в- 15
Vlll / /
15J
Ш
t,
СП
СО
о
О5
оо со
фуг/
Изобретение относится к машиностроению, в частности к линиям сборки ступиц с тормозным барабаном колеса тракторных прицепов.
Целью изобретения является сокращение производственных площадей.
На фиг. 1 изображена автоматическая
линия, план; на фиг. 2 - вид А на фиг. 1;
на фиг. 3 - сечение Б-Б на фиг. 2; на
фиг. 4 - кинематическая схема перегрузi чика.
I Автоматическая линия имеет два участка а и 6, содержащие рабочие позиции I, II, I III, IV (на участке а) с интервалами соот- j ветственно /,, /г, /з и V, VI, VII, VIII, IX (на участке Ь с интервалами Л- На участке а расположено технологическое оборудова- 1 -4, а на участке b - технологическое ; оборудование 5-9. Рабочие позиции I-IX и техно..гюг.ическос оборудование i-9 связа- : ны между собой транспортной системой, ; вк.л1очаю1,е.й станины с напоав.
10перемсщения кареток 14 со спутпиками io к перегрузчиков 16 и 17 в следую- щей ;|Ос, едовательности: на направляюих И) и I размещены с возможностью nepPMf riufMihH каретки 14 для передачи спут- , 15 с иоз.чцин на позицию, а на направ- /vv; :.;- 2 и 13 -- перегрузочные устройст- Г..1 : / , .L I I формы В и 19 которых могут находптып R положеляпх, совпадающих соответстненно с позициями IV и V ку-- правляющих 13, с позициями } к IX н;; ма прявляющих 12 и в промежутках между iiiiMH с иктерналамн /,-.
В MOMCtiT, показанный на фиг. , на позк(,нях {, И, V, VI, VII, Vlil находятся каретки 14 и спутники 5, на позициях IV и IX
находятся только спутники 15, на позиции
II отсутствуют и спут1шк, и каретка.
Технологическое оборудование 3, 7, 8 (например, соответственно, станок для установки болтов на спутник, станок для навертывания гаек, станок для ввертывания шпилек) имеет устройства 20-22 для подачи крепежных деталей к ним, расположенные по одну сторону участка Ь.
Базовые детали (барабан и ступица) на позициях IV и V подаются манипуляторами 4 и 5 с подводных транспортеров 23 и 24. Собранное изделие снимается со спутника 15 на позиции IX с помощью манипулятора 9 и переносится на отводной транспортер 25. Освобождающиеся при этом спутники посредством перегрузчика 16 перемещаются на позицию I.
На позициях I и И технологическое оборудование 1 и 2, например, обеспечивает удаление случайных посторонних предметов с установочных баз спутника и их чистоту ля возможности выполнения последующей операции (установки барабана на спутник).
Таким образом, спутники 15 с помощью возвратно-поступательных перемещений кареток 14 и перегрузчиков 16 и 17 циркулируют по замкнутой транспортной системе.
Время выполнения операции на позициях VII и VIII, например навертывания гаек 5 и ввертывания щпилек, определяет продолжительность цикла, линии, т. е. является лимитирующим.
На позиции II время выполнения операции меньше, чем на остальных позициях.
Каретки 14 участка Ь соединены между собой жесткими связями 26. На позиции VI с помощью устройства 6 осуществляется, например, установка шайб перед навертыванием гаек и смазка резьбовых отверстий в изделии для последующего завертывания 5 шпилек.
Каждая из кареток 14 (фиг. 2) снабжена подъемным столом 27, приводимым гидроцилиндром 28. Стол 27 имеет поверхность с для размещения спутника 15 и базирующие элементы due.
Перемещение отдельных и связанных тележек осуществляется приводом (не показан), который может быть выполнен, например, барабанно-канатным.
Каретки 14 участка Ь перемещаются на 5 величину хода от упора до упора (не показано) посредством одного привода или отдельными приводами каждой каретки. В последнем случае связи 26 являются синхронизирующими.
Каретки 14, расположенные на позициях 0 1 и III, имеют отдельные приводы. Привод каретки 14 позиции III перемещает ее до упора на величину 1зТележка позиции I может перемещаться г:а величину хода, равную , с возможностью останова на позиции II с помощью 5 выдвижного упора (не показан), установленного на позиции транспортного устройства.
Рабочие позиции линии снабжены опорными элементами 29 для базирования спут- д НИКОВ 15, на которые они опускаются подъемными столами 27 кареток 14. Каждое из устройств 16 и 17 выполнено в виде тележки 30 с подъемным столом 31. Подъем осуществляется гидроцилиндром 32 по двум направляющим скалкам 33. На подъемном 5 столе 31 смонтирована дополнительная каретка 34, перемещаемая в двух парах направляющих V-образных роликов 35 и 36. Пара роликов 35 приводится во вращение приводом 37. На каретке 34 смонтирована бесконечная цепная передача, состоящая 0 из двух расположенных на концах каретки 34 звездочек 38 и цепи 39, ветви которой закреплены на подъемном столе 31 и на подвижной платформе 19. Каждая платформа 18, 19 снабжена элементами базирования спутника 15.
Работа линии происходит следующим образом.
Расположение спутников 15 и кареток 14 по позициям соответствует фиг. 1. При этом
подъемные столы 27 их опущены, а спутники 15 установлены на базовые опоры 29 рабочих позиций. Платформы 18 и 19 перегрузчиков 16 и 17 находятся в промежуточных положениях позиций I-IX и IV-V.
В это время подъемные столы 31 каждого из устройств 16 и 17 опущены, а их тележки 30 находятся в крайних положениях ближе к соответствующим позициям IV и IX.
После выполнения операций на позициях IV и IX (установка на спутник барабана и выгрузка собранного изделия) тележки 30 (фиг. 2) с платформами 18 и 19 (фиг. 1) устройств 16 и 17 перемещаются посредством гидроцилиндров 40 на эти позиции, столы 31 поднимаются цилиндрами 32 и приподнимают спутники 15 над опорными базами 29. Затем каретки 34 каждого из устройств 16 и 17 перемещаются посредством приводов 37 в противоположном направлении на величину хода /5, выводя платформы 8 и i9 со спутниками 15 в положения, отстоящие от позиций IV и IX на расстояния При перемещении каретки 34 на величину хода /5 платформа 19 посредством цепной передачи 39 переместится в том же направлении относительно каретки на величину /5. Абсолютное перемещение платформы 19 при последовательных перемещениях тележки 30 и каретки 34 соответственно 3/5, что позволяет с помощью перегрузчика осуществлять перенос спутника 15 с участка а на участок b с остановкой в промежутках между ними.
Позиции IV и IX таким образом освобождаются.
Особенностью транспортной системы является отсутствие на направляющих 10 спутника 15 на позиции II. Это возможно в том случае, если сумма времени выполнения операций на позициях I и И не более времени выполнения операций лимитирующих позиций. В этом случае после выполнения операций на позиции I каретка переносит спутник 15 на позицию II, где выполняется соответствующая операция. Таким образом, на линии происходит .как синхронное выполне- ,ние операций, так и послг ловатсль.ное.
В общем случ;1р, так-:;- i.o.-MiH;; могут быть на любой зетви транспортной системы.
Когда операция на по иа-мх И, III, VI, Vli, Vlli выполнены, cTOJii); 27 соответствующих кареток 14 поднимают спутники 15 и перемещают и.л на величину /,,, гз, Ь, перенося спутники на смежные позиции и опуская их посредством подьемнг.к гтолов 27 на стационарные базы 29.
После этого каретки 14 с опущенными столами 27 возвращаются в исходное положение. В это время платформы 18 и 19 со спутниками перемещаются на свободные от
спутников позиции I и V, столы 32 каждого из устройств 16 и 17 опускаются и спутники 15 устанавливаются на стационарные базы 29 этих позиций, каретки 34 каждого из устройств 16 и 17 возвращаются в другое
крайнее положение, выводя платформы 18 и 19 из рабочих позиций. Далее цикл работы линии повторяется.
Таким образом, предлагаемая конструкция линии позволяет использовать угловые позиции транспортной системы в качестве
рабочих, перегрузчики размещены так, что не выходят за габариты транспортной системы, а количество кареток н спутников минимально, что существенно уменьшает ме- тал.моемкость линии.
20
Формула изобретения
. Автоматическая сборочная линия, содержащая два параллельных участка, связанных между собой двумя перегрузочными
устройствами и включающих в себя рабочие позиции, расположенные в технологической последовательности, а также связанные между собой транспортной системой с каретками и установленными на них приспо- собле1 иями-спутниками, отличающаяся тем,
что. с целью сокращения производственных площадей, каждая из кареток снабжена подъемным столом и индивидуальным приводом, а каждое из перегрузочных устройств выполнено с возможностью транспортировки приспособлений-спутников с рабочей позиции одного участка на рабочую позицию другого. при этом количество спутников не превышает число рабочих позиций, а количество кареток на каждом из участков не превь шает соответствующего числа спутНИКОВ.
2. Линия по п. 1, отличающаяся тем, что ;;аж,1,ое из перегрузочных устройств выпол- -:е, о в виде тележки с вертикально подъем- .-:::,.: - -олом, в направляющих которого размещена с возможностью перемещения от соответствуюпхего привода платформа, включающая установленный на ней замкнутый цепной контур, на рабочей ветви которого закреплена дополнительная каретка под спутник, а одно из звеньев свободной ветви жестко связано со столом.
u:)
L
§
u Фаг.З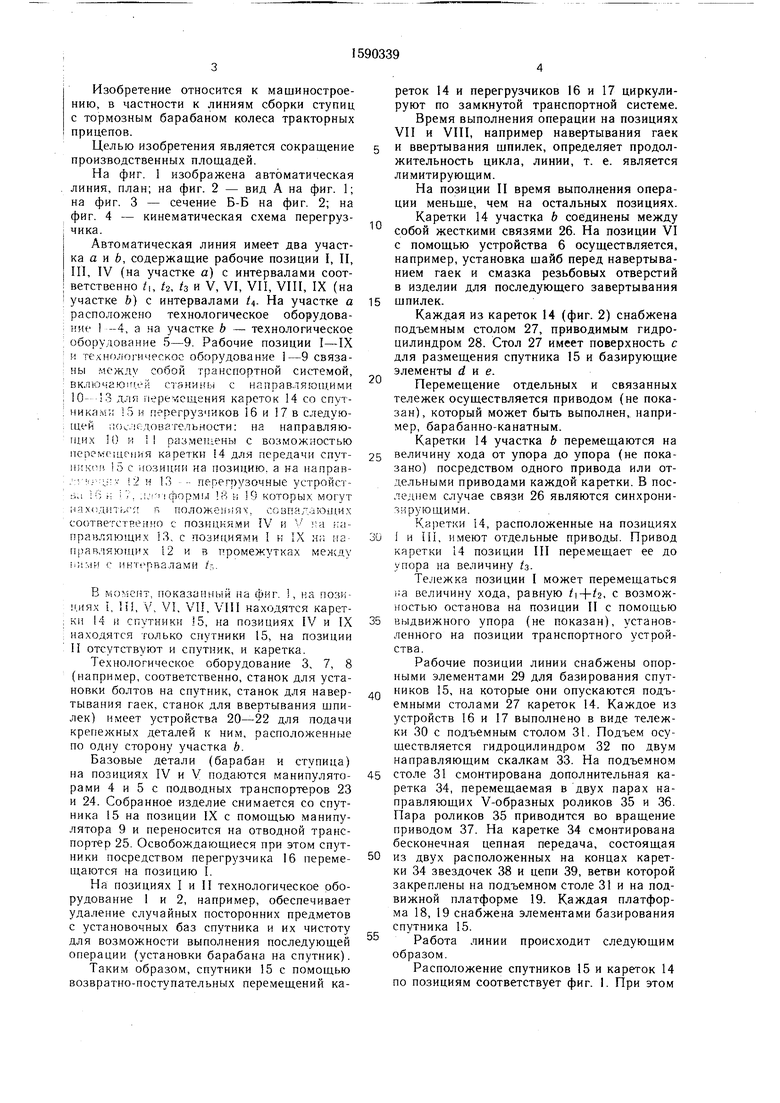

| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортная система автоматической линии сборки | 1984 |
|
SU1166967A1 |
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНАЯ ИНЕРЦИОННАЯ СИСТЕМА | 2017 |
|
RU2691682C1 |
| ГОРИЗОНТАЛЬНО ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2013330C1 |
| Накопитель-перегрузчик кассет | 1990 |
|
SU1799712A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373319C1 |


Изобретение относится к машиностроению, в частности к линиям сборки ступиц с тормозным барабаном колеса тракторных прицепов. Целью изобретения является сокращение производственных площадей. Автоматическая линия имеет два участка "а" и "в". В начале и в конце участки соединены друг с другом перегрузочными устройствами. Приспособления-спутники перемещаются на участках каретками. Перегрузочные устройства осуществляют перегрузку приспособлений-спутников между рабочими позициями упомянутых участков. Каждая из кареток имеет подъемный стол и индивидуальный привод, а каждое из перегрузочных устройств - стол с приводной платформой, на которой размещен замкнутый цепной контур. На рабочей ветви цепного контура размещена каретка под приспособления-спутники, а одно из звеньев цепи на свободной ветви жестко связано со столом. 1 з.п. ф-лы, 4 ил.
/ I Л
9и.. °
п
40
| Транспортная система автоматической линии сборки | 1984 |
|
SU1166967A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
