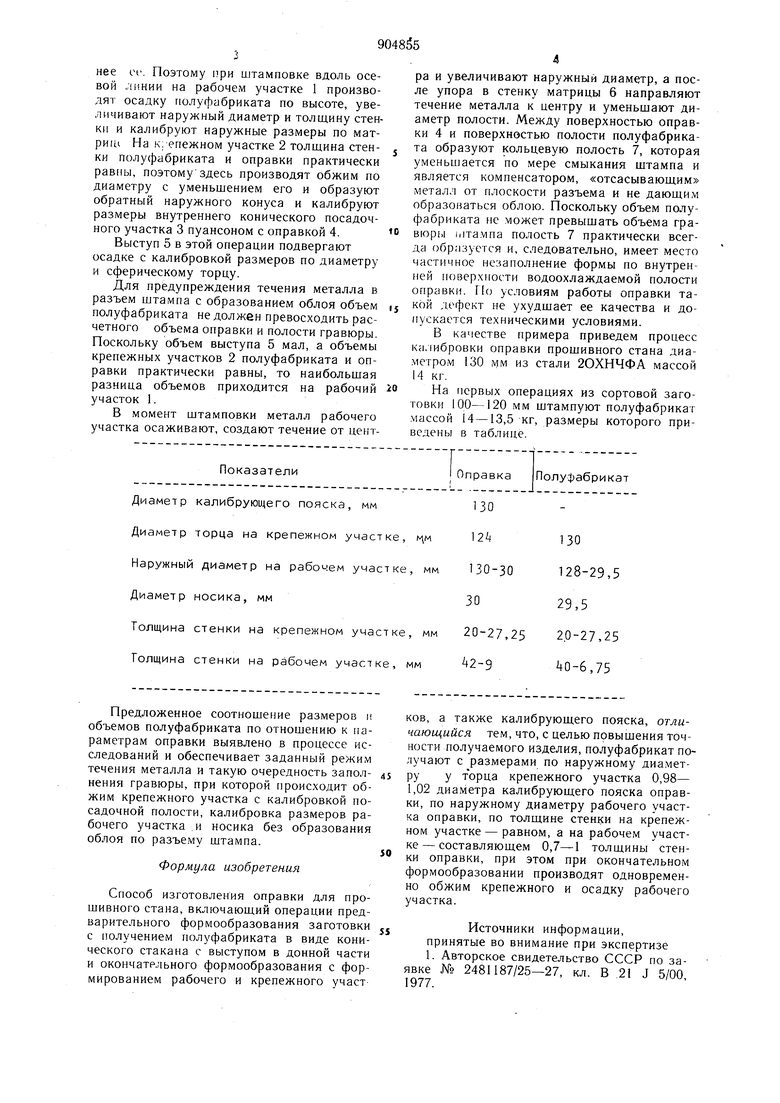
Поскольку наружные диаметры и толщины стенки у полуфабриката меньше, чем у готовой оправки, то он соответственно длиннее Of. Поэтому при штамповке вдоль осевой линии на рабочем участке 1 производят осадку полуфабриката по высоте, увеличивают наружный диаметр и толщину стенки и калибруют наружные размеры по матриш На к: епежном участке 2 толщина стенки полуфабриката и оправки практически , поэтомуздесь производят обжим по диаметру с уменьшением его и образуют обратный наружного конуса и калибруют размеры внутреннего конического посадочного участка 3 пуансоном с оправкой 4. Выступ 5 в этой операции подвергают осадке с калибровкой размеров по диаметру и сферическому торцу. Для предупреждения течения металла в разъем щтампа с образованием облоя объем полуфабриката не должен превосходить расчетного объема оправки и полости гравюры. Поскольку объем выступа 5 мал, а объемы крепежных участков 2 полуфабриката и оправки практически равны, то наибольшая разница объемов приходится на рабочий участок 1. В момент штамповки металл рабочего участка осаживают, создают течение от центПредложенное соотношение размеров и объемов полуфабриката по отношению к параметрам оправки выявлено в процессе исследований и обеспечивает заданный режим течения металла и такую очередность заполнения гравюры, при которой происходит обжим крепежного участка с калибровкой посадочной полости, калибровка размеров рабочего участка и носика без образования облоя по разъему штампа. Формула изобретения Способ изготовления оправки для прошивного стана, включаюший операции предварительного формообразования заготовки с получением полуфабриката в виде конического стакана с выступом в донной части и окончательного формообразования с формированием рабочего и крепежного участ ра и увеличивают наружный диаметр, а после упора в стенку матрицы 6 направляют течение металла к центру и уменьшают диаметр полости. Между поверхностью оправки 4 и поверхностью полости полуфабриката образуют кольцевую полость 7, которая уменьшается по мере смыкания штампа и является компенсатором, «отсасывающим металл от плоскости разъема и не дающим образоваться облою. Поскольку объем полуфабриката не может превыщать объема гравюры iiiTa.vina полость 7 практически всегда образуется и, следовательно, имеет место частичное незаполнение формы по внутренней повер.хпости водоохлаждаемой полости оправки. По условиям работы оправки такой дефект не ухудшает ее качества и допускается техническими условиями. В качестве примера приведем процесс калибровки оправки прошивного стана диаметром 130 .мм из стали 2ОХНЧФА массой 14 кг. На первых операциях из сортовой заготовки 100-120 мм штампуют полуфабрикат .массой 14-13,5 кг, размеры которого приведены в таблице. КОВ, а также калибрующего пояска, отличающийся тем, что, с целью повыщения точности получаемого изделия, полуфабрикат получают с размерами по наружному диаметру у торца крепежного участка 0,98- 1,02 диаметра калибрующего пояска оправки, по наружному диаметру рабочего участка оправки, по толщине стенки на крепежном участке - равном, а на рабочем участке- составляющем 0,7-1 толщины стенки оправки, при этом при окончательном формообразовании производят одновременно обжим крепежного и осадку рабочего участка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2481187/25-27, кл. В 21 J 5/00 1977.
