1
Изобретение относится к кузнечю-прессовому машиностроению, в частности к многопозиционным горпчештамповочным прессам.
Известно устройство для выталкивания поковок из сочлененной с ползуном части штампового блока многопозиционного горячештампбвочного пресса, содержащее приводные толкатели и сочлененные с ними закрепленные на ползуне силовые цилиндры их привода il..
Недостатком известного устройства является то, что все толкатели имеют одинаковый ход, что снижает надежность пресса в целом.
Цель изобретения - повышение надежности.
Поставленная цель достигается тем, что устройство для выталкивания поковок из сочлененной с ползуном части штампового блока, содержащее приводные толкатели и сочлененные с ними закрепленные на ползуне силовые цилиндры их привода, снабжено смонтированными в ползуне двуплечими рычагами, коромыслом и двумя штоками, при этом толкатели подпружинены, на одном из плеч одного из рычагов и коромысла выполнено по пазу, этот рычаг и коромысло сочленены так, что пазы совмещены, двуплечий рычаг с пазом одним плечом сочленен с одним из
10 толкателей, а другим - с одним из штоков, при этом последний сочленен с одним плечом другого двуплечего рычага, второй шток размещен в пазах двуплечего рычага и короtsмысла между третьим двуплечим рычагом и вторым толкателем, а коромысло другим плечом сочленено с третьим толкателем.
за
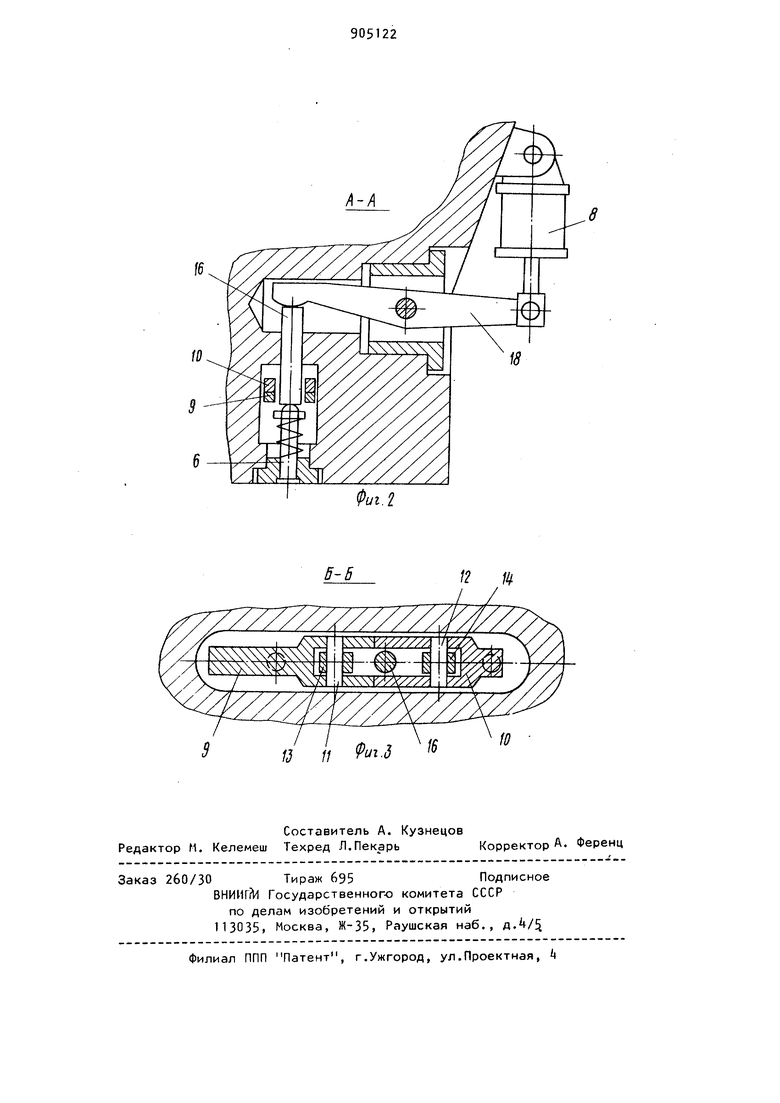
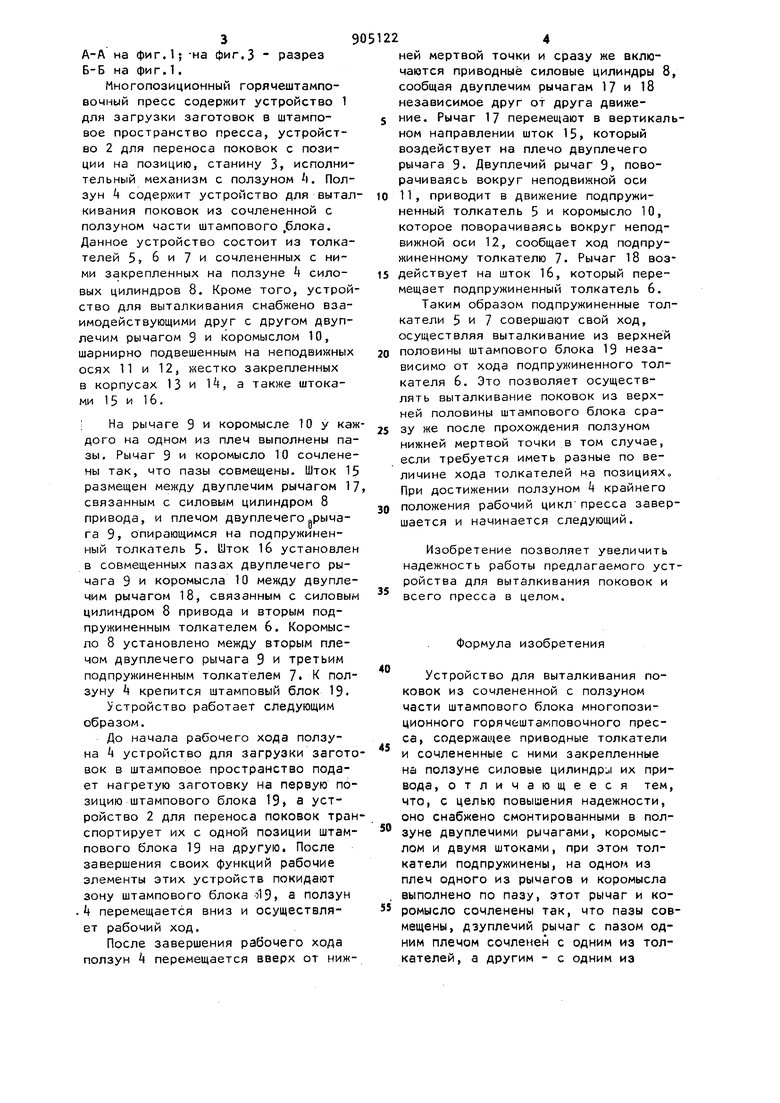
На фиг.1 показан многопозицион- ный горячештамповочный автомат с устройством для выталкивания поковок, общий вид, на фиг. 2 - разрез
А-А на фиг.1 -на фиг.З - разрез Б-Б на фиг,1,
Многопозиционный горячештамповочный пресс содержит устройство 1 для загрузки заготовок в штамповое пространство пресса, устройство 2 для переноса поковок с позиции на позицию, станину 3, исполнительный механизм с ползуном t. Ползун Ц содержит устройство для выталкивания поковок из сочлененной с ползуном части штампового .блока. анное устройство состоит из толкателей 5, 6 и 7 и сочлененных с ними закрепленных на ползуне t силоых цилиндров 8, Кроме того, устройтво для выталкивания снабжено взамодействующими друг с другом двупечим рычагом 9 и коромыслом 10, арнирно подвешенным на неподвижных сях 11 и 12, жестко закрепленных корпусах 13 и Т, а также штокаи 15 и 16,
На рычаге 9 и коромысле 10 у каждого на одном из плеч выполнены пазы. Рычаг 9 и коромысло 10 сочленены так, что пазы совмещены. Шток 15 размещен между двуплечим рычагом 17, связанным с силовым цилиндром 8 привода, и плечом двуплечего „рычага 9, опирающимся на подпружиненный толкатель 5. Шток 16 установлен в совмещенных пазах двуплечего рычага 9 и коромысла 10 мемсду двуплечим рычагом 18, связанным с силовым цилиндром 8 привода и вторым подпружиненным толкателем 6, Коромысло 8 установлено между вторым плечом двуплечего рычага 9 и третьим подпружиненным толкателем 7« К ползуну k крепится штамповый блок 19.
стройство работает следующим образом.
До начала рабочего хода ползуна k устройство для загрузки заготовок в штамповое пространство подает нагретую заготовку на первую позицию штампового блока 19 а устройство 2 для переноса поковок транспортирует их с одной позиции штампового блока 19 на другую. После завершения своих функций рабочие элементы этих устройств покидают зону штампового блока 719 а ползун k перемещается вниз и осуществляет рабочий ход.
После завершения рабочего хода ползун k перемещается вверх от нижней мертвой точки и сразу же включаются приводные силовые цилиндры 8, сообщая двуплечим рычагам 17 и 18 независимое друг от друга движение. Рычаг 17 перемещают в вертикальном направлении шток 15, который воздействует на плечо двуплечего рычага 9. Двуплечий рычаг 9, поворачиваясь вокруг неподвижной оси
11, приводит в движение подпружиненный толкатель 5 и коромысло 10, которое поворачиваясь вокруг неподвижной оси 12, сообщает ход подпружиненному толкателю 7, Рычаг 18 воздействует на шток 16, который перемещает подпружиненный толкатель 6,
Таким образом подпружиненные толкатели 5 и 7 совершают свой ход, осуществляя выталкивание из верхней
половины штампового блока 19 независимо от хода подпрух иненного толкателя 6. Это позволяет осуществлять выталкивание поковок из верхней половины штампового блока сраЗУ же после прохождения ползуном нижней мертвой точки в том случае, если требуется иметь разные по величине хода толкателей на позициях При достижении ползуном k крайнего
положения рабочий циклпресса завершается и начинается следующий.
Изобретение позволяет увеличить надежность работы предлагаемого устройства для вытйлкивания поковок и
всего пресса в целом.
Формула изобретения
Устройство для выталкивания поковок из сочлененной с ползуном части штампового блока многопозиционного горячйштамповочного пресса, содержа1цее приводные толкатели и сочлененные с ними закрепленные на ползуне силовые цилиндра их привода, отличающееся тем, что, с целью повышения надежности, оно снабжено смонтированными в ползуне двуплечими рычагами, коромыслом и двумя штоками, при этом толкатели подпружинены, на одном из плеч одного из рычагов и коромысла выполнено по пазу, этот рычаг и коромысло сочленены так, что пазы совмещены, дзуплечий рычаг с пазом одним плечом сочленен с одним из толкателей, а другим - с одним из
штоков, при этом последний сочленен с одним плечом другого двуплечего рычага, второй шток размещен в пазах двуплечего рычага и коромысла между третьим двуплечим рычагом и вторым толкателем, а коромысло другим плечом сочленено с третьим толкателем.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 20610 3, кл. В 21 J 13/08, 11.12.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| Ползун горячештамповочного пресса | 1982 |
|
SU1031763A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Ползун горячештамповочного пресса | 1979 |
|
SU842005A1 |
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1639846A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Горячештамповочный кривошипный пресс | 1980 |
|
SU925671A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |