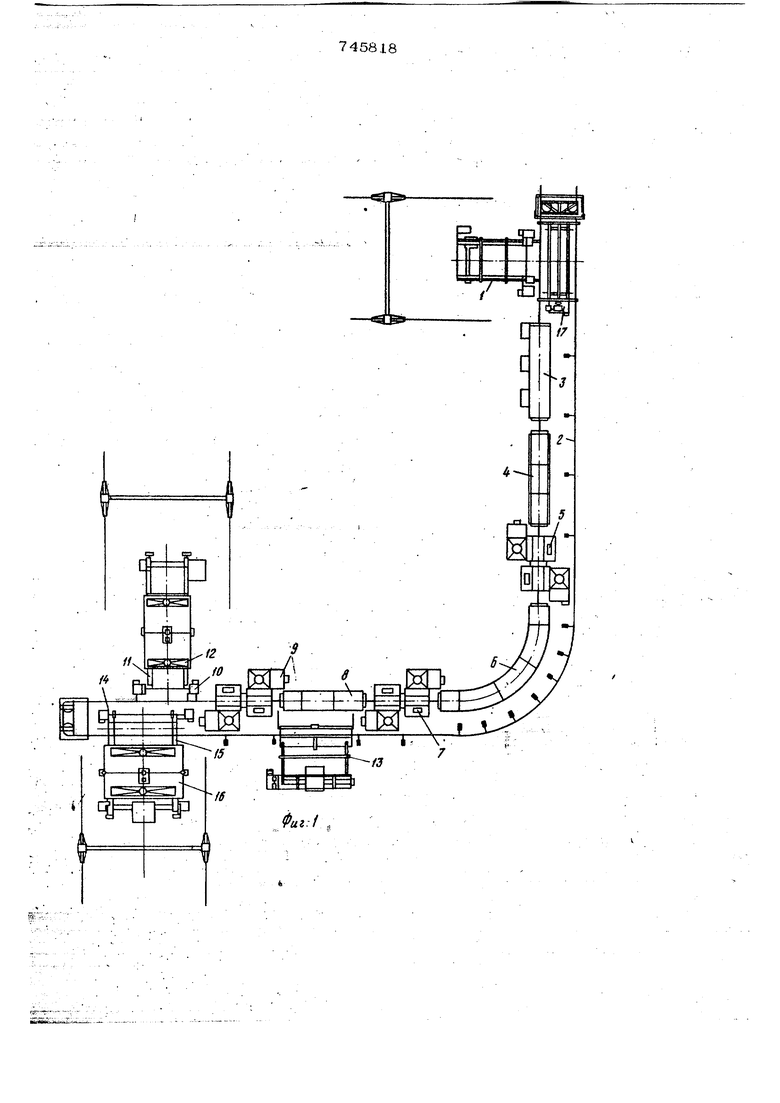
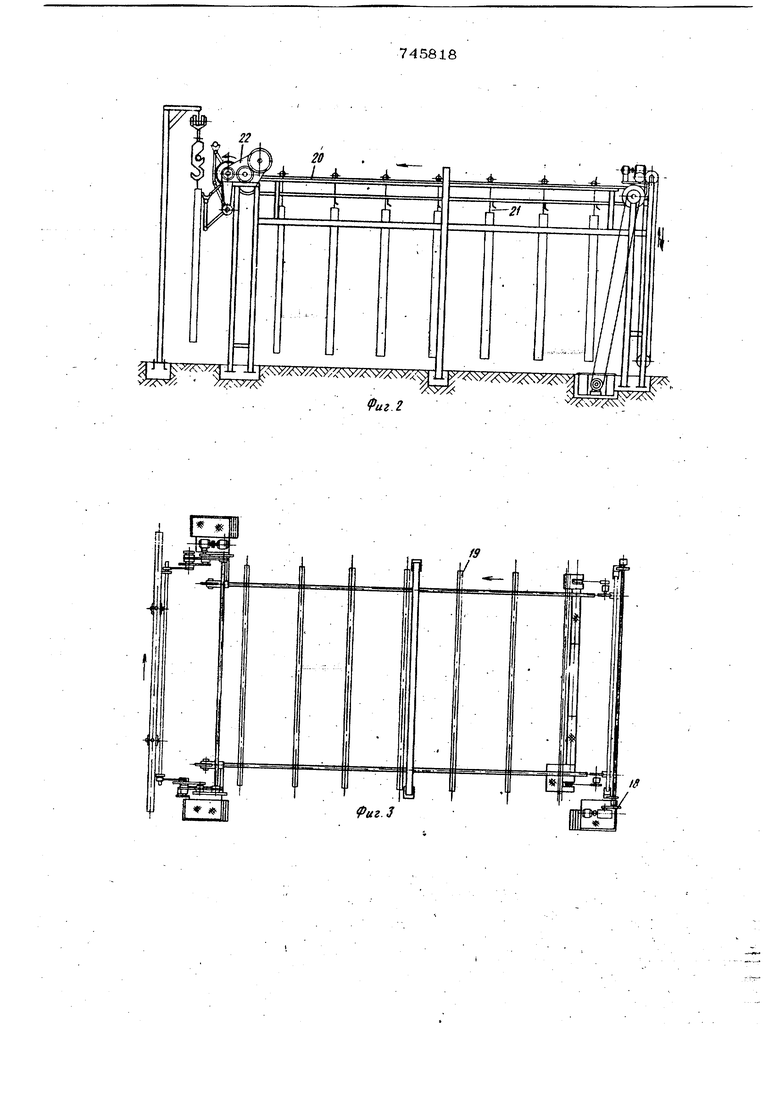
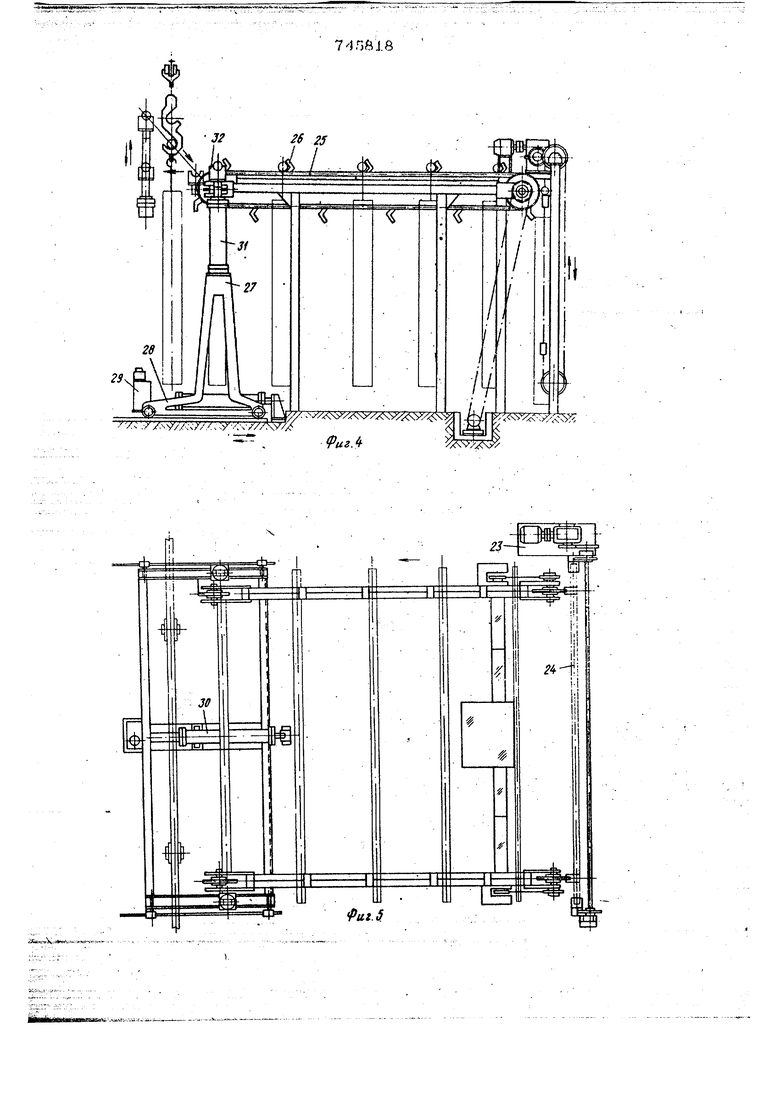
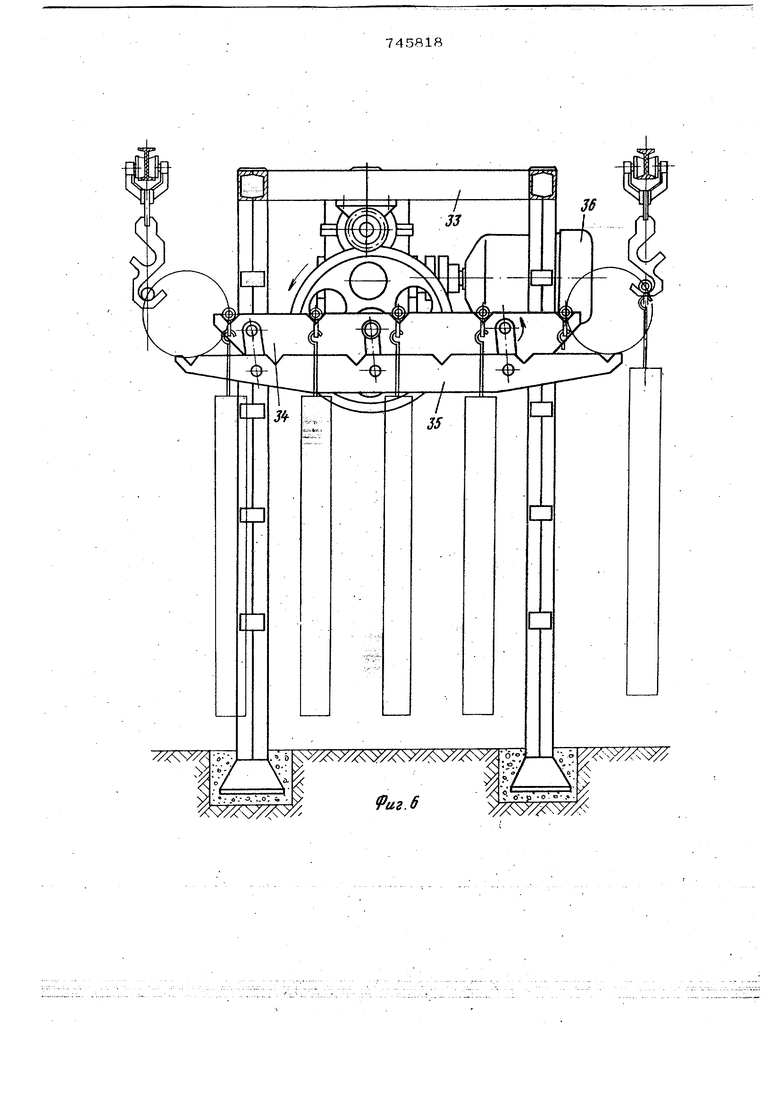
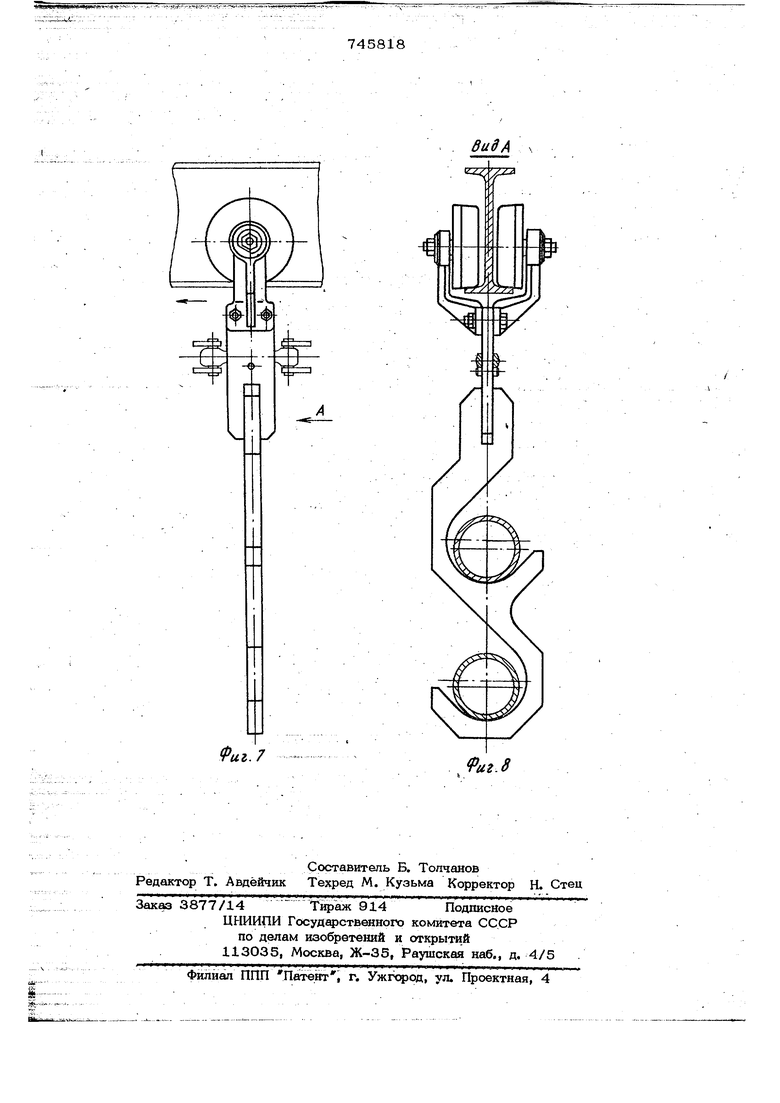
Изобретение относится к непрерывно транспорту, в частности к noTO uibitM линиям для окраски и сушки крупногабари ных и длинномерных изделий, и может быть использовано в любой отрасли промышленности при транспортировке крупногабаритных и длинномерных изделий, проходящих технологический компле окраски. Известно устройство для окраски и сушки изделий, включающее загрузочные приспособления, горизонтально замкнутый подвесной конвейер, на ветвях кото рого укреплены грузонесущие каретки, имеющие подвески для изделий, камеры окраски, сушки и разгрузочные приспособления ClJ. Недостатком данного устройства является небольшая производительность и оно не предназначено для перемещения и обработки крупногабаритных к длннномерщ 1Х изделий, Наиболее близкой по технической сущ ности и достигаемому результату явпяется поточная линия для окраски и сушки крупногабаритных изделий, включак щая последовательно расположенные по ходу технологического процесса загрузочные устройства, горизонтально-замкнутый подвесной конвейер, на ветвях которого укреплены грузонесущие каретки, имеющие подвески с крюками для изделий, камеры обезжиривания, окраски, cjTHKH, окончательной сушки и разгрузочные устройства :23. Недостатком данной поточной линии является небольшая- производительность в случае поломки загрузочного устройства или отсутствия на его позиции изделий, кроме того, компановка указанной поточной линии требует больших производственных плогцадей. Целью изобретения является устранение указанных недостатков, а именно, повьдиение производительности и экономии производствен1 Ь1х плошадей. Указанная цель достигается тем, что .-цгсгкая линия снабжена меха шзмом 3 -,7 для перегрузки изделий с ветви па ветвь паролпольных друг другу с постоянным расстоянием между ними, крюки подвесок которых выполнены двузевными, и механизмом для навески изделий на внутренние зевы крюков, при этом разгрузочные устройства размещены в проходных камерах окончательной сушки изделий. Кроме того, механизм для навес ки изделий на вунтр нние зеиы крюков подвесок выполнен В Ьиде тележки .с установленными .на ней гидроцилиндрами вертикального перемещения, имеющими захваты для изделий, и гидроциливдром горизонтального перемещения тележки поперек трассы конвейёрй. На фиг. 1 - общий вид поточной лй1ШИ для окраски и сушки крупногабаритных и длинномерных изделий; на фиг, 2 загрузочное устройство для навески круп ногабаритных изделий; на фиг. 3 - тоже, вид в плане; на фиг. 4 - загрузочное устройство для навески длинномерных изделий; на фиг. 5 тоже, вид в плане; на фиг. 6 - механизм перегрузки изделий; на фиг. 7 - грузонесущая каретка с подвеской; на фиг. 8 - вид А фиг. 7. - Поточная линия содержит загрузочное устройство 1 Для навески крупногабаритнь1х изделий, подвесной конвейер 2 с близкорасположенными параллельными ветвями, одна из которых является техно логической ветвью, а другая транспортирующей, включающий направляющие пути с перемещающимися по ним каретками, несущими подвески с изделиями; камеру обезлсиривания 3; камеру сушки 4. после обезжиривания; камеру грунтовки 5; радиальную камеру сушки 6 после грунтовки; камеру первой окраски 7; камеру суш ки 8 после первой окраски; камеру окончательной окраски 9; разгрузочное устройство, содержащее механиз съёма 1О траверс с конвейера, шаговыйтранспортер-накошп Ь 11, проходящий через камеру окончательной сушки 12; загрузочное устройство 13 для навески длинномерных изделий на внутреннюю CTOpoir грузонесущих подвесок конвейера; разгрузочное устройство для съема длинномерных изделий с конвейера, содержащее механизм съёма 14, шаговый транспортер-накопитель 15, проходящий через камеру сушки 16; механизм перегрузки 17 для перегрузки изделий с ветви на ветвь. Загрузочное устройство 1 содержит f с одной стороны подъемный механизм 18 для подъема загруженной траверсы 19 84 к месту передачи ее на шаговый цепной транспортер-накопитель 20, на цепях которого с- определенным шагом установлены захваты 21, осуществляющие съем траверсы 19; а с другой стороны механизм съема 22 траверсы с транспортеранакопителя 20 и передачи ее на верхний зев крюков подвесок. Загрузочное устройство 13 включает подъемный механизм 23 для подъема загруженной траверсы 24: к месту передачи ее на шаговый цепной транспортернакопитель 25 с захватами 26, осуществляющими съем траверсы 24; гидроманипулятор 27, выполненный в виде тележки 28 с установленной на ней гидростанцией 29, цилиндром 30 горизонтального перемещения и двух гидроцилиндров 31 вертикального перемещения с захватами Механизм перегрузки 17 состоит из опорной металлоконструкции 33, шагового накопителя 34, передающего поворот-) но-рьтчажного устройства 3 5 и привода 36. Описываемая поточная линия работает следующим образом. Кр пногабаритные изделия краном навешиваются на траверсы 19, установленные в захваты подъемного механизкяа 18 загрузочного устройства 1. Траверсы 19 с изделиями передаются подъемником 18 на шаговый .цепной транспортер-накопи тель 20. Через 6пределеннЬ1е интервалы времени транспортер 20 производит движение на шаг, осуществляя тем самь1м накопление траверс 19. Траверсы, достигшие выходной стороны транспортера-накопителя, снимаются с него механизмом съема 22 и навешиваются на верхние зевы крюков двух соседних грузонесущих кареток конвейера 2. Траверсы 19 с изделиями располагаются на внешней стороне трассы конвейера и последовательно проходят через камеру обезжиривания 3, затем терморадиационную проходную камеру Сушки 4, ёрез спаренную камеру грунтовки 5, следующую терморадиационную проходную . камеру сушки 6, затем первую окраску Ь камере 7, снова сушку в камере 8, окончательную окраску в камере 9 и на выходе к йесту разгрузки механизмом съема 10, снимаются с конвейера и передаются на шаговый транспортер-накопитель 11, проходящий через камеру 12, окончательной сушки изделий в потоке поступающего воздуха нагретого электрокалориферами. 1(а ьыходиой стороне траиспорторанакопнтеля траверсы с окршиеьшыми и .высушеш1ыми изделиями Снимаются краном и передаются по наз шчению Навеска крупногабаритных изделий, поступающий с загрузочного устройства 1 может производиться одновременно с работой загрузочного устройства 13, осуществляющего навеску траверс с длинномерными изделиями, и прекращается в момент передачи для окраски на технологическую ветвь длинномерных изделий механизмом перегрузки 17, Длинномерные изделия подвешиваются на траверсы 24, установленные в захват подъемного механизма 23, и передаются на шаговый цепной транспортер-накопитель 25. Через определенные интервалы времен транспортер 25, осуществляет движение на щаг, чем обеспечивается накопление траверс 24. Траверсы, достипиие выходной сторон транспортера-накопителя, захватами 26, установленными на щтоках цилин фо)з 31 вертикального перемещения гидромазгапулятора 27, снимаются с транспортёранакопителя 25 и гидроцилиндром ЗР горизонтального перемещешя .поДакггся на внутреннюю сторону трассы JKpHBeaepai; . Далее траверсы поднимаются на исходнук позицию для навески, В момент, кОг й/грузонесущие карбтки подвесногЬ конвейера 2 замкнут конечные выключателя, определяющие :их положение для навески, происходит од-т; повременное опускание траверсы и обрат ное гфизонтапьйое перемещение манипулятора на исходную позицию; при этом траверса 24 вводится в нижние зевы крю ков кареток и транспортируется подвесиы конвейером 2 к механизму перегрузки 17 Механизм перегрузки 17 поворотнорычажным устройством 35 осуществляет съем траверс 24 с крюков грузонесущих подвесок, укладку их в шаговом нако- . пителе 34 с одновременным навешиванием траверс, достигших выходной накопителя, на крюки грузонесущих подвесок технологической ветви конвейера. Далее траверсы 24 с изделиями проходят весь технологический цикл окраски и сушки, аналогичный вьпиеизложенному, и в момент выхода к месту разгтрузки механизмом съема 14 снимаются с конвейера и передаются на шаговый транспортернакопитель 15, проходящий через камеру 7 186 16 окончательной сушки изделий в потоке нагрутого зоздуха. На выходной стороне накопителя 15 траверсы с окращенными и пpoшeдши o сущку изделиями снимаются краном и передаются по назначению. Работа поточной лилии, с момента поступления окрашиваемых изделий на транспортеры-накопители загрузочнь1х устройств 1 и 13, и до выхода из их проходных камер окончательной сушки 12 и 16, происходит в автоматическом режиме при непрерывно движущемся конвейере. формула изобретения 1. Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий, В ключающая последовательно расположенные по ходу технологического процесса загрузочные устройства, горизонтйльно-замкнутый подвесной конвейер, .на ветвях которого укреплены грузопесущие каретки, имеющие подвески с крю- |сами для изделий, камеры обезжиривания, , сушки, окончательной сушки и раЗгрузЬчйьге устройства, отпичаЮЩ.й н с я тем, что, с Цёлбю пойышейия производительности и экономии произв6дственнь1х площадей, поточная линия снабжена механизмом для перегрузки исузелшй с.ветви, аа ветвь, пара;й1ельных друг другу с пюс йшь1м расстоянием . Р Р .окй подьесок; которых выполнень двузеввдми, и мехйнизКтом для навескя изделий на йнугрещгае зевы крюков , при этомразгрузочные устройства размепхены. в прозсодньй камерах оковдательцой сушки изделий. 2. Поточная линия по п, 1, о т л и ч а ю щ а я с я тем, что механизм для навески изделий на внутренние зевы крюков подвесок выполнены в виде тележки с установленными на ней гидроцилиндрами ве;ртикальногхэ перемещения, имеющими захвйты для изделий и гндроцилиндром горизонтального перемещения тележки поперек трассы конвейера. Источники информации, принять1е во внкмайие при экспертизе 1.Авторское свидетельство СССР N9 225041, кл, В 65 G 49/О2, 1966. 2.Альбом оборудования окрасочных цехов , М., Химия. 1975, с. 289, (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Устройство для передачи длинномерных изделий с транспортера на конвейер | 1981 |
|
SU975535A1 |
| Поточная многорядная линия окраскиКРупНОгАбАРиТНыХ издЕлий | 1979 |
|
SU839591A1 |
| Устройство для навешивания и съема крупногабаритных изделий с грузонесущих подвесок подвесного конвейера | 1980 |
|
SU956385A1 |
| Окрасочно-сушильный агрегат | 1987 |
|
SU1520808A1 |
| Устройство для перегрузок подвесок подвесного конвейера с одного пути на другой | 1974 |
|
SU682431A1 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| Окрасочная линия | 1989 |
|
SU1653860A1 |
| Установка для мойки деталей | 1988 |
|
SU1664421A1 |
| Подвесной грузонесущий конвейер для окраски крупногабаритных изделий | 1984 |
|
SU1221088A1 |
r g - ---- --..- иг.б - ° .. . л
иг.7
иг 8
