(54) ЛЮНЕТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1986 |
|
SU1337200A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ГИБКИЙ ЛЮНЕТ | 2019 |
|
RU2726517C1 |
| СПОСОБ ТОКАРНОЙ И/ИЛИ ФРЕЗЕРНОЙ ОБРАБОТКИ РОТОРОВ ТУРБИН И КРУПНОГАБАРИТНЫХ ВАЛОВ | 2015 |
|
RU2606689C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ И ПОДАЧИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2276001C1 |
| Загрузочное устройство | 1985 |
|
SU1335402A1 |
| СПОСОБ ДЕМОНТАЖА ПОДШИПНИКА И АГРЕГАТНЫЙ СТАНОК ДЛЯ УДАЛЕНИЯ ПРИГОРЕВШИХ ПОДШИПНИКОВ | 1993 |
|
RU2053089C1 |
| ЛЮНЕТ | 2014 |
|
RU2580882C1 |
| Устройство для обработки керамического огнеупорного валка | 1982 |
|
SU1100071A1 |

Изобпетсние относится к станкостроению и может быть использовано для поддержания валов при обработке на токарных станках.
Известен люнет, содержащий траверсу, на которой закреплены регулируемые .1тейны с опорными роликами 1 .
Недостатком известного люнета является сложность конструкции и невозможность применения автоматическоП загрузки-выгрузки детали, так как они не освобождают рабочую зону.
Цель изобретения - упрощение конструкции и обеспечение возможности автоматизации процесса загрузки-выгрузки деталей.
С этой целью, кронштейны установлены на траверсе с возможностью поворота, на одном кронштейне, несущем опорные ролики, -выполнен выступ, а на другом с возможностью установочного перемещения размещен стопорный элемент, причем оси поворота кронштейнов расположены так, у.то в рабочем положении осуществлен контакт выступа и стопорного элемента.
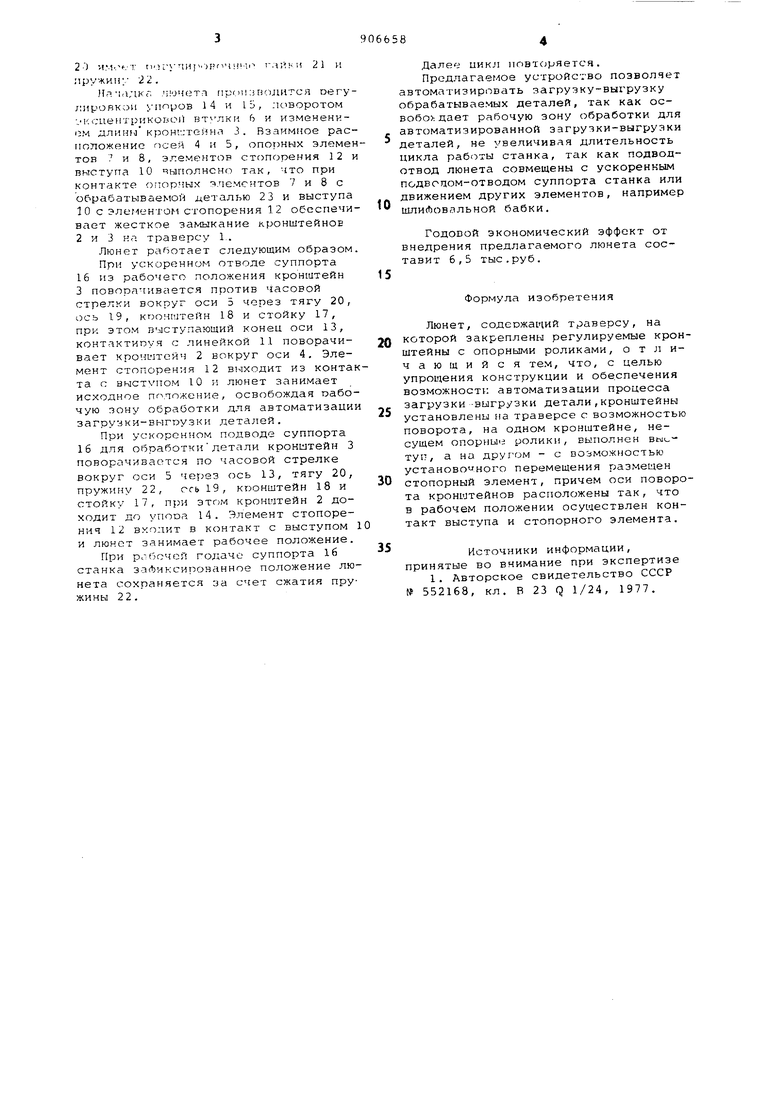
На фиг. 1 показана схема расположения люнета в исходном положении;
на фиг. 2 - то же, в рабочем положении.
Люнет содержит жесткую траверсу 1, закрепленную, например, на передней и задней бабках токарного станка, на которой расположены два регулируеколх кронштейна 2 и 3, выполненных с возможностью поворота на осях 4 и 5. Один конец кронштейна 2 через
10 ось 4 и эксцентриковую втулку 6 соединен с траверсой 1, а второй конец содержит основной опорный элемент 7 и вспомогательннй 8 в виде роликов, вращающихся вокруг осей 9, выступ 10 15 и линейку 11.
Кронштейн 3, для возможности регулирования его длины, выполнен разъемным соедиьением, например резьбовым, из двух частей и содержит эле20мент стопорения 12 с осью 13, конец которой выступает за линейку 11. Жесткая траверса имеет регулируемые упоры 14 и 15.
25 На суппорте 16, например, токарного станка, закреплена стойка 17 с кронштейном 18, шарнирно соединенного через ось 19 с тягой 20, второй конец которой шарнирно соединен с
30 кронштейном 3 через ось 13. Тяга
2) ям-..Т Ilryпи|.-)Г1г1чнь11 21 и пружину 12.
)Ьт1а;1кг. .Ч очетл производится оегулировкои упоров 14 и 15, поворотом ,М;сиеитриково11 6 и изменением длины крон :;теннл 3. Взаимное расположение осей 4 и 5, опог)ных элементов и 8, элементов стопорения 12 и выступа 10 выполнено так, что при контакте С5порчых элементов 7 и 8 с обрабатываемой деталью 23 и выступа 10 с элементом стопорения 12 обеспечивает жесткое замыкание кронштейнов
2и 3 на траверсу 1..
Люнет работает следующим образом При ускоренном отводе суппорта 16 из рабочего положения кронштейн
3поворачивается против часовой стрелки вокруг оси 5 через тягу 20, ось 19, коонштейн 18 и стойку 17, при этом выступающий конец оси 13, контлктипуя с линейкой 11 поворачивает кронштейн 2 вокруг оси 4, Элемент стопорения 12 выходит из контакта с выстчпом 10 и люнет занимает исходное пгхпожение, освобождая оабочую зону обработки для автоматизации загрузки-выгрузки деталей.
При ускоренном подводе суппорта 16 для обработкилетали кронштейн 3 поворачивается по часовой стрелке вокруг оси 5 через ось 13, тягу 20, пружину 22, ось 19, коонштейн 18 и стойку 17, при этом кронштейн 2 доходит до упооа 14. Элемент стопорения 12 Bxo:iHT в контакт с выступом 1 и люнет занимает рабочее положение.
При р11бочсй годдаче суппорта 1б станка заЛиксиронанное положение люнета сохраняется за счет сжатия пружины 22.
Далее цикл повтс}ряется .
Предлагаемое устройство позволяет автоматизировать загрузку-выгрузку обрабатываемых деталей, так как освобо. дает рабочую зону обработки для автоматизированной загрузки-выгрузки деталей, не увеличивая длительность цикла работы станка, так как подводотвод люнета совмещены с ускоренным подводом-отводом суппорта станка или движением других элементов, например шлиЛовальной бабки.
Годовой экономический эффект от внедрения предлагаемого люнета составит 6,5 тыс.руб.
Формула изобретения
Люнет, содержащий траверсу, на которой закреплены регулируемые кронштейны с опорными роликами, отличающийся тем, что, с целью упрощения конструкции и обеспечения возможност : автоматизации процесса загрузки -выгрузки детали,кронштейны установлены на траверсе с возможностью поворота, на одном кронштейне, несущем опорные ролики, выполнен , а на другом - с возможностью установочного перемещения размещен стопорный элемент, причем оси поворота кронштейнов расположены так, что в рабочем положении осуществлен контакт выступа и стопорного элемента.
Источники информации, принятые во внимание при экспертизе
