I
Изобретение относится к машиностроению, а именно к устройствам для токарной обработки поршневых колец большого диаметра для судовых дизельных двигателей,
Известно устройство для обработки поршневых колец большого диаметра, устанавливаемое на карусельных станках и состоящее из планшайбы с радиальными пазами, центрирующей обоймы, опорного кольца и ручных прихватов для зажима обрабатываемых колец 1 .
Недостатком известного устройства является малая производительность, тяжелые условия работы и низкая точность обработки в результате того, что операция зажима и перезажима пакета обрабатываемых колец производится вручную, з снятие и установка массивной центрирующей обоймы осутцествляется посредством подъемного крана.
Цель изобретения - повьш1ение производительности .
Указанная цель достигается тем, что устройство .снабжено толкателями с приводами и распределительной гидромуфтой, связанной с последними и с зажимами, снабженными Г-образными прихватами и приводами, причем зажимы и толкатели размещены в пазах планшайбы с возможностью пере10мещений, а толкатели выполнены с заплечиками, взаимодействующими с упомянутыми канавками центрирукяцей обоймы.
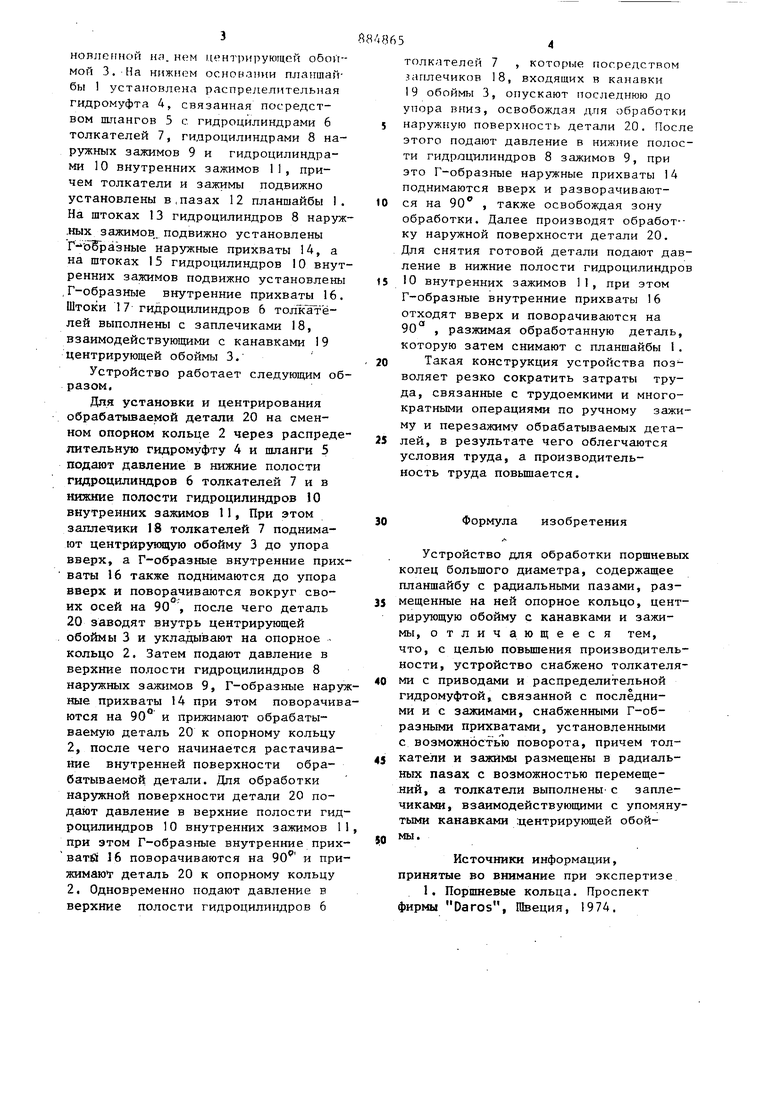
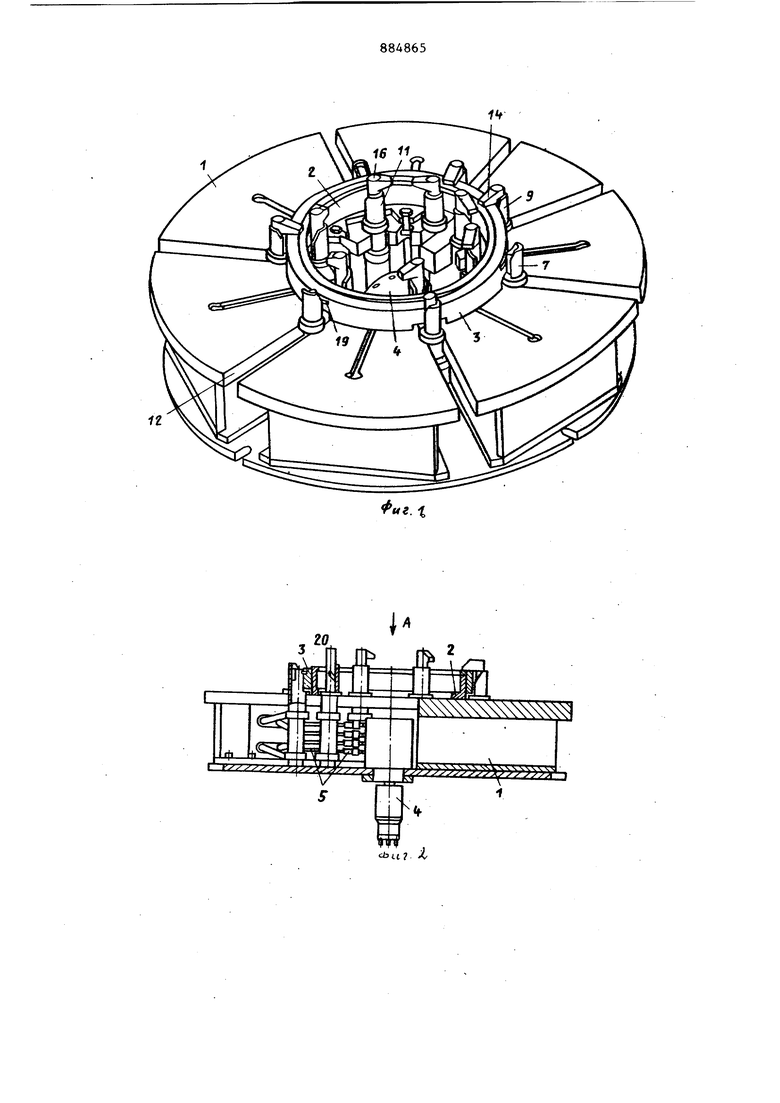
На фиг. 1 изображено устройство
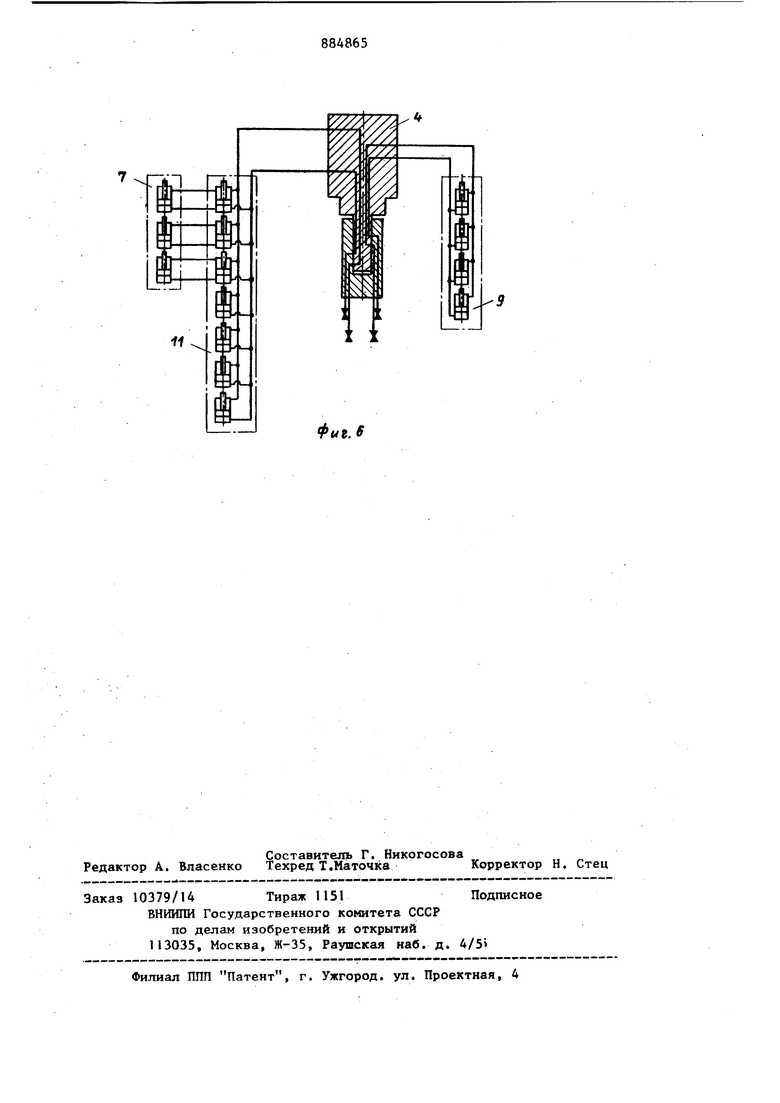
15 общий вид; на фиг. 2 - устройство, общий вид, продольный разрез; на фиг. 3 - вид А фиг.2;на фиг. 4 разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - гидрав20лическая схема устройства.
Устройство состоит из планшайбы 1, на которой закреплено сменное опорное кольцо 2 с подвижно уста3HOBjicfiHot и;), нем центрирующей обоймой 3. На нижнем основании планшайбы 1 установлена распределительная гидромуфта 4, связанная посредством шлангов 5 с гидроцилиндрами 6 толкателей 7, гидроцилиндрами 8 наружных зажимов 9 и гидроцилиндрами 10 внутренних зажимов 11, лричем толкатели и зажимы подвижно установлены в,пазах 12 планшайбы 1 На штоках 13 гидроцилиндров 8 наруж ,ных зажимов,, подвижно установлены Г- бВразные наружные прихваты 14, а на штоках 15 гидроцилиндров 10 внут ренних зажимов подвижно установлены ,Г-образные внутренние прихваты 16 Штоки 17 гидроцилиндров 6 толкателей выполнены с заплечиками 18, взаимодействующими с канавками 19 центрирующей обоймы 3. Устройство работает следующим об разом. Для установки и центрирования обрабатываемой детали 20 на сменном опорном кольце 2 через распреде лительную гидромуфту 4 и шланги 5 подают давление в нижние полости гидроцилиндров 6 толкателей 7 и в нижние полости гидроцилиндров 10 внутренних зажимов 11, При этом заплечики 18 толкателей 7 поднимают центрйруннцую обойму 3 до упора вверх, а Г-образные внутренние прих ваты 16 также поднимаются до упора вверх и поворачиваются вокруг своих осей на 90 , после чего деталь 20 заводят внутрь центрирующей обоймы 3 и укладывают на опорное . кольцо 2. Затем подают давление в верхние полости гидроцилиндров 8 наружных зажимов 9, Г-образные нару ные прихваты 14 при этом поворачив ются на 90 и прижимают обрабатываемую деталь 20 к опорному кольцу 2, после чего начинается растачиваime внутренней поверхности обрабатываемой детали. Для обработки наружной поверхности детали 20 подают давление в верхние полости гид роцилиндров 10 внутренних зажимов при этом Г-образные внутренние при ватй 16 поворачиваются на 90 и при жимают деталь 20 к опорному кольцу 2, Одновременно подают давление в верхние полости гидроциливдров 6 толкателей 7 , которые посредством .заплечиков 18, входящих в канавки 19 обоймы 3, опускают последнюю до упора , освобождая для обработки наружную поверхность детали 20. После этого подают давление в нижние полости гидрпцилиндров 8 зажимов 9, при это Г-образные наружные прихваты 14 поднимаются вверх и разворачиваются на 90 , также освобождая зону обработки. Далее производят обработку наружной поверхности детали 20. Для снятия готовой детали подают давление в нижние полости гидроцилиндров 10 внутренних зажимов 11, при этом Г-образные внутренние прихваты 16 отходят вверх и поворачиваются на 90° , разжимая обработанную деталь, которую затем снимают с планшайбы 1. Такая конструкция устройства поз воляет резко сократить затраты труда, связанные с трудоемкими и многократными операциями по ручному зажиму и перезажиму обрабатываемых деталей, в результате чего облегчаются условия труда, а производительность труда повьшхается. Формула изобретения Устройство для обработки поршневых колец большого диаметра, содержащее планшайбу с радиальньми пазами, размещенные на ней опорное кольцо, центрирующую обойму с канавками и зажимы, отличающееся тем, что, с целью повьшения производительности, устройство снабжено толкателями с приводами и распределительной гидромуфтой, связанной с последними и с зажимами, снабженными Г-образными прихватами, установленными с возможностью поворота, причем толкатели и зажимы размещены в радиальных пазах с возможностью перемещений, а толкатели выполнены с заплечиками, взаимодействующими с упомянутыми канавками центрирующей обоймы. Источники информации, принятые во внимание при экспертизе 1. Поршневые кольца. Проспект фирмы Daros, Швеция, 1974.
«г t
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поршневых колец | 1980 |
|
SU904964A1 |
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
| Многопозиционный агрегатный станок | 1986 |
|
SU1340991A1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| Приспособление для центрирования и закрепления деталей | 1972 |
|
SU474401A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ КАНАВОК ДЛЯВВОДА ШАРИКОВ В КОЛЬЦАХ ШАРИКОВЫХПОДШИПНИКОВ12 | 1971 |
|
SU428925A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Устройство для зажима деталей | 1982 |
|
SU1103983A1 |
| Устройство для зажима деталей | 1985 |
|
SU1279794A1 |
| Приспособление для зажима пакета колец | 1987 |
|
SU1509217A1 |
fff
10
Фи,. /
&-&
18
фиг. 5
7/Z
У/
г.
