САЭ СП СО
IsD
Изобретение относится к литейному производству и, может быть использовано для разработки технологии и оснаст ки при изготовлении литейных форм со стержнями вакуумно-пленочной формовкой.
Цель изобретения - повьшение качества изготавливаемых отливок и расширение технологических возможностей.
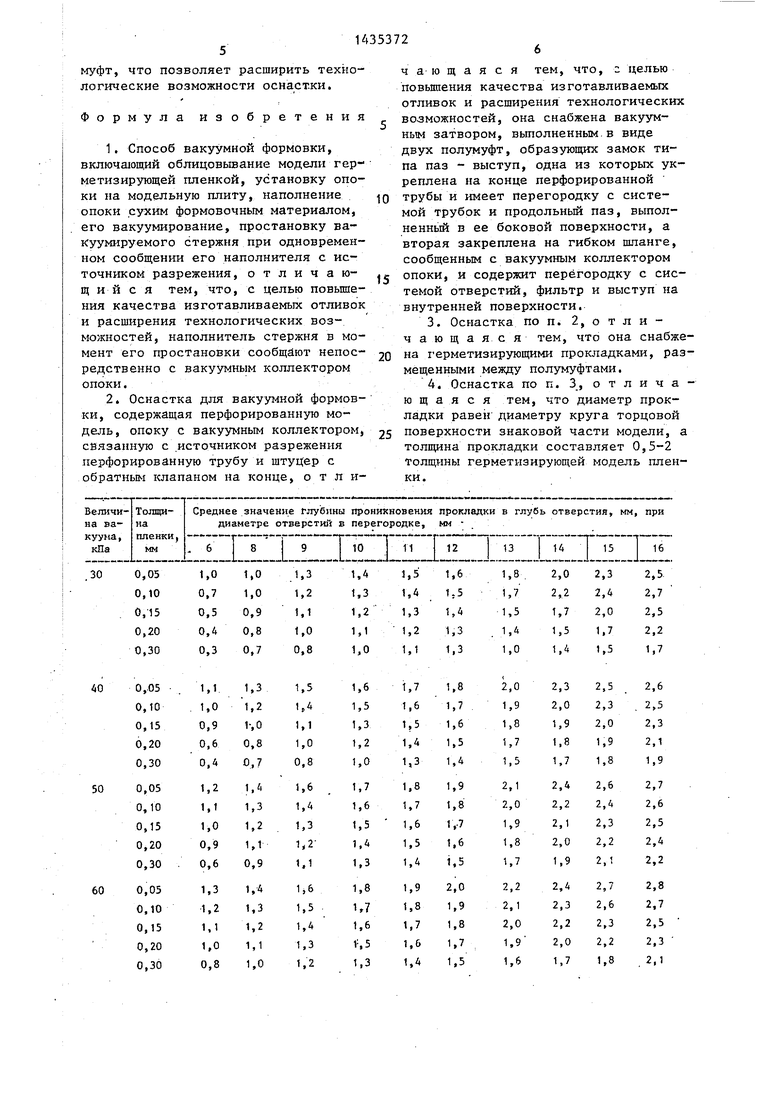
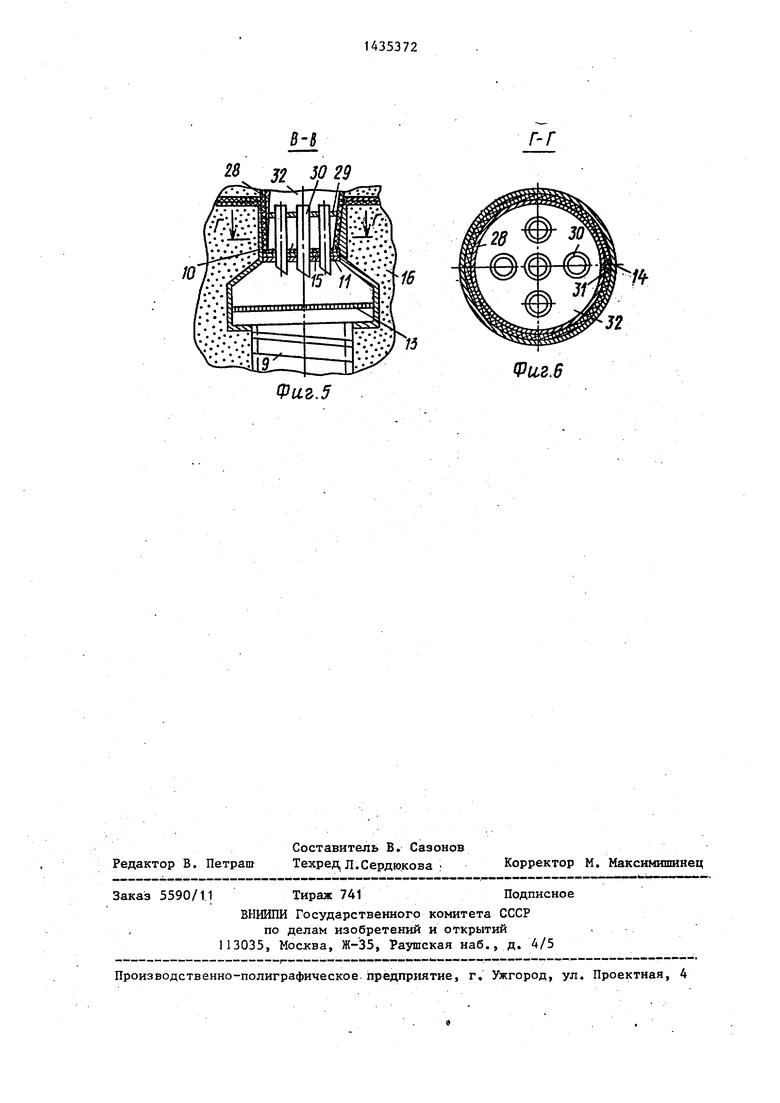
На фиг. 1 показана оснастка в момент формовки; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - форма в сборе; на фиг. 5 - разрез В-В на фиг, 4; на фиг,6 - разрез Г-Г на фиг. 5.
Оснастка содержит подмодельную плиту 1 с вакуумной полостью 2, отсасывающими отверстиями 3 и патрубком 4 модель 5 со знаковыми частями 6, опоку 7 , с вакуумной полостью 8 которой соединен гибкий шланг 9, на конце которого укреплена полумуфта 10, содержащая перегородку 11 с системой отверстий 12, фильтр 13 и выступ 14 на внутренней поверхности. На торцовой поверхности знаковой части 6 модели 5 установлена прокладка 15, выполненная из герметизирующего материала. Опока 7 заполнена сухим формовочным материалом 16, изолированным от атмосферы герметизирующими пленками 17 и 18.
Наружная стенка 19 опоки 7 снабжена патрубком 20 для соединения с внешней вакуумной системой (не показана) , а внутренняя стенка 21 опоки 7 снабжена гнездом 22 для подключения гнбкого шланга 9 и фильтрами 23 для отсоса воздуха из формы. На под- модельной плите 1 опока 7 фиксируется с помощью штырей (не показаны) «
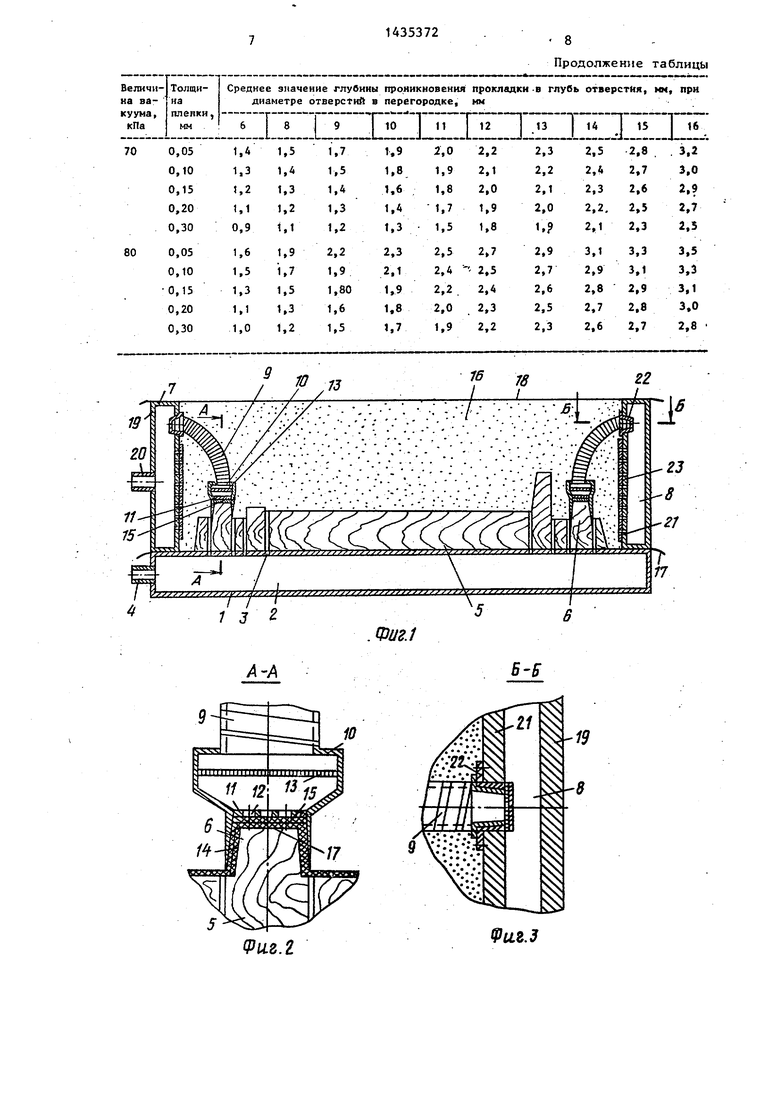
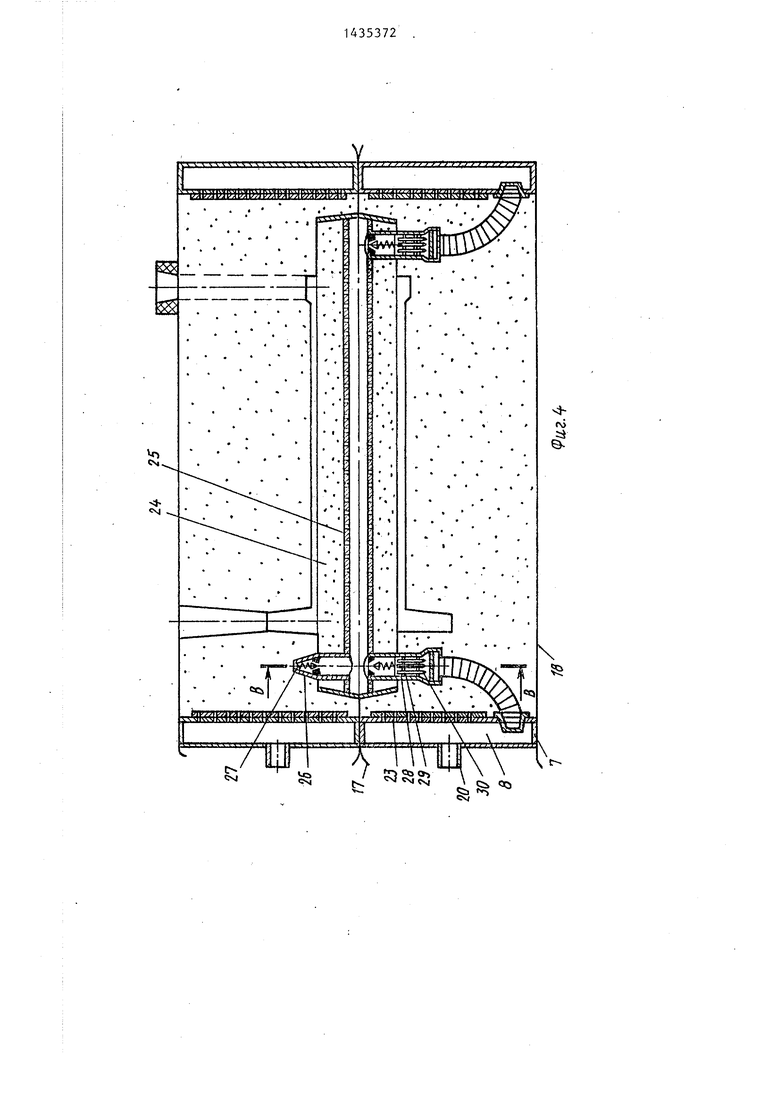
На фиг. 4-6 показана форма в сборе, подготовленная к заливке, образованная верхней и нижней полуформами, а также вакуумным стержнем
24,включающим перфорированну о .трубу
25,штуцер 26 с обратным клапаном
27 на конце, полумуфту 28, укрепленную на конце перфорированной трубы 25 и содержащую перегородку 29, систему трубок 30, продольньй паз 31 в боковой поверхности (фиг. 5 и 6). Причем полумуфта 10, соединяемая с вакуумной полостью 8 опоки 7, при сочленении с полумуфтой 28, укреп- , ленной на перфорированной трубе 25, образуют вакуумный затвор (фиг. 5), а замок типа паз - выступ образуется
0
5
0
5
0
5
0
5
0
5
соответствующими элементами, укрепленными на боковых поверхностях обеих полумуфт и обеспечивающими точное их сочленение (фиг. 6).
Способ осуществляют следующим образом.
Подмодельная плита 1 с моделью 5 облицовывается нагретой герметизирующей пленкой 17, при этом отсасывающие отверстия 3 через вакуумную цолость 2 и патрубок 4 подключаются к вакуумной системе (фиг. 1). Затем на облицованную подмодельную плиту 1 устанавливается опока 7, которая фиксируется с помощью штырей (не показаны). После этого на знаковые части моделей 5 накладываются прокладки 15 из герметизирующего материала и ус- устанавливаются полумуфты 10, соединенные посредством гибкого шланга 9, через гнездо 22 внутренней стенки 21 с вакуумной полостью 8 опоки 7. Затем производят заполнение опоки сухим формовочным материалом 16, его уплотнение, например, с помощью вибратора и изоляцию опоки 7 сверху от атмосферы герметизирующей пленкой 18. Опока 7 подключается к внешней вакуумной системе и производится отсос воздуха из полумуфты 10 через гибкий шланг 9, гнездо.22 и вакуумную полость В опоки 7, а также отсос воздуха из полуформ через фильтры 23, вакуумную полость 8 и патрубок 20. Одновременно патрубок 4 подмодельной готиты 1 отключается от внешней вакуумной системы и сообщается с атмосферой (фиг. 1-3). Прокладка 15, установленная торцовую поверхность знаковой части 6 модели 5, предотвращает прорыв герметизирующей пленки 17 сквозь отверстия 12 при облицовке внутренней поверхности полумуфты в период герметизации полуформы низа.
Изготовленная полуформа снимается с подмодельной плиты, кантуется на 180, и производится установка вакуумного стержня в центрирующие отверстия 32 полумуфты 10, заформованной в полуформе.
Пояумуфта 28 вакуумного стержня 24 сочленяется с полумуфтой 10, заформованной в полуформе, причем паз 31, выполненный на боковой поверхности полумуфты 28, совпадает с выступом 14, выполненным на боковой поверхности полумуфты 10, чем обеспечивается направленное перемещение и
совпадение обеих полумуфт. Подключение перфорированной трубы 25 к вакуумной полости 8 опоки 7 осуществляется путем прорезания торцовыми кром- ками трубок 30 прокладки 15 и герметизирующей пленки 17 при совпадении полумуфт 10 и 28.
После подключения вакуумного стержня 24 к вакуумной полости 8 опоки 7 производится отключение штуцера 20 от внешней вакуумной системы, срабатывает обратньп клапан 27 и отсасывающее отверстие штуцера 26 изолируется от атмосферы.
Полуформа низа с установленным вакуумным стержнем 24 накр ывается полуформой верхами литейная форма готова к заливке (фиг. 4-6),
П р и м е р. Отливка - рукав полу- оси. Материал отливки - чугун С430. Опока 610х710 300 мм. Формовочный . материал - сухой кварцевый песок 1К016Б. Герметизирующая пленка - эти- ленвинилацетатная толщиной 0,1 мм марки Сэвилен. Применяемая экспериментальная оснастка изображена на фиг, 1-6.
Вакузпмная формовка включает в себя следующие операции: облицовывание модели герметизирующей пленкой, установка опоки на модельную оснастку, наложение на торцовые поверхности знаковых частей модели прокладок, выполненных из герметизирующего ма
териала, после чего на последние устанавливают полумуфты, сообщающиеся с вакуумной системой, наполнение опоки сухим формовочным материалом, уплотнение, герметизацию, вакуумирова- ние формовочного материала путем подключения к вакуумной системе и простановка стержня.
Использование прокладок в полумуфтах обусловлено необходимостью предотвращения прорьта герметизирующей пленки сквозь отсасьгоающие отверстия в перегородке полумуфты при его облицовке.
Выбор оптимальной толщины прокладки, предупреждающей прорыв герметизирующей пленки сквозь отсасывающие отверстия в полумуфте, сообщающейся с вакуумной полостью опоки, а также обеспечивающей достаточно легкое ее прорезание торцовыми по верхностями кромок трубок при установке вакуумного стержня в центрирующие отверстия полумуфт, заформован-
5
JQ
20
5
30
5
0
5
0
5
ных в полуформе, определяется на ос- . новании экспериментальных данных.
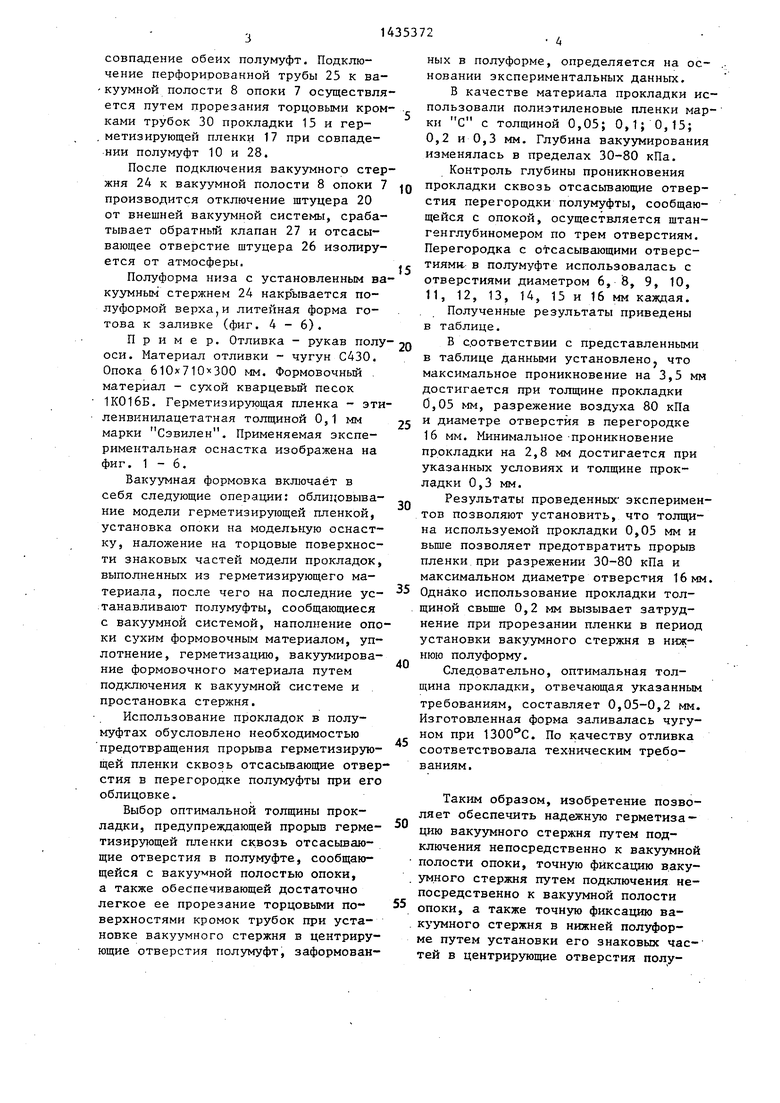
В качестве материала прокладки использовали полиэтиленовые пленки марки С с толщиной 0,05; 0,1; 0,15; 0,2 и 0,3 мм. Глубина вакуумирования изменялась в пределах 30-80 кПа.
Контроль глубины проникновения прокладки сквозь отсасывающие отверстия перегородки полумуфты, сообщающейся с опокой, осуществляется штан- генглубиномером по трем отверстиям. Перегородка с отсасывающими отверстиями.; в полумуфте использовалась с отверстиями диаметром 6, iS, 9, 10, 11, 12, 13, 14, 15 и 16 мм каждая.
Полученные результаты приведены в таблице.
В соответствии с представленными в таблице данными установленоj что максимальное проникновение на 3,5 мм достигается при толщине прокладки 0,05 мм, разрежение воздуха 80 кПа и диаметре отверстия в перегородке 16 мм. Минимальное-проникновение прокладки на 2,8 мм достигается при указанных условиях и толщине прокладки 0,3 мм.
Результаты проведенных экспериментов позволяют установить, что толщина используемой прокладки 0,05 мм и вьщге позволяет предотвратить прорыв пленки при разрежении 30-80 кПа и максимальном диаметре отверстия 16 мм. Однако использование прокладки толщиной свьщге 0,2 мм вызывает затруднение при прорезании пленки в период установки вакуумного стержня в нижнюю полуформу.
Следовательно, оптимальная толщина прокладки, отвечающая указанным требованиям, составляет 0,05-0,2 мм. Изготовленная форма заливалась чугуном при 1300 С. По качеству отливка соответствовала техническим требованиям.
Таким образом, изобретение позволяет обеспечить надежную герметизацию вакуумного стержня путем подключения непосредственно к вакуумной полости опоки, точную фиксацию ваку- Земного стержня путем подключения непосредственно к вакуумной полости опоки, а также точную фиксацию вакуумного стержня в нижней полуформе путем установки его знаковых частей в центрирующие отверстия полумуфт, что позволяет расширить технологические возможности оснаст.ки.
Формула изобретения
1. Способ вакуумной формовки, включающий облицовывание модели герметизирующей пленкой, установку опоки на модельную плиту, наполнение опоки сухим формовочным материалом, его вакуумирование, простановку ва- куумируемого стержня при одновременном сообщении его наполнителя с источником разрежения, отличающийся тем, что, с целью повьше- ния качества изготавливаемых отливок и расширения технологических возможностей, наполнитель стержня в момент его простановки сообщают непосредственно с вакуумным коллектором опоки.
24 Оснастка для вакуумной формовки, содержащая перфорированную модель, опоку с вакуумным коллектором, связанную с источником разрежения перфорированную трубу и штуцер с обратным гслапаном на конце, отличающаяся тем, что, 2 целью повьшения качества изготавливаемых отливок и расщирения технологических
возможностей, она снабжена вакуумным затвором, выполненным.в виде двух полумуфт, образующих замок типа паз - выступ, одна из которых укреплена на конце перфорированной
трубы и имеет перегородку с системой трубок и продольный паз, выполненный в ее боковой поверхности, а вторая закреплена на гибком шланге, сообщенным с вакуумным коллектором
опоки, и содержит перегородку с системой отверстий, фильтр и выступ на внутренней поверхности.
3.Оснастка по п. 2, отличающаяся тем, что она снабжена герметизирующими прокладками, размещенными между полумуфтами.
4.Оснастка по п. 3, отличающаяся тем, что диаметр прокладки равен диаметру круга торцовой
поверхности знаковой части модели, а толщина прокладки составляет 0,5-2 толщины герметизирующей модель пленки.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1980 |
|
SU942862A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Оснастка для изготовления безопочных форм вакуумно-пленочной формовкой | 1987 |
|
SU1518074A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU865486A2 |
| Подмодельная плита для вакуумной формовки | 1985 |
|
SU1308423A2 |
| Литейная форма | 1977 |
|
SU634839A1 |
Изобретение относится к области литейного производства и может быть использовано для разработки технало- гии и оснастки при изготовлении ли- тейных форм со стержнями вакуумно- пленочной формовкой. Целью изобретения является повышение качества изго- тавливаемьпс отливок и расширение технологических возможностей. Поставленная цель достигается тем, что в момент установки стержня, изготовлен- ;ного методом вакуумной формовки, его наполнитель сообщают непосредственно с вакуумным коллектором опоки. Для этого в оснастке предусмотрен вакуумный затвор, вьшолненный в виде двух полумуфт, соединяемых при помощи замка типа паз - выступ, одна из которых укреплена на конце перфорированной трубы стержня - имеет перегородку, с системой трубок и продольный паз в боковой поверхности, а другая через гибкий шланг соединена с вакуумной полостью опоки и содержит перегородку с системой отверстий, . фильтр и выступ на внутренней поверхности. 2 с. и 2 31П.Ф-ЛЫ, 6 ил., 1 табл. о ( (Л с
19
(рив.2
гг
Фиг.з
. . 77 -«I /
&
7
Jo
N
/ N
fc 4
Я-5 32 SO 29
I--L
Фиг.5
r-r
16
32
Фаг.б
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
