(5) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ШЛИФОВАЛЬНОГО СТАНКА
1
Устройство относится к машиностроению и может быть использовано преимущественно в прецизионном станкостроении.
Известно электромеханическое устройство дял автоматического управления поперечной подачей сферошлифовального станка, которое содержит программирующее устройство для формирования временной программы изменения поперечной подачи, индуктивный датчик припуска, измерительный усилитель, фазочувствительный выпрямитель, активно-емкостной фильтр, электропривод механизма поперечной подачи, блокин -генератор, тиристорный преобразователь, датчик врезания и два нуль-органа Г1 Т.
Однако данное устройство не учитывает изменения режущей способности круга и отклонение жесткости системы СПИД от расчетного значения. В результате это приводит к изменению постоянной времени системы СПИД. Как
следствие, появляются погрешности в отработке задаваемых программ, что отрицательно сказывается на производительности станка и точности обработанных деталей.
Цель изобретения - повышение производительности станка и точности обработки изделий.
Поставленная цель достигается тем, что устройство для автоматического управления поперечной подачей шлифовального станка снабжено регулятором мощности, включенным между блоком задания программы и регулятором скорости, один вход которого под15ключается к выходу блока задания программы, а другой его вход подключается на выход датчика мощности, причем регулятор, мощности выполнен на операционном усилителе с пропорциональ20но-интегральным законом изменения выходного напряжения от входного.
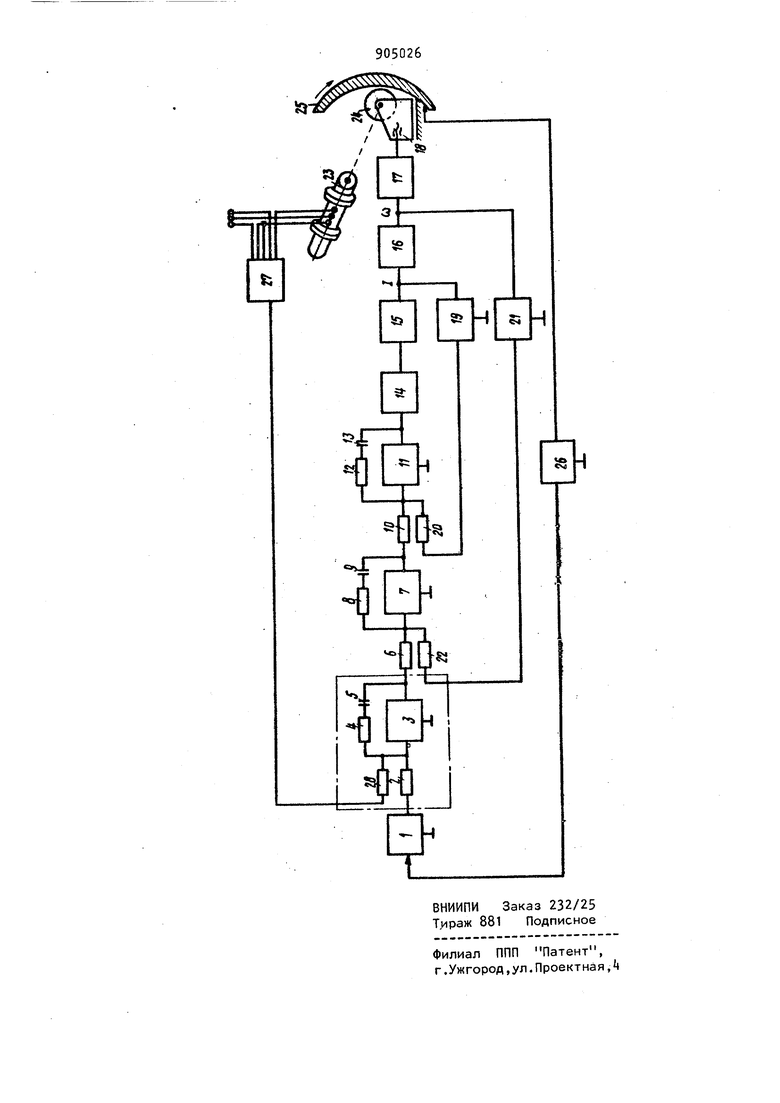
На чертеже показана функциональная схема предлагаемого устройства. Блок задания .программы 1 формирует требуемый закон изменения мощности в пределах цикла обработки из делия. Выход блока 1 через резистор 2соединен с регулятором мощности 3 выполненным, например, на операцион ном усилителе. Пропорционально-интегральный закон изменения выходного напряжения от входногов регулят ре мощности осуществляется связью выхода со входом через резистор и емкость 5- Выход регулятора мощност 3 связан резистором 6 со входом регулятора скорости 7. Настройка регулятора скорости 7 осущест-: вляется резистором 8 и емко- -стью 9- Выход регулятора скорости 7 соединен резистором 10 со входом регулятора тока П, в обратной связи которого включен резистор 12 и емкость 13. Выход регулятора тока 11 соединен с управляемым усилителем мощности It. Приводный электрический двигатель поперечного суппорта, представленный звеньями 15 и 16, через механизм поперечной подачи 17 осуществляет перемещение суппорта 18 поперечной подачи. Выходным параметром звена 15 является якорный ток двигателя поперечной подачи. Датчик тока 19 преобразует ток в пропорциональное значение напряжения. Выход датчика тока 19 резистором 20 соединен со входом регулятора тока 11. Датчик скорости 21 преобразует частоту вращения двигателя в пропорционГальное значение напряжения. Выход датчика скорости 21 соединен со входом регулятора скорости 7 посредством резистора 22. Приводной электрический двигатель 23 вращает шлифовальный круг 2. Действительный размер обрабатываемого изделия 25 контролируется датчиком припуска 26. Выход датчика припуска 2б подсоедине ко входу блока задания программы 1. Датчик мощности 27 преобразует мощность, потребляемую двигателем 23, в пропорциональный сигнал напряжения. Выход датчика мощности 27 соединен со входом.регулятора мощности 3через резистор 28. . Работа устройства для автоматического управления поперечной подачей шлифовального станка заключается в следующем. На входе регулятора тока 11 алгебраически суммируются сигналы с выхода регулятора скорости 7 и с выхода датчика тока 19. Регулятор тока 11 выполнен с пропорционально-интегральной зависимостью выходного напряжения от входного и настраивается на компенсацию электромагнитной постоянной времени электродвигателя поперечного суппорта шлифовального станка. Выполняя настройку токового контура на оптимум по модулю, перерегулирование тока на выходе звена 5 не превышает 4,3%, а длительность переходного процесса определяется малыми постоянными времени управляемого усилителя мощности 1Й и .датчика тока 19. На входе регулятора скорости 7 алгебраически суммируются сигналы с выхода регу/1ятора мощности 3 и с выхода датчика скорости 21. Пропорционально-интегральный регулятор скорости 7 настраивается .на компенсацию электромеханической постоянной времени электродвигателя поперечного суппорта шлифовального станка. Скоростной контур настраивается на оптимум по модулю, перерегулирование частоты вращения на выходе звена 16 не превышает 4,3 а длительность переходного процесса определяется суммарной малой постоянной времени токового контура и датчика скорости 21. Регулятор мощности 3, выполненный по типу пропорционально-интегрального регулятора, настраивается на компенсацию постоянной времени звена СПИД. Контур регулирования мощности шлифования настраивается на симметричный оптимум. На входе регулятора мощности 3 алгебраически суммируются сигналы с блока задания программы 1 и с датчика мощности 27. Наличие внешней связи по мощности шлифования обеспечивает постоянство мощности в процессе-обработки изделия, а длительность переходного процесса определяется суммарной малой постоянной времени скоростного контура и датчика мощности 27ГВ начале цикла обработки с блока 1 на регулятор мощности 3 подается сигнал, обеспечивающий подвод суппорта 18 к изделию 25 с максимальной скоростью. Си|- нал с выхода датчика мощности 27 в этом режиме имеет минимальное значений. В момент касания шлифовального круга 24 с изделием 25 возрастает сигнал с выхода датчика мощности 27, что приводит к уменьшению выходных напряжений регулятора мощности 3, регулятора скорости 7, регулятора .тока 11 И снижению скорости перемещения суппорта 18. Так осуществляется черновая обработка изделия 25 с поддержанием постоянства мощности шлифова- s ния. По окончании черновой обработки изделия25 датчик припуска 26 обеспечивает уменьшение сигнала с блока задания программы 1 и начинается этап чистового шлифования изделия, flpvi О этом происходит дальнейшее снижение уровня выходных напряжений регуляторов мощности 3, скорости 7, тока 11, а следовательно, и снижение скорости перемещения суппорта 18. По оконча- 15 НИИ процесса обработки изделия .25 происходит возврат суппорта 18 в исходное положение с максимальной скоростью, икающей то же значение, что и при быстром подводе суппорта. При 20 отклонении мощности шлифования в процессе обработки изделия 25 от заданного блоком 1 значения мощности, регуляторы 3, 7 и 11 14зменяют свое выходное напряжение и суппорт 18 пере- 25 мещэется с измененной скоростью , что приводит к изменению выходного напряжения датчика мощности 27 и восстанойлению заданного значения мощности шлифования. Придание регуля- 30 тору мощности 3 пропорционально-интегральных свойств и введение отрицательной обратной связи по мощности шлифования приводит к существенному снижению результирующей постоянной 35 времени, а следовательно, и к повышению быстродействия, точности обработки изделий, производительности станка, что объясняется форсированным изменением выходного напряжения 40 регулятора мощности и компенсацией запаздывания, вносимого системой СПИД.
Устройство для автомаТического управления поперечной подачей шли- 45 фовального станка за счет введения
регулятора мощности с пропорционально-интегральным законом изменения выходного напряжения . и отрицательной обратной связи по мощности шлифования обеспечивает высокие статические и динамические точности при обработке изделий, повышает производительность станка, а простота конструкции повышает надежность его работы.
Формула изобретения
Устройство для автоматического управления поперечной подачей шлифовального станка, состоящее из блока задания программы, последовательно соединенных регулятора скорости, регулятора тока, усилителя мощности, двигателя поперечного суппорта, механизма поперечной подачи, датчика тока, выход которого соединен со входом регулятора тока, а вход с двигателем поперечного суппорта, датчика скорости, выход которого соединен со входом регулятора скорости, а вход с двигателем-поперечного суппорта, двигателя шлифовального круга, датчика припуска, выход которого соединен со входом блока задания программы, датчика мощности, отличающееся тем, что, с целью повышения о производительности и точности обрабо ки, устройство снабжено регулятором мощности с пропорц.ионально-интегральным законом изменения выходного напряжения от входного,- один вход которого соединен, с выходом блока задания программы, другой - с выходом датчика мощности, а его выход - со входом регулятора скорости.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 395245, кл. В 2 В 51/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления поперечной подачей шлифовального станка | 1982 |
|
SU1017480A2 |
| Способ автоматического управления процессом врезного шлифования | 1981 |
|
SU952555A1 |
| Устройство для управления шлифовальным станком | 1985 |
|
SU1344581A1 |
| ВСЕСОЮЗНАЯП ^ УТ jS^j^Sr^ •r'*^iп 4 г.зг 1 iSt; | 1973 |
|
SU389917A1 |
| Способ управления процессом врезного круглого шлифования и устройство для его осуществления | 1986 |
|
SU1382636A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Электромеханическое устройстводля АВТОМАТичЕСКОгО упРАВлЕНияпОпЕРЕчНОй пОдАчЕй СфЕРОшлифОВАль-НОгО CTAHKA | 1979 |
|
SU812547A1 |
| Способ автоматической настройки на оптимальный режим шлифования | 1974 |
|
SU484977A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |