(54) УЧАСТОК АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ ОБРАБОТКИ ЛЕМЕХОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Устройство для графаретной печати | 1989 |
|
SU1694419A1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| АВТОМАТ ДЛЯ ЗАКАЛКИ ВАЛОВ | 1993 |
|
RU2081183C1 |
| Автоматическая сборочная линия | 1987 |
|
SU1590339A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Манипуляторное устройство | 1989 |
|
SU1742048A1 |
| Автоматическая поточная линия | 1986 |
|
SU1395461A1 |
I
Изобретение относится к мапиностроению и может быть использовано в загрузочных устройствах автоматических линий.
Известен участок автоматической линии для обработки лемехов, содержащий технологическое оборудование, цепной транспортер с тележками, несущими на себе подвижные платформы с базово1ми штырями для установки изделий м I
Недостаток известного устройства - ручная загрузка изделий на платформы транспортера.
Цель изобретения - повышение производительности.
Для достижения указанной teли участок снабжен установленной с возможностью перемещения параллельно направлению подачи изделий транспортером кареткой с подпружиненными толкателями и двуплечим рычагом и направляющей для установки изделия, на базовые штыри платформы, смонтированной с возможностью поворота в вертикальной плоскости. Тележка имеет кулаки для взаимодействия с направлякяцими.
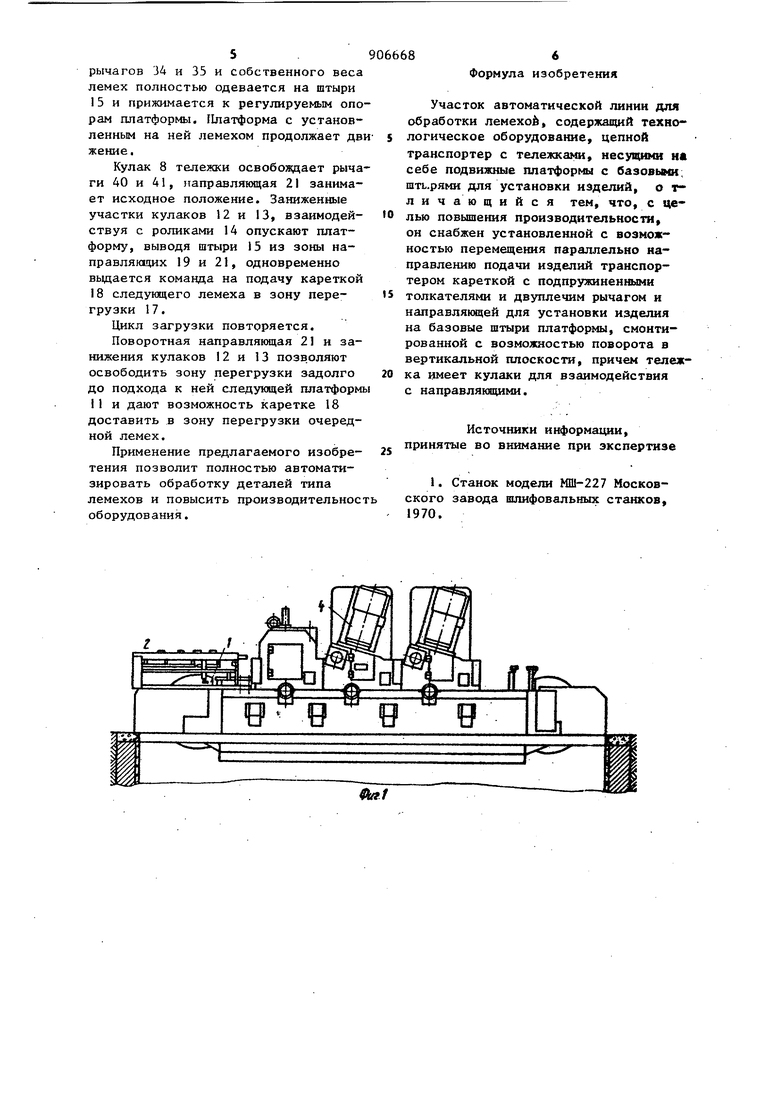
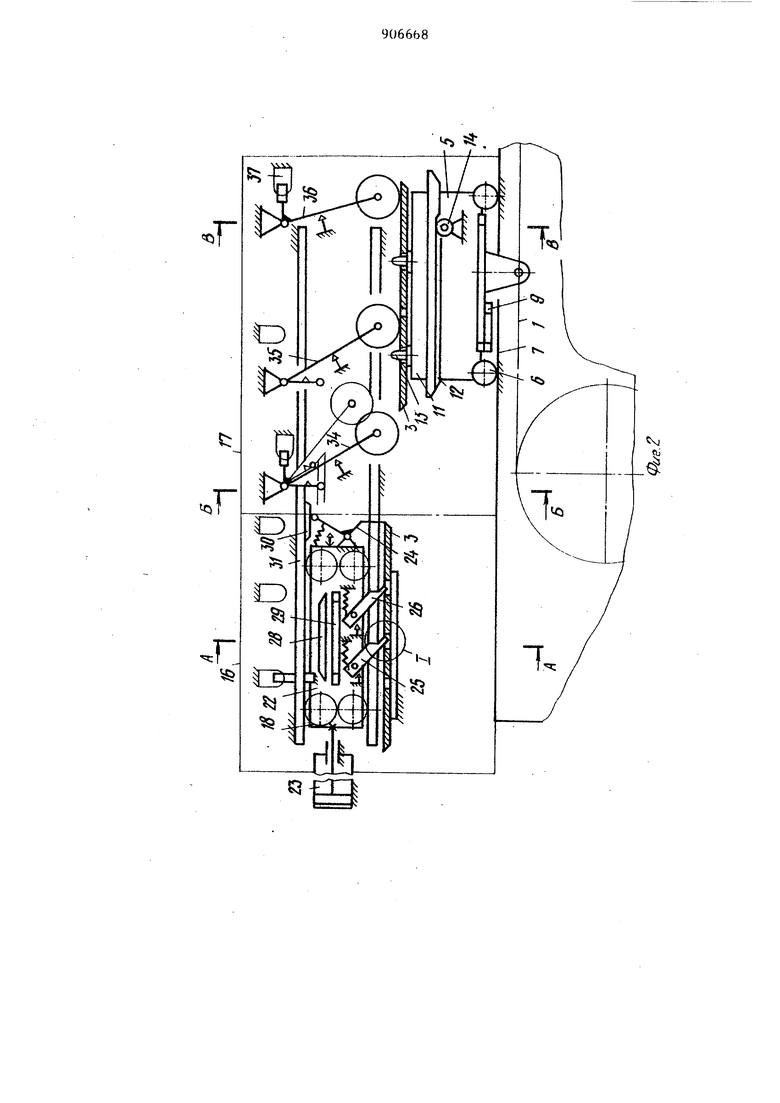
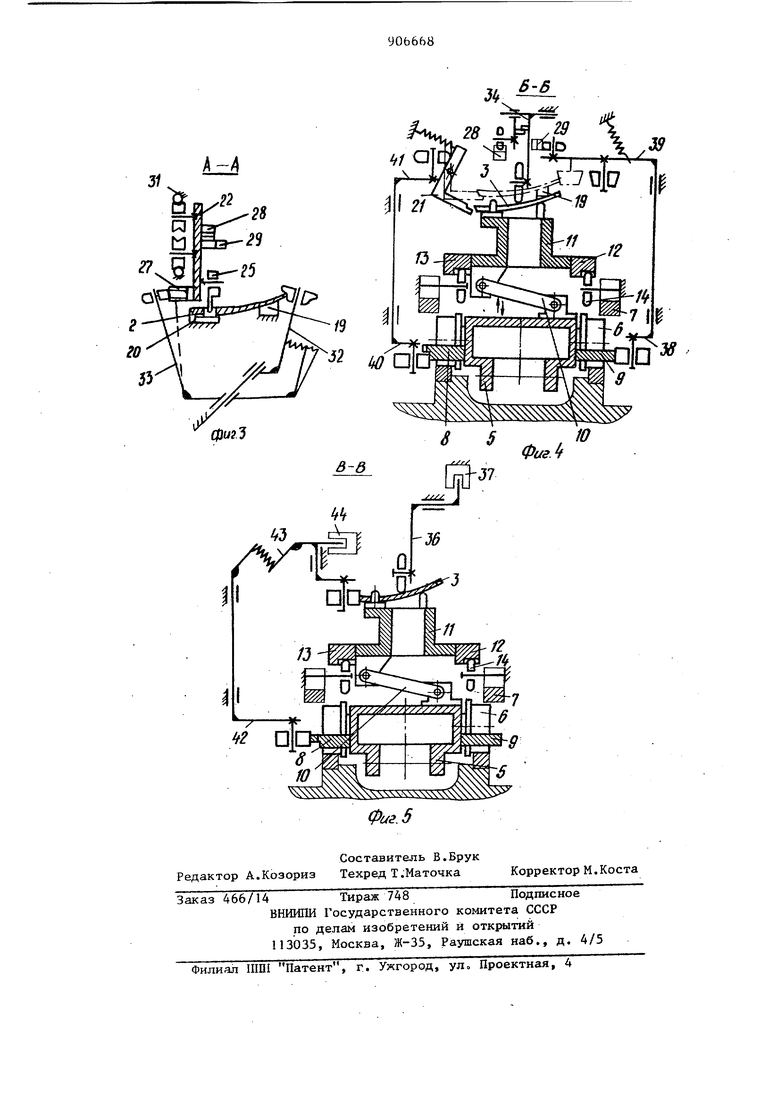
На фиг. 1 представлен участок, обпщй вид; на фиг. 2 - загрузочное устройство J на г. 3 - разрез А-А на фиг. 2J на фиг. 4 - разрез Б-Б на фиг. 2i на фиг 5 - разрез В-В на фиг. 2.
10
Участок автоматической линии для обработки лемехов состоит из непрерывно движущейся транспортерной цепи транспортера 1, устройства 2 автоматической загрузки, лемехов 3
IS и шлифовальных бабок 4 для последовательной обработки заготовки лемеха р
К транспортерной цепи закреплены тележки 5, перемещающиеся на роли20ках 6 по направляющим станины 7. Установленные на тележках 5 кулаки 8 и 9 управляют циклом автоматической загрузки. К каждой тележке 5 с помощью подвижной промежуточной плиты 10 закреплена платформа 11. Это соединение обеспечивает подъем и опускание платформы 11 с помощью кулаков 12 и 13 переменного профиля и роликов 14. На платформах П установлены базовые штыри 15 для установки лемехов. Зстройство автоматической загру ки функционально имеет две зоны: 16 и 17, Зона 16 - зона загрузки, предназначенная для приема заготов ки лемеха от транспорта автоматической линии (на черт, не показан) и для поперечного базирования заготовки лемеха. Зона перегрузки 17 место захвата заготовки лемеха базовыми штырями 15 тшатформ 1 1 . Устройство 2 автоматической загрузки состоит из каретки 18, направляющих 19, 20 и 21 для лемехов 3 и системы рычагов, управляющих движением лемеха, Каретка 18 представляет собой плиту 22, соединенную с гидроцилин ром 23 и обеспечивающую перемещение лемеха 3 из зоны загрузки 16 в зону перегрузки 17. На плите 22 установлены упор 24, выполненный в виде двуплечего откидного рычага захваты 25, 26 и кулаки 27, 28 и 29 для управления рычагами автоматической загрузки и подачи цикловы команд. Кулак 30 установлен на направляющей 31. В зоне загрузки 16 установлены рычаги 32 и 33 для базирования лемеха 3 в поперечном направлении поджима его к направляющей 20. В зоне перегрузки 17 установлен рычаги 34 и 35 для поджима лемеха 3 к направляющим 19, 20 и 21 и опу кания его на базирующие штыри 15 платформы 111 рычаг 36 и конечный ключатель 37 для контроля наличия лемеха на платформе 11j рычаги 38 и 39 для базирования лемеха 3 в по речном направлении - поджима его к направляющим 20 и 21; рычаги 40 и 41 для поворота подвижной направляющей 21j рычаги 42 и 43 и конеч ный выключатель 44 для контроля пр вильности установки лемеха 3 на платформе 11. Работа участка происходит следу ющим образом. Транспорт автоматической линии может подать лемех 3 в зону загруз ки 16 устройства только тогда, когда зона 16 свободна, т,а. каретка 18 находится в зоне перегрузки 17, а лемех 3 в зоне загрузки отсутствуНа каретке 18, находящейся в зоне перегрузки 17, упор 24 поднят, захваты 25 и 26 опущены. При подходе каретки 18 к зоне загрузки 16 кулак 29 воздействует на рычаги 32 и 33. При этом лемех базируется в поперечном направлении, прижимаясь спинкой к базовой плоскости направляющей 20, При дальнейшем движении каретки 18 в зону загрузки (влево) упор 24 под воздействием кулака 30 опускается и, упирается в переднюю кромку лемеха 3„ Крайнее левое положение каретки 18 устанавливается так, чтобы любой неточно доставленный транспортом линии лемех 3, перемещаясь вместе с кареткой 18 влево, был бы доставлен с помощью упора 24 в постоянное место в зоне загрузки 16-, Таким образом, применение упора 24, выполненного в виде двуплечего откидного рычага, взаимодействующего с кулаком 30 и лемехом 3, обеспечивает надежный захват лемеха базирующими штырями 15 каретки 18 независимо от точности продольной установки лемеха в позиции загрузки 16 и наличия заусенцев вокруг базируюпсих отверстий лемеха. Каретка 18, подав лемех 3 в зону перегрузки, возвращается в исходное положение. Входя в зону перегрузки, тележка 5 с платформой П кулаками 12 и 13 взаимодействует с роликами 14, платформа 11 поднимается , штыри 15 входят в отверстия лемеха на некоторую глубину, при этом ролик рычага 38 с помощью кулака 9 тележки 5 отводит рычаг 39 с кулаком от боковой поверхности лемеха. Штыри 15 платформы 11, войдя в отверстия лемеха, начинают его перемещать по направляющим 19 и 21. Направляющая 21, выполненная в виде поворотного рычага, является продолжением неподвижной направляющей 20. При воздействии кулака 8 тележки 5 на рычаги 40 и 4I направляющая 21 поворачивается и отводится от спинки лемеха, одновременно с этим носок и лезвие лемеха сходят с неподвижной направляклцей 19. Под действием
рычагов 34 и 35 и собственного веса лемех полностью одевается на штыри 15 и прижимается к регулируемым опорам платформы. Платформа с установленным на ней лемехом продолжает дви жение.
Кулак 8 тележки освобождает рычаги 40 и 41, направляющая 21 занимает исходное положение. Заниженные участки кулаков 12 и 13, взаимодействуя с роликами 14 опускают платформу, выводя штыри 15 из зоны направляющих 19 и 21, одновременно вьщается команда на подачу кареткой 18 следунлцего лемеха в зону перегрузки 17.
Цикл загрузки повторяется.
Поворотная направляющая 21 и занижения кулаков 12 и 13 позволяют освободить зону перегрузки задолго до подхода к ней следующей платформы I1 и дают возможность каретке 18 доставить в зону перегрузки очередной лемех.
Применение предлагаемого изобретения позволит полностью автоматизировать обработку деталей типа лемехов и повысить производительност оборудования.
Формула изобретения
Участок автоматической линии для обработки лемехоб, содержащий технологическое оборудование, цепной транспортер с тележками, несущими на себе подвижные платфорг с базовыми; шть.рями для установки изделий, о тличающийся тем, что, с целью повышения производительности, он снабжен установленной с возможностью перемещения параллельно иаправлению подачи изделий транспортером кареткой с подпружиненными толкателями и двуплечим рычагом и направлянщей для установки изделия на базовые штыри платформы, смоитированной с возможностью поворота в вертикальной плоскости, причем тележка имеет кулаки для взаимодействия с направляющими.
Источники информации, принятые во внимание при экспертизе
