(54) МНОГОРОЛИКОВАЯ РАСКАТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Многороликовая раскатка для чистовой и упрочняющей обработки отверстий | 1976 |
|
SU647101A1 |
| Многороликовая раскатка для чисто-ВОй и упРОчНяющЕй ОбРАбОТКи ОТВЕРСТий | 1979 |
|
SU823095A1 |
| Многороликовая раскатка | 1981 |
|
SU967783A1 |
| Устройство для ротационного выдавливания тонкостенных цилиндров | 1972 |
|
SU446340A1 |
| Устройство для обработки деталей поверхностным пластическим деформированием | 1980 |
|
SU905023A1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| Многороликовая раскатка | 1979 |
|
SU812541A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2019383C1 |
| МНОГОРОЛИКОВАЯ РАСКАТКА | 1966 |
|
SU185230A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
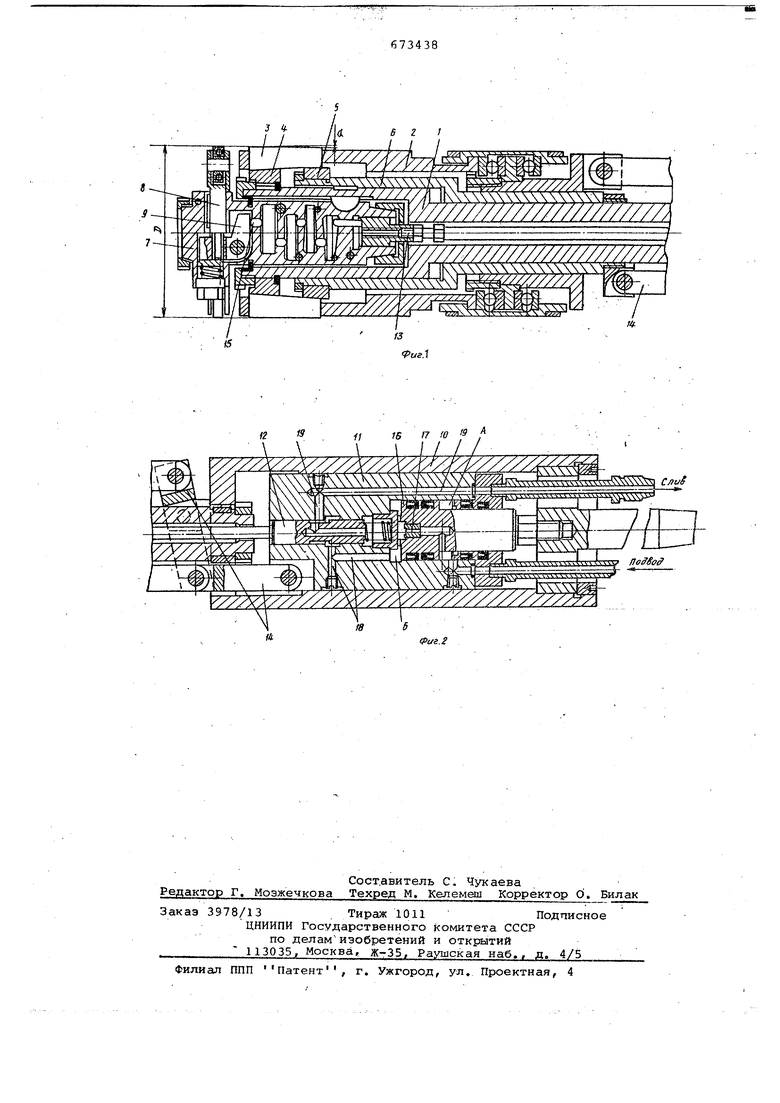
Изобретение относится к машиностроению, в частности к механической обработке изделий, и предназначено для чистовой обработки отверстий мето дом пластической деформации, По основному авт. св. № 173628 изаестна раскатка, содержащая оправку, сепаратор с деформирующими элементами, опорный конус, состоящий из двух :-частей: неподвижной и .подвижной,и поз воляющий регулировать задний угол 1 Недостатком этой конструкции является невозможность во время раскатки регулировать настроечные размеры по деформирующим роликам (радиальный размер и задЕШНый угол) в зависимости от изменений диаметра отверстия, вызванных неточностью предварительной обработки. Цель изобретения - повышение качества обработки отверстий, а именно точности диаметра при одновременном снижении высоты микронеровностей поверхности, путём непрерывного автоматического измерения диаметра отверстия во время обработки по ходу раскатки и непрерывного автоматического регулирования радиального настроечного размера и заднего угла по результатёцл этих измерений. Это достигается тем, что многороликовая раскатка снабжена мерительным устройством, выполненным в виде многоступенчатого линейного редуктора и ролика, установленного в введенном в раскатку подпружиненном Г-образном рычаге, предназначенным для взаимодействия с первой ступенью линейного редуктора, а механизм регулирования заднего угла ролика выполнен в виде гидроцилиндра со следящим золотником и плунжером, контактирующего с подвижной частыю опорного конуса посредством введенной в раскатку системы рычагов. На фиг, 1 изображена раскатка в разрезе; на фиг, 2 - гидроцилиндр в разрезе. Роликовая раскатка содержит оправку 1, сепаратор 2 с роликами 3, неподвижный конус 4, установленный на оправке 1, и подвижный конус 5, установленный на втулке 6. В оправке 1 размещен многоступенчатый редуктор 7 с мерительным роликом 8, установленным в подпружиненном Г-образном рычаге 9 с Оправка 1 закреплена в корпусе 10, внутри которого расположен подвижный гидроцилиндр 11с подпружиненным следящим золотником 12, на который воздействует плунжер 13 последней стрпёнй линейного редуктора 7, Гидроцилиндр 11 воздействует на сепаратор 2 и подвижный конус 5 через систему рычагов 14, Г-образный рычаг 9 во врв мя работы взаимодействует с плунжером 15 первой ступени линейного редуктора 7. В гидроцилйндре 11 размацен поршень 16, жестко связанный с корпусом 0, Штоковая полость А и бесштр ковая Тполость Б гидроцйлиндра 11 соединены системой отверстий 17, обеспечивающих заданный режим работы, Бе1сштоковая полость Б соединена каналами 18 со следящим золотником 12, который в свою очередь каналами 19 соединен со сливной магистралыо системы.
Работает раскатка следующим обра3OMi
В исходном положении под воздействием подпружиненного Г-образного рыча га 9 мерительный ролик 8 занимает крайнее верхнее положение, а следящий золотник 12 - крайнее правое (исходное положение), Под действием давления жидкости в штоковой полости гидроцилиндр 11 также находится в крайнем правом положении, заставляя сепаратор 2 занять крайнее левой положение, а подвижный конус 5 - крайнее правое положение. При входе в обрабатываемое отверстие (на чертеже не показано) мерительный ролик В воздействует на Г-образный рычаг 9, который, отклоняясь, освобождает плунжер 15 первой ступени линейного редуктора 7 Следящий золотник 12 под действием пружины воз врействуе на плунжер 13 последней ступени редуктора 7 и прижимает плунжер 15 первой ступени линёйноГо |редуктора 7 к Г-образному рычагу 9. При этс)М каналы 18 и 19 перекрываются. Система отверстий 17 обеспечивает выравнивание давления в штоковой полости А ибесштоковой полости Б гидроцилиндра 11. За счет разности площадей давления в этих полостях гидроцйлиндр 11 перемещается BJieBo, воздействуя через систему рычагов 14 на сепаратор 2, обеспечивая увеличение радиального размера D по 3, и на подвижный конус 5, обеспечивая- уменьшение заднего угла
, Движение гидроцилиндра li происходит до тех Пор, пока не откроются 18 и 19, обеспечиваняцие слив
673438
ЖИДКОСТИ из бесштоковой полости Б. Тйдроцйлиндр 11 останавливается. Происходит обработка отверстия на заданный размер. Если в процессе обработки меняется размер отверстия заготовки, то мерительный ролик 8, занимая соответствующее положение, воздействует через Г-образный рычаг 9, плунжерл 15 и 13 на следящий золотник 12, который обеспечивает соответствующее изменение радиального размера D и заднего угла ° .
Использование предложенной раскатки позволяет автоматически регулировать радиальный размер и задний угол в зависимости от размера отверстия после предварительной обработки. В результате такая раскатка позволяет одновременно с получением заданной шерохо.ватости поверхности получать заданную точность размера отверстия детали, т.е. раскатывание превращается в размерный процесс , поэврляиядий заменить внутреннее шлифование или развертывание, что увеличивает производительность, снижает себестоимость обработки и позволяет, кроме того, получать за одну операцию и упррчнение поверхностиj .
Формула ;. изобретения
Миогороликовая раскатка по авт. ев 173628, о т л ичающаяся тем, что, с целью повьшения качества обработки за счет автоматизации регулирования радиального размера и заднего угла наклона роликов, она снабжена мерительным устройством, выполненным в виде многоступенчатого линейного редуктора и ролика, установленного в введенном в раскатку подпружиненном Г-образном рычаге, предназначенным для взаимодействия с первой ступенью линейного редуктора, а механизм регулирования заднего угла ролика выполнен в виде гидроцилиндра со следщим золотником и плунжером, контактирующего с подвижной частью опорного конуса посредством введенной в раскатку системы 1алчагов.
Источники информации, принятые во внимание при экспертизе
