I
Изобретение относится к металлообработке и может быть использовано при обработке поршневых колец с коррекцией на токарных станках.
Известно устройство для обработки порш невых колец, включающее планшайбу с установленными на ней прихватами, опорное кольцо и центрирующую обойму 1 .
При таком исполнении низко качество обработки поршневых колец.
Целью изобретения является повышение качества обрабатываемых колец.
Поставленная цель достигается тем, что устройство снабжено дополнительным прихватом, расположенным с внутренней стороны центрирующей обоймы, и отжимным механизмом, вьшолиенным в виде рамки с двумя винтами, установленными с возможностью вертикального перемещения по поверхности дополнительного прихвата, а в центрирующей обойме выполнена полость, расположенная напротив отжимного механизма.
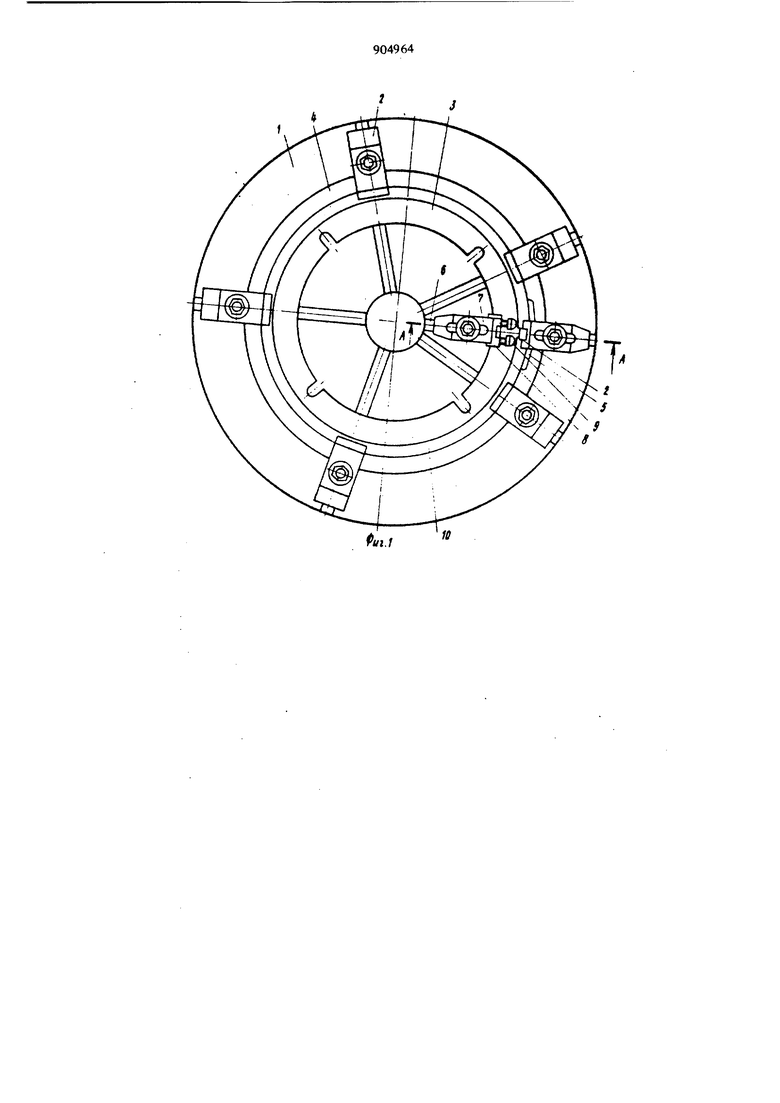
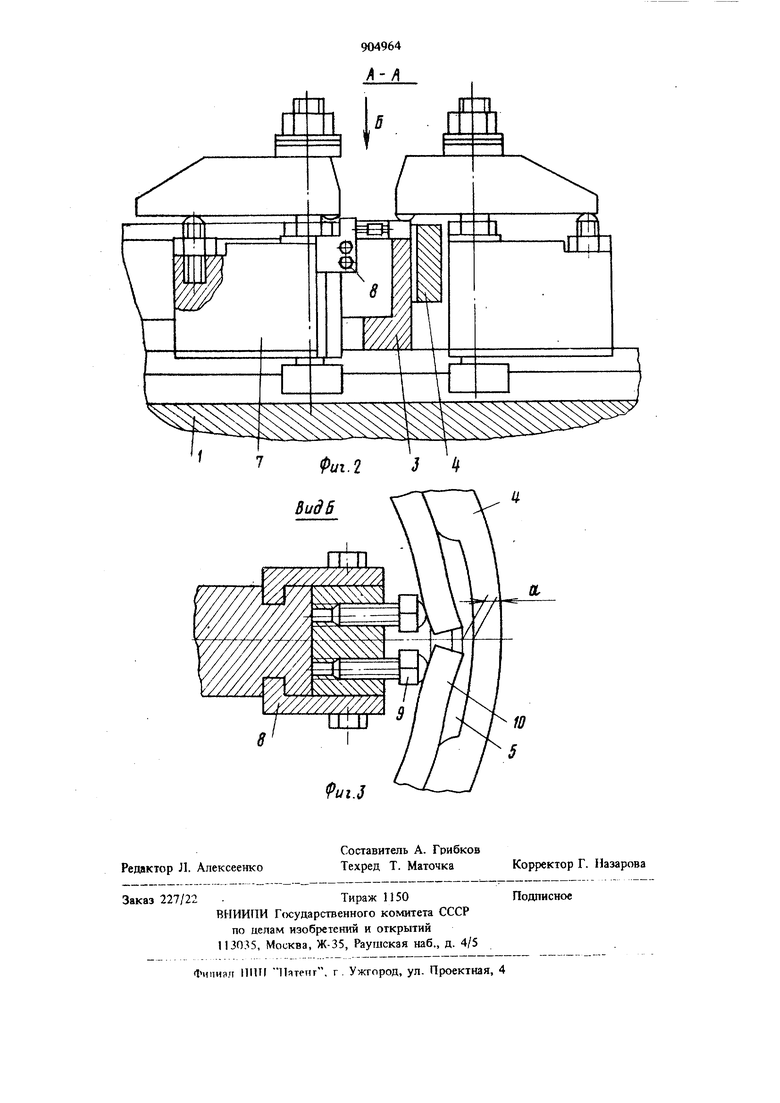
На фиг. 1 схематически представлено предлагаемое устройство, общий вид; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
. Устройство состоит из планшайбы 1, снабженной прихватами 2 и опорным кольцом 3 с установленной на нем центрирующей обоймпй 4, имеющей полость 5. В радиальном пазу 6 планшайбы 1 подвижно установлен дополнительный прихват 7, расположенный напрютив полости 5.
.Дополнительный прихват 7 снабжен отжимным приспособлением, состоящим из рамки 8 с двумя винтами 9. Подвижная рамка 8 установлена с возможностью вертикального перемещения по поверхности дополнительного прихвата 7 напротив полости 5 центрирующей обоймы 4.
В режиме растачивания устройство работает следующим образом.
; Поршневое кольцо 10 устанавливают на планшайбе 1 и центрируют таким образом, чтобы замок кольца 10 совпал с пазом 6 планшайбы I и разместился против внутренней полости 5 центрирующей обоймы 4. Затем прихватами 2 прижимают кольцо 10 к
3904
опорному кольцу 3. После этого подвижную рамку 8 отжимного приспособления перемещают вверх по поверхности дополнительного прихвата 7 так, чтобы головки винтов 9 расположились против концевых участков кольца 10. Далее винтами 9 производят отжатие концевых участков кольца 10 до получения необходимого зазора а между концами кольца 10 и внутренней стенкой полости 5 центрирующей обоймы 4. Наличие зазора требуемой величины определяют с помощью набора калиброванных щупов (не показано). После получения требуемого зазора прихватом 2 прижимают концевые участки кольца 10 к опорному кольцу 3, освобождают винты 9, опускают в исходное положение рамку 8 и приступают к растачиванию внутренней поверхности кольца 10.
После завершения операции растачивания приступают к операции обтачивания наружной поверхности кольца 10.
Для этого дополнительным прихватом 7 прижимают концевые участки кольца 10 к опорному кольцу 3. Затем разжимают прихват 2, отодвигают его от центрирующей обоймы 4, сдвигают ее вниз, зажимают кольцо 10 изнутри прихватом 2 и приступают к обтачиванию наружной поверхности кольца 10.
После обработки кольцо 10 разжимают и снимают с планщайбы 1. Замер величины коррекции обработанного кольца 10 производят любым из известных способов. Например кольцо 10 помещают в калибр, соответствующий по своим размерам и конфигурации
гильзе рабочего цилиндра двигателя. Измеряя с помощью калиброванных щупов зазор между концами кольца 10 и внутренней стенкой калибра, определяют величину коррекции, пропорциональную степени отжатия концевых участков кольца 10 в процессе его обработки на станке.
Использование предлагаемого устройства позволяет повысить качество и улучщить эксплуатационные показатели получаемых колец, чем обусловливается технико-зкономическая эффективность при применении изобретения.
Формула изобретения
Устройство для обработки поршневых колец, включающее планщайбу с установленными на ней прихватами, опорное кольцо и центрирующую обойму, отличающееся тем, что, с целью повышения качества обрабатьшаемых колец, устройство снабжено дополнительным прихватом, расположенным с внутренней стороны центрирующей обоймы и отжимным механизмом, выполненным в виде рамки с двумя винтами, установленными с возможностью вертикального перемещения по поверхности дополнительного прихвата, а в центрирующей обойме выполнена полость, расположенная напротив отжимного механизма.
Источники информации, принятые во внимание при экспертизе 1. Абакумов М. М. Современные станочные приспособления. М., 1960, с. 168-169, фиг. 147.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поршневых колец большого диаметра | 1980 |
|
SU884865A1 |
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| Способ изготовления комплекта заготовок колец для погона башенной пулеметной установки | 2021 |
|
RU2773292C1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК | 1972 |
|
SU426759A1 |
| Расточная оправка | 1986 |
|
SU1414514A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ТОЧЕНИЯ КРУГЛЫХ ДЕТАЛЕЙ | 1969 |
|
SU241903A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ РАСТОЧКИ КОНЦОВ ТРУБ | 1971 |
|
SU299300A1 |
| КХШТЧЕСКАЯ ^ БИБЛИОТЕКА | 1969 |
|
SU242664A1 |