(5) КОНВЕЙЕР ДЛЯ ОКРАСКИ И СУШКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Автоматизированная окрасочная линия | 1989 |
|
SU1666212A1 |
| Устройство для нанесения лакокрасочных покрытий | 1980 |
|
SU882637A1 |
| Устройство для окраски и сушки труб | 1973 |
|
SU650662A1 |
| Устройство для нанесения лакокрасочных покрытий | 1987 |
|
SU1435315A1 |
| Сушильная установка | 1983 |
|
SU1151795A1 |
| Устройство для поворота грузовых подвесок конвейера | 1983 |
|
SU1155535A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| Установка для нанесения покрытий | 1980 |
|
SU876192A1 |
| Установка для окраски изделий | 1980 |
|
SU927333A1 |
1
Изобретение относится к технологическому оборудованию для окраски и сушки изделий, в частности, к конвейеростроению.
Известен конвейер дЛя окраски и сушки изделий, содержащий привод, натяжное устройство и тяговые пластинчатые цепи, соединенные между собой поперечными штангами, позволяющими поворачивать изделие в зону окраски без съема его с конвейера, при этом штанги на одной цепи закреплены шарнирно, а с другой - смонтированы с помощью фиксаторов 1J .
Недостатком данного конвейера является невысокая производительность ввиду невозможности поворота штанги вокруг продольной оси.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является конвейер дли окраски и сушки изделий, включающий огибающие блоки приводные тяговые ветви с узлами крепления изделий, выполненными с захватами, привод тягбвых ветвей и редуктор 2 .
Недостатками известного устройства являются низкие производительность и качество покрытия плоских изделий за счет окраски изделий с противоположной от захвата стороны.
Цель изобретения - повышение производительности и качества покрытий плоских изделий.
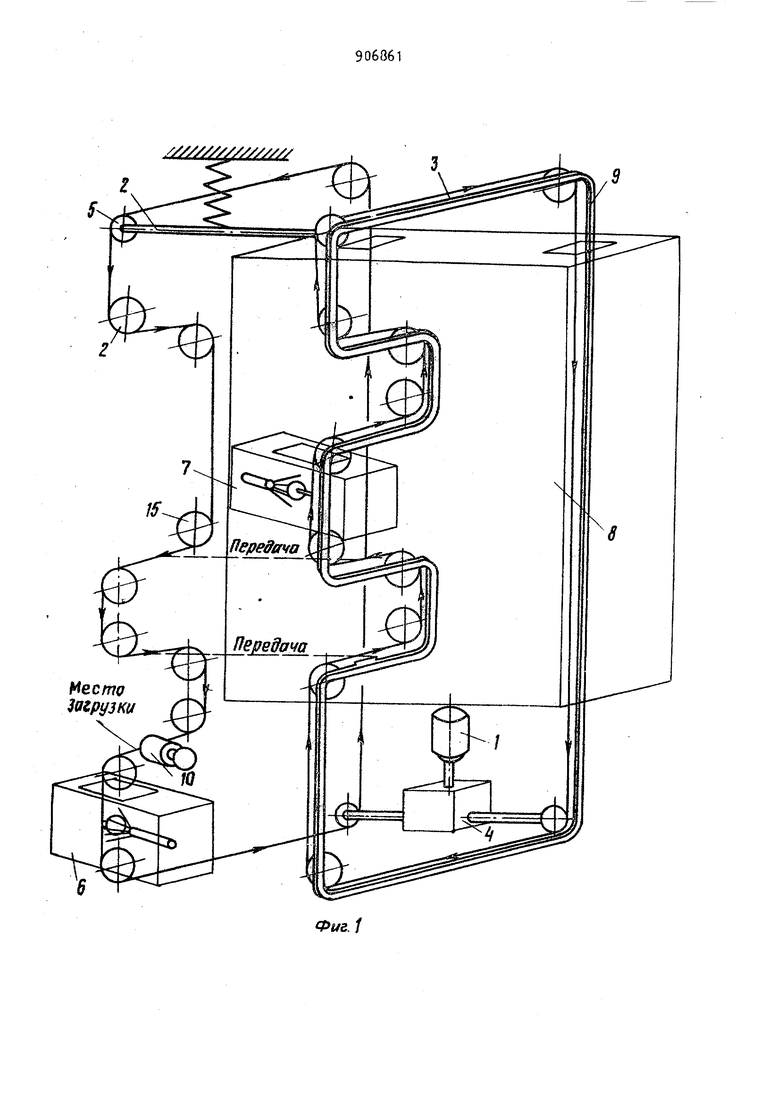
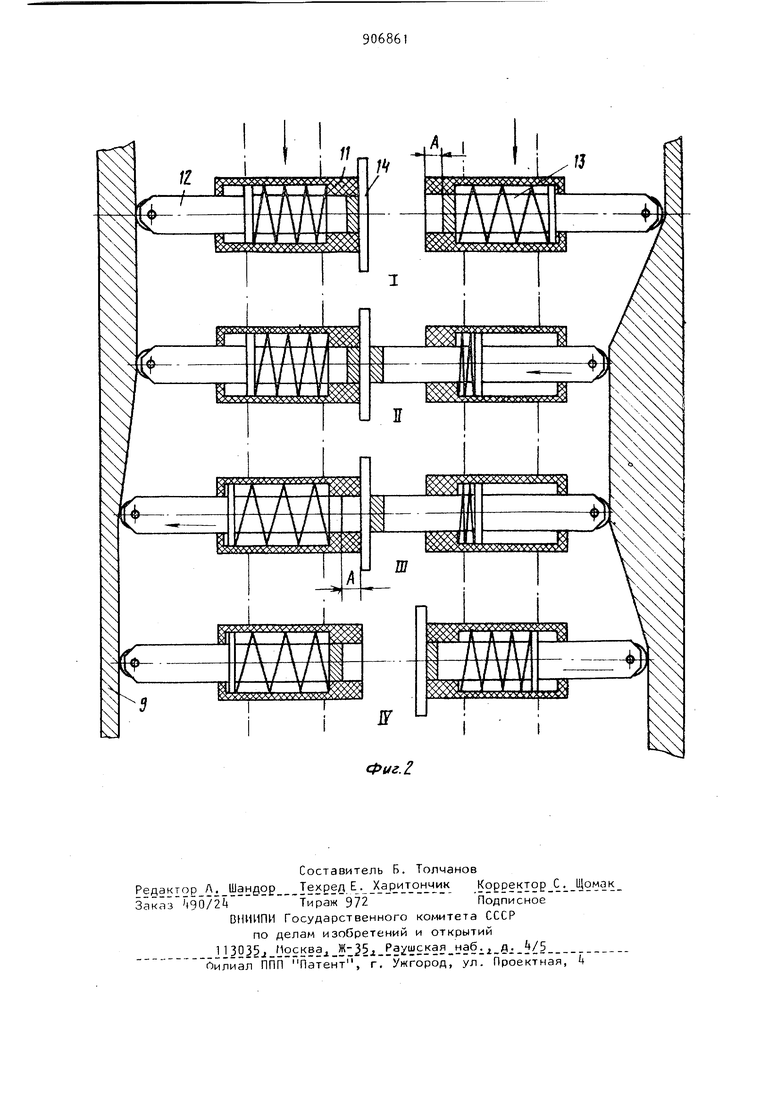
Указанная цель достигается тем, что конвейер снабжен приспособлением передачи изделий с одной ветви на другую, при этом ветви связаны с редуктором с возможностью перемещения в разные стороны и имеют установленные в местах передачи дополнительные поворотные блоки для перемещения ветвей в одну сторону, причем узлы крепления выполнены 8 виде связанных отдельно с каждой ветвью полых корпусов и установленных в них подпружиненных штоков, на которых закреплены захваты. 390 Приспособление передачи изделий с одной ветви на другую выполнено в виде фигурных направляющих, укрепленных вдоль ветве.й с возможностью взаимодействия со штоками узлов креп ления изделий. Кроме того, захваты выполнены в виде магнитов. Другим вариантом является выполнение захватов в виде пневмоприсосок На фиг. 1 изобрак{ен предлагаемый koнвeйep, общий вид; на фиг. 2 - схе ма передачи изделия несущими штоками Конвейер состоит из привода 1, на тяжного устройства 2, двух тяговых ветвей 3, редуктора , поворотных . блоков 5- По трассе конвейера расположены окрасочные посты 6 и 7, камера 8 сушильная и приспособление передачи изделия с одной ветви на др гую в виде фигурных направляющих 9. На тяговых ветвях 3 с определенным шагом закреплены несущие штоки 10, Н сущий шток 10 состоит из корпуса 11, выполненного из немагнитного материала, толкателя 12 и пружины 13Для окраски изделие 14 на месте загрузки попадает на соответствующий несущий шток 10 и транспортируется на окрасочный пост 6, где наносится первый слой покрытия, после чего изделие 14 проходит сушильную камеру 8 и далее по трассе конвейера поступает к месту, где происходит передача изделия с одной тяговой ветви на дру гую. Благодаря наличию в приводе 1 редуктора 4, тяговые ветви 3 конвейе ра транспортируют изделия в противоположных направлениях, но в месте передачи изделия части тяговых ветвей 3 благодаря поворотным дополнительным блокам 15 на этом участке движутся в одном направлении. Это да ет возможность передать изделие 14 с одной тяговой ветви конвейера на другую без остановки конвейера. После этого изделие 14 поступает на вто рой окрасочный пост 7, где окрашивается обратная сторона изделия 14. Далее изделие 14 сушится в сушильной камере 8 и, в зависимости от техноло гического процесса, идет либо на съем, либо на него наносятся последу ющие слои покрытия - при этом цикл повторяется согласно приведенного опй.сания. Левые штоки (согласно фиг. 2) будут передающими, правые - принимающими. Положение I. Левый передающий шток магнитом удерживает изделие 14, правый утоплеи в корпус 11 на размер Л под действием пружины 13. При этом опорный ролик толкателя 12 катится по направляющей 9. Положение I1, Передаточный шток продолжает удерживать изделие 14, принимащий шток своим толкателем 12, выдвигающимся в результате изменения профиля направляющей 9, прих(имает изделие 14 с другой стоооны. .Положение Ш. Толкатель 12 передающего штока, под действием пружины 13 при изменении профиля направляющей 9, утапливается в корпус 11 на размер Л. Размер А выбирается таким, что магнит передающего штока практически не воздействует на изделие 14, удерживаемое в этом положении магнитом принимающего штока. Положение IV, Толкатель 12 передающего атока остается утопленным в корпусе 11, толкатель принимающего штока вместе с изделием 14 в результате изменения профиля направляющей 9 и под действием пружины 13 перемещается вправо настолько, чтобы между изделием 14 и магнитом толкателя 12 не образовался воздушный зазор. Направляющие 9 выполнены вдоль всей трассы конвейера и в местах передачи изделия 14 имеют фигурный профиль. На фиг. 1 направляющая 9 на одной из ветвей 3 условно не показана. Благодаря автоматической передаче изделия, окраску можно вести при большой скорости конвейера, что позволяет увеличить производительность, а также улучшить качество покрытия, так как при автоматической передаче изделий отсутствует возможность соприкосновения окрашиваемой поверхности изделия с посторонними загрязнен(ными предметами. Формула изобретения 1. Конвейер для окраски и сушки изделий, включающий огибающие блоки приводные тяговые ветви с узлами крепления изделий, выполненными с захватами, привод тяговых ветвей и редуктор, отличающийся
тем, что, с целью повышения производительности и качества покрытия плоских изделий, он снабжен приспособлением передачи, изделий с одной ветви на другую, при этом ветви связаны с редуктором с возможностью перемещения в разные стороны и имеют установленные в местах передачи дополнительные поворотные блоки для перемещения ветвей в одну сторону, причем узлы крепления выполнены в виде связанных отдельно с каждой ветвью полых корпусов и установленных в них подпружиненных штоков, на которых за креплены захваты.
на другую выполнено в виде Лигурных направляюцих, укрепленных вдоль ветвей с возможностью взаимодействия со штоками узлов крепления изделий. 3. Конвейер по п. 1, о т л и м а ю щ и и с я тем, что захваты выполнены в виде магнитов.
«/Конвейер по п. 1, о т л и ч а ю щ и и с я тем, что захваты выпол нены в виде пневмоприсосок.
Источники информации, принятые во внимание при экспертизе
Z // //////////
Фиг. 1
