(54) СПОСОБ I Изобретение относится к литейному произвопству, а именно к способам изготовления отливок с использованием по фывающих моцель защитных элементов нащзимер полимерных пленок. Известны способы изготовления отливок, включающие покрытие модели защш ным элементом, заполнение опоки огнеупорным наполнителем и его вакуумирование 1. Наиболее близким по технической сущ ности и достигаемому эффекту к предлага емому является способ, включающий нагрев защитного элемента, воздействие иа внутреншою поверхность защитнозто элемента давлением выще атмосферного с одновременным вводом защитнохч элемен та во внутреншою полость модельно-кон. тейнерной оснастки и засыпкой этой по лости зернистым огнеупорным наполнителем, вакуумирование зернистого огнеупорного наполнителя, разделение формы и модально-контейнерной оснастки|2. ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРЮЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ 2 Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство, включающее мерный бункер с системой подачи в него воздуха под избыточным давлением, под- . вижный запирающий элемент, рамку с прикрепленным к ней защитным элементом, модельно-контейнерную оснастку в составе вакуумного контейнера, модели и подмодельной плиты и механизма прижима контейнера к бункеру и энергоизлучатели для нагрева защитного элемента З. Цель изобретения - повыщение производительности и улучщение качества поверхности форм. Поставленная цель достигается тем, . что в способе, включающем нагрев защитного элемента, воздействие на внутреншою поверхность защитного элемента давлением выше атмосферного с одновременным вводом эащитного элемента во внутреннюю полость модельно-контейнерной оснастки и засыпкой этой полости зернистым огнеупорным наполнителем, вакуумирование .
зернистого огнеупорного наполнителя, разделение формы и модельно-контейнер юй оснастки, огнеупорный наполнитель засыпают ,во внутреннюю полость модельно-контейнерной оснастки под давлением 0,2-0,5 атм, а затем повышают давлени до 1,0-2,0 атм.
Одновременно с воздействием на внутреншою поверхность защитного элемента давлением выше атмосферного или после. него на наружную поверхность защитног элемента воздействуют вакуумом в пределах 1 5О-570 мм рт. ст.
В устройстве J включают ем мерный бункер с системой подачи в него воздуха под избыточным давлением, подвижный запирающий элемент, рамку с прикрепленным к ней защитным элементом модельно-контейнерную оснастку в составе вакуумного контейнера, модели и под- модельной П.ПИТЫ: и механизма прижима контейнера к бункеру, и энергоизлучатели для нагрева защитного элемента, подвижin ni запирающий элемент выполнен в виде полого корпуса, в котором располо- жены энергоизлучатели для нагрева защитного элемента.
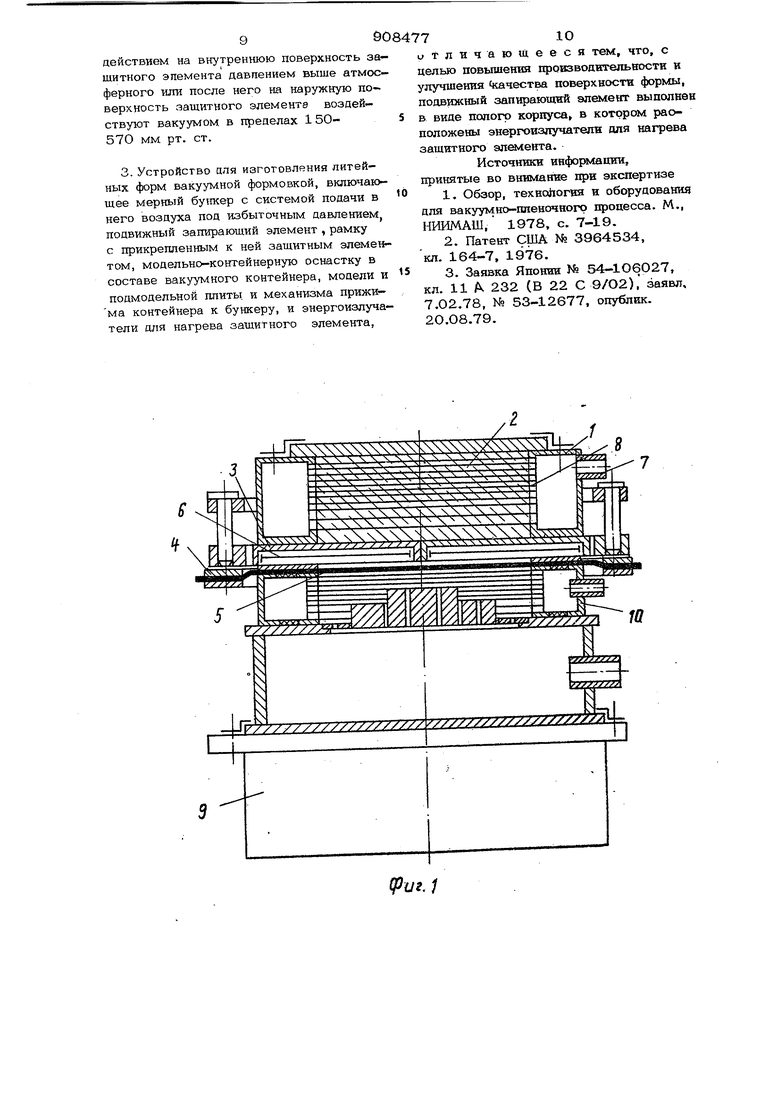
На фиг. 1-4 представлено устройство для реализаш-ш предлагаемого способа.
Мерный резервуар 1 заполняют огнеупорным наполнителем 2. Под ст орками 3 дшш.1а помещают рамку 4 с закреп- леншлм в ней защитным элементом 5, нащэтгмер полиэтиленовой пленкой. После нагрева последней за счет тепла нагрева- телой 6, вмонтированных в створках 3 днища через патрубок 7 и фильтры 8., огнеупорный напол1штель сообщается с источником избыточного давления. Перед этим мерный резервуар 1 с наполнителем 2 герметизтфуется-, Мехаштзмом 9 моде пъно контейнерная оснастка, содержаща контей 1ер 10, прижимается к резервуару 1 и створки 3 а№1Ща раскрываются (фиг. 2) спепиальиым меха(шзмом.
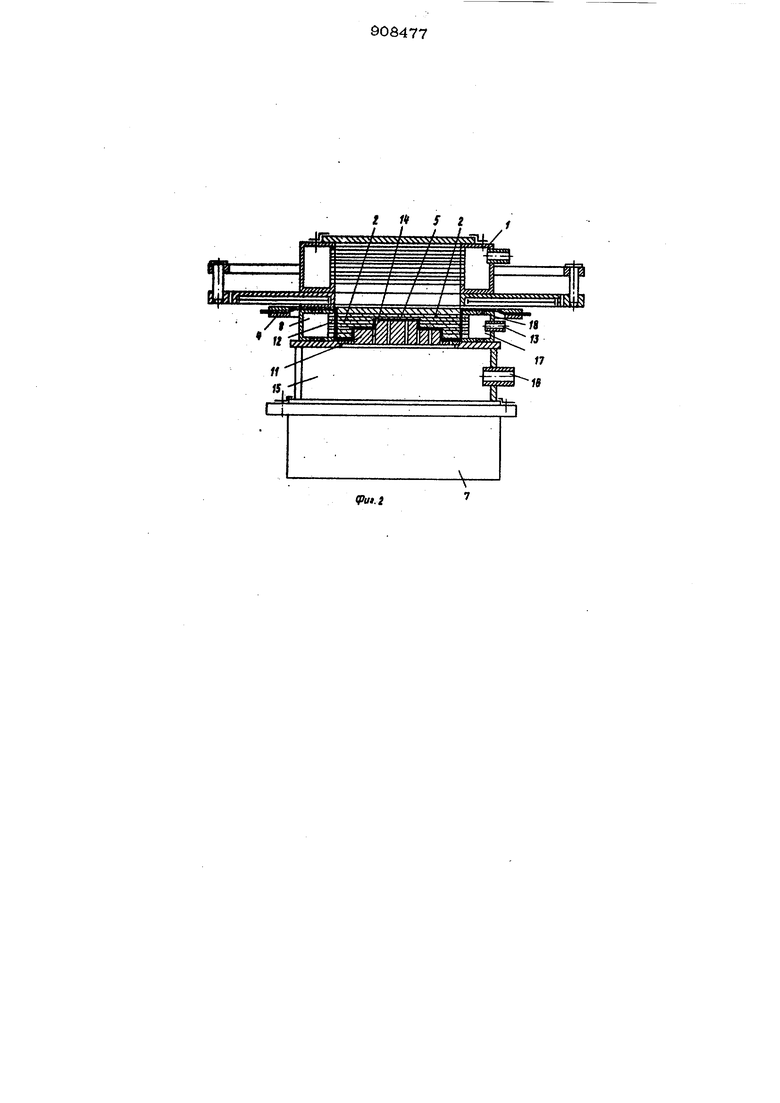
Огнеупорный наполнитель 2 заполняет контейнер 1О, а защитный элемент 5 плотно облегает модель 11, и контейнер 10 (его внутреннюю полость), так как воздух удаляется через фильтры 12 и патрубок 13, отверстия 14 в модели, подмодельную плиту 1 5, а также патрубок 16. Затем через патрубок 13 полость 17 ко 1тейнера 10 сообщают с иоточником ваккума. Давление в мерном резервуаре 1 снижают до атмосферного. С помощью механизма 9 модель вместе с контейнером 10 опускают, рамку 4
освобождают от защитного элемента 5 (пленки). При этомпленка 5 плотно облегает контейнер 10 за счет отсоса воздуха через-фильтры 12 и 18.
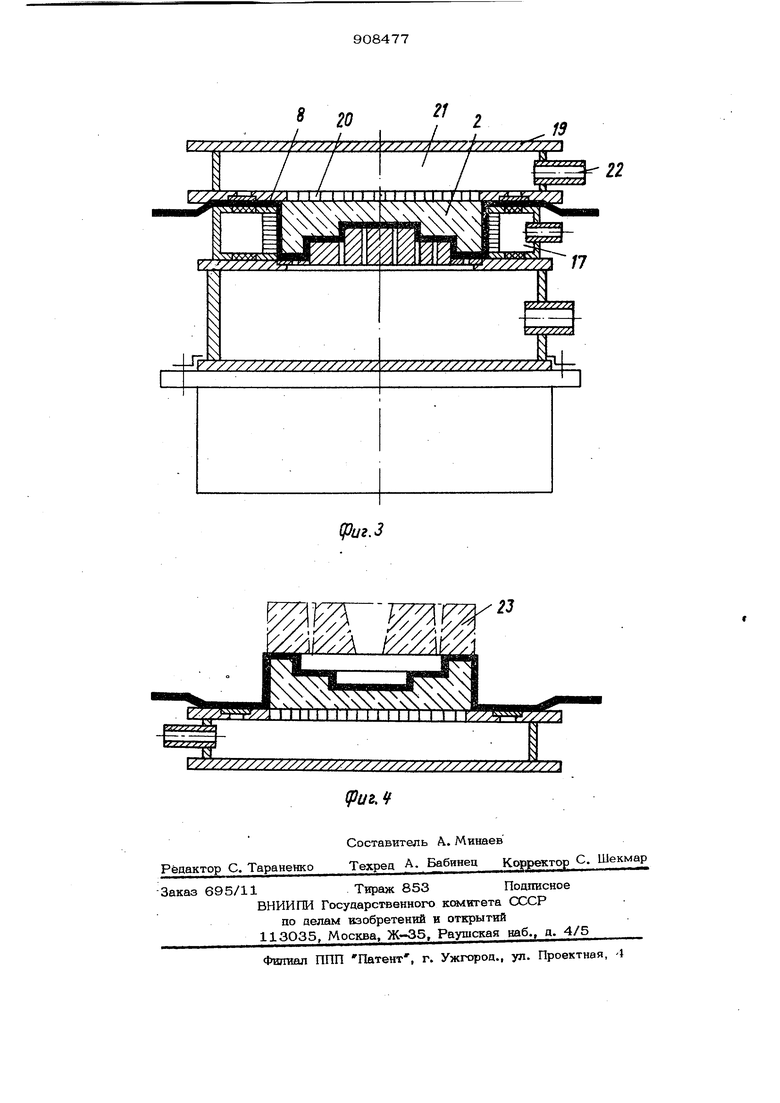
На контейнер 10 устанавливается поддон 19 (фиг. 3). Перед этим (при необходимости) излишки огнеупорного наполнителя очищаются скребком с поверхности контейнера 10. Огнеупорный наполнитель 2 вакуумируют через фильтры 20, полость 21, патрубок 22, а полость 17 контейнера 10 сообщают с атмосферой и извлекают из контейнера 10 фэрму (фиг. 4), которую подают под заливку. ПРИ необходимости литниковую систему и другие элементы располагают в стержне 23, выполненном любым из известных способов (из песчано-глинистой и других смесей, металла и т. д.) Если форма состоит из нескольких частей, то каж.дую из последних изготавливают самостоятельно ПОописанному способу, а затем выполняют сборку с последующей заливкой металла. Установлено, что наиболе пелесообразно огнеупорный наполнитель подавать в модельно-контейнерную оснастку, состоящую из контейнера 10, модели 11, сначала под низким давлением 0,20,5 атм, а затем с цепью доуппотЯения огнеупорного наполнителя и плотного прижима защитного экрана к поверхности модели повыщать давление до 1,0-2,0 атм.
Таким образом имеет место первоначальное заполнение модельно-контейнерной оснастки огнеупорным наполнителем, а затем нанесение защитного элемента на поверхность модели.
При этом предотвращаются разрывы защитного элемента (полимерной пленки) так как основная его деформация происходит при пониженном давлении, а плотны прижим к поверхности модели (остаточная деформация) по д высоким.
Однако при выполнении формы по описанному способу все же не удается обеспечить плотное облегание защитным элементом радиусов модели менее 5 мм, так как огнеупорный наполшгтель не успеваетзапопнить узкость между стенками модели до того момента, когда пленка охладится и её пластические свойства снизятся. Это приводит к тому, что на отливках, получаемых в указанных формах, радиусы менее 5 мм выполнять не удается. ,
Указанный недостаток устраняется при приме не |пш операции вакуумирования подмодельной плиты 15 через патрубок 16 59084 одновременно с заполнением контейнера 1О огнеупорным наполнителем 2. Такое решение расширяет возможности предлагаемого способа. Пример. Параметры предлагаемой 5 технопогии отрабатывают в процессе изготовления опытных отливок на экпериментальной установке. Применяют экспериментальную оснастку в соответствии с фиг. 1-4.10 В качестве огнеупорного наполнителя используют кварцевый сухой песок КО16Б. Избыточное давление в момент начала заполнения контейнера изменяют от 5 0,1 до 2.,2. атм через каждые ОД атм и после опыта анализируют качество нанесения на модель применяемой в виде защитного элемента полиэтиленовой пленки тотциной 0,1 мм.20 Качество нанесения на модель полиэтиленовой ппенки в зависимости от давления в момент заполнения контейнера огнеупорным наполнителем приведено в табл. 1.25 Таблица Давление в мо- Качество нанесения мент начала зана модель полиэтилено вой ппенки толщиной полнения кон- 0,1 мм .тейнера огнеупорным наполнителем, атм В углах и переходах формы образуются ра диусы свыше 20 мм независимо от радиус модели (менее 20 мм В углах и переходах формы образуются ра диусы до 5 мм незав симо от радиуса модели (в пределах 15 мм) Продолжение габл. I ачество нанесения на модель полиэтиленоой пленки толщиной %0,1 мм рорыв пленки в райне отверстий в моели для выхода оздуха. В соответствии с представленными в табл. 1 данными установлено, что при давлении в контейнере 1О менее 0,2 атм не обеспечивается достаточного облегания полиэтиленовой пленкой поверхности модели и в углах и переходах формы образуются радиусы свыще 20 мм, что практически не позволяет получать годные отливки. При давлении свыше 2,О атм имеет место прюрьт пленки, преимушественно в местах расположения отверстий 14 (фиг. 2) в модели, что в дальнейшем приводит к разрушению формы и получению некачественных отливок. На этом основании оптимальное давление, при котором начинают заполнять контейнер 10 огнеупорным наполнителем, выбрано в пределах 0,2-2,0 атм. С целью обеспечения плотного прилегания полиэтиленовой пленки к поверхности модели в местах расположения радиусов и переходов величиной менее 5 мм определяют оптимальную величину разряжения, создаваемого в полости подмодель ной плиты 15, меняя его величину от опыта к опыту через каждые 30 мм рт. ст. Качество нанесения на модель полиэтиленовой пленки в зависимости от . личины разряжения, создаваемого в полооти подмодельной плиты, приведено в табл. 2. Велишна разряКачество нанесения н жения, создава модель полиэтилена пленки тошциной 0,1 емого в полости подмодепьной ппиты, мм рт.ст. В углах и переходах формы (в отдельных случаях) образуются диусы свыше 5 мм н зависимо от радиуса модели в пределах 1 5 мм В углах и переходах дели радиус формы с ответствует радиусу дели более 1 мм Прорыв пленки в рай отверстий в модели для выхода воздуха Примечание: Во всех опытах диаметр отверстий в модегш составляе 0,8 мм. Давление в момент начала за полнения контейнера огнеупорным напо нителем 0,2 атм в одной из серий опы тов и 2,0 атм в . В соответствии с аан№1ми, приведе ными в табл. 2, установлено, что при вакууме в полости подмодельной плиты менее 150 мм имеет место неплотное прилегание ллешси и поверхности моде Б углах и переходах, имеющих радиус нее 5 мм. 78 При вакууме свыше 57О мм рт, ст. имеет место прорыв пленки в районе отверстий в модели для выхода воздуха. На основании изложенного, оптимальный вакуум в полости подмодельной плиты 15 выбран в пределах 150-57О мм рт. ст. Предлагаемое техническое решение повышает производительность пропесса изготовления литейных форм в связи с совмещением операций нанесения защитного элемента и заполнения контейнера огнеупорным наполнителем и уменьшает габариты оборудования. Кроме того, от падает необходимость в вьшолнении вибрации в связи с частичной фильтрацией воздуха через огнеупорный наполнитель, например сухой кварцевый песок, так как при заполнении контейнера последним имеет место .расширение объема и перетекание воздуха в разъемах. Совмещение нескольких операций (нагрев полимерной пленки, заполнение контейнера огнеупорным наполнителем, исключение вибрации) приводит к снижению трудоемкости изготовления литейных форм, а замена опок формой из пленки на поддоне облегчает операции выбивки отливок и повышает долговечность оснастки. Предлагаемый способ изготовления литейных форм может найти широкое применение при создании комплексно-механизированных линий и участков для производства точного литья с чистой поверхностью из чугуна, стали и цветнъ1х сплавов. Формула изобретения 1.Способ изготовления литейных форм, включающий нагрев защитного элемента, воздействие на внутреннюю поверхность защитного элемента давлением выше атмосферного с одновременным вводом защитного элемента во внутреннюю полость модельно-контейнерной оснастки и засыпкой этой полости зернистым огнеупорньп д наполнителем, вакуумирование зернистого огнеупорного наполнгггеля, разделение формы и модельно-контейнерной оснастки, отличающийся тем, что, с целью повышения производительности и улучшения качества поверхности формы, огнеупорнь1й наполнитель засыпают во внутре№щою полость модельно-контейнерной оснастки под давлением 0,2-0,5 атм, а затем повышают давление до 1,0-2,0 атм. 2.Способ по п. 1, отличающий с я тем, что одновременно с воздействием на внутреншою поверхность защитного элемента давлением выше атмосферного шга после него на наружную по верхность защитного элемента воздействуют вакуумом в пределах 1 50570 мм рт. ст. 3. Устройство для изготовления литейных форм вакуумной формовкой, включающее мерный бучкер с системой подачи в него воздуха под избыточным давлением подвижный запирающий элемент , рамку с прикрепленным к ней защитным элементом, модельно-контейнерную оснастку в составе вакуумного контейнера, модели и подмодельной плиты, и механизма прижи- ма контейнера к бункеру, и энергоизлуча- тели для нагрева защитного элемента. отличающееся тем, что, с целью повьпиения провзводительвости и улучшения качества поверхности формы, подвижный запираюищй элеметг выполнен в виде полого корпуса, в котором расположены энергоизпучатепи для нагрева защитного алетлента. Источники информации, принятые во внимание при экспертизе 1.Обзор, технология и оборудования для вакуумно-пленочного процесса. М., НИИМАШ, 1978, с. 7-19. 2.Патент США № 3964534, кл. 164-7, 1976. 3.Заявка Японии № 54-1О6027, кл. 11 232 (В 22 С 9/О2), заявл, 7,02.78, № 53-12677, опублик. 20.О8.79.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отливок | 1979 |
|
SU821030A1 |
| Способ вакуумно-пленочной формовки | 1990 |
|
SU1688969A1 |
| Способ изготовления отливок | 1981 |
|
SU952413A1 |
| Способ изготовления литейных форм | 1975 |
|
SU579084A1 |
| Способ изготовления литейных форм | 1979 |
|
SU821032A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| Устройство для прижима деформируемыхэКРАНОВ K МОдЕльНыМ плиТАМ и ОпОКАМ | 1979 |
|
SU797837A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Способ поверхностного легирования отливок при вакуумной формовке | 1987 |
|
SU1588487A1 |
. /
(риг.З
Id
