I
Изобретение относится к порошковой; металлургии, в частности к устройствам для изготовления заготовок микросварочного инструмента из пластифицированных порошков твердого сплава.
Известно устройство для изготовления порошковых заготовок, содержащее металлическую форму, в которой находится вкладыш, формирующий внешнюю поверхность заготовки, и стержень с за| репленной в нем проволокой необходимого диаметра, формующей центральное отверстие ,
Недостатком этого устройства является большой процент брака заготовок по несоосности капиллярного отверстия за счет прогиба проволоки, в результате чего образуется разностенность и неравномерная по объему плотность материала заготовки.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для формования заготовок из порошка,включающее корпус и расположенные в нем литниковую камеру, поршень, обогреватель, пресс-форму, соединенную с камерой каналами и содержащую крышку и центральный игольчатый знак 2.
Недостатками этого устройства являются разностенность заготовок за счет отклонения вершины знака, имеющего недостаточную прочность на изгиб, от оси пресс-формы, а также низ10кая плотность материала в верхней части заготовки, что приводит к возникновению пор при спекании.
Цель изобретения - исключение разностенности заготовок.
fS
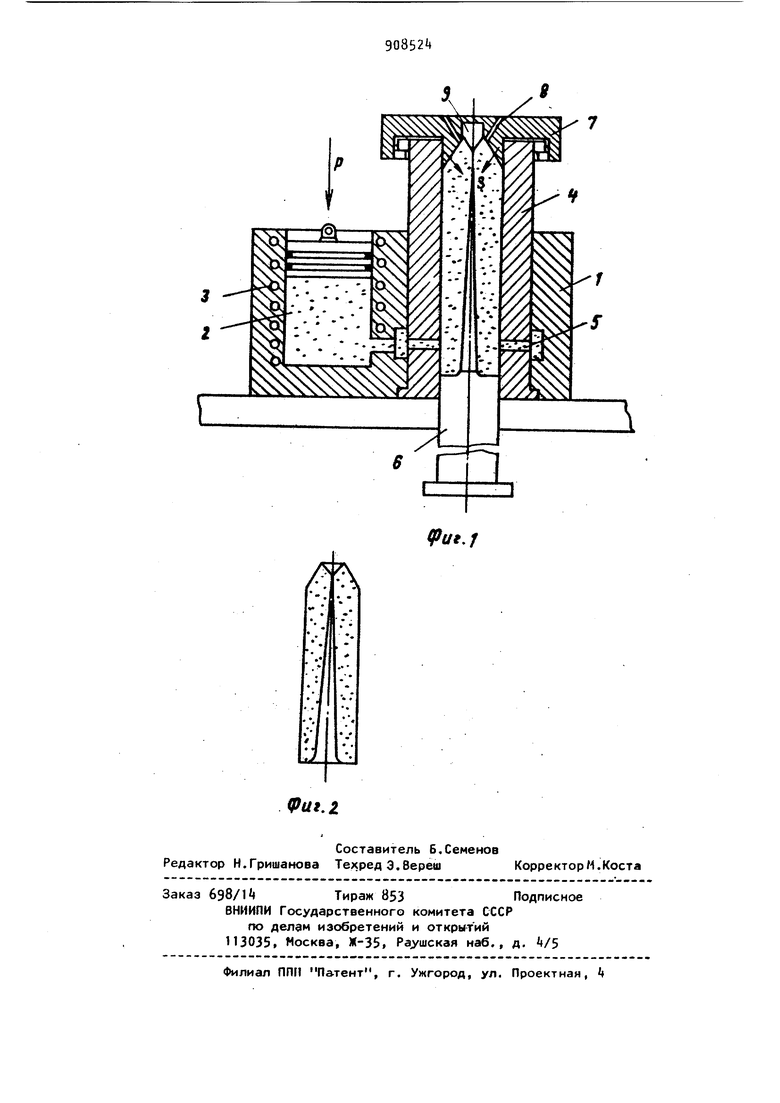
Указанная цель достигается тем, что в устройстве для формования заготовок из порошка, включающем корпус и расположенные в нем литниковую камеру, поршень, обогреватель, пресс20форму, соединенную с камерой каналами и содержащую крышку и центральный игольчатый знак, крышка снабжена магнитом в виде остроконечного конуса. установленным напротив вершины знака и выполнена с отверстиями и внутренней кольцевой конической полостью, охватывающей вершину знака и конус магнита. На фиг. 1 схематично изображено предложенное устройство, общий вид; на фиг. 2 - заготовка. Устройство содержит корпус 1 с ли никовой камерой 2, обогреваемой на(- ревателем 3. В корпусе 1 вертикально установлена пресс-форма Ц, соединенная с литниковой камерой 2 отверстия ми 5| расположенными у основания пресс-формы. По оси пресс-формы установлен знак 6, служащий для формирования капиллярного отверстия в заготовке инструмента. Сверху полость пресс-формы закрывается крышкой 7 с конусообразной внутренней поверхностью, содержащей отверстия 8 для выхода газа и воздуха из полости пресс-формы при ее заливке шликером. В крышке 7 пресс-формы соосно со знаком 6 крепится остроконеч{ный магнит 9 конической формы так, что его вершина находится на некотором расстоянии от знака 6. Устройство работает следующим образом. Разогретая до 100 - шликерная масса, состоящая из твердосплавного порошка и пластификатора, из литниковой камеры 2 подается под дав лением через отверстия 5 в полость npect-формы, заполняет ее, обтекая знак 6. Воздух и газы, вытесненные из полости пресс-формы, выходят через отверстия 3 в крышке 7 пресс-фор мы. Достигнув конусной поверхности 9 крышки 7 пресс-формы, шликерная масса уплотняется. Конический остроконечный магнит, установленный по оси пресс-формы в непосредственной близо ти от вершины знака, удерживает магнитным полем вершину знака от смещений по оси. 9 44 Под действием магнитного поля вершина знака испытывает растягивающее усилие и удерживается этими силами на оси пресс-формы. После заполнения пресс-формы шликером, снимается крышка 7 с прессформы i, заготовка выталкивается из полости пресс-формы и укладывается в тару для спекания и дальнейшей обработки. Устройство позволяет уменьшить на 8 - 10 брак по несоосности отверстий в заготовках и их разностенности. Дополнительное повышение качества заготовок (уменьшение вероятности образования пор и раковин в рабочей зоне заготовки) достигается за счет уплотнения шликерной массы благодаря вогнутой конической поверхности крышки пресс-формы, охватывающей вершину знака. формула изобретения , Устройство для формования заготовок из порошка, включающее корпус и расположенные в нем литниковую камеру, поршень, обогреватель, прессформу, соединенную с камерой каналами и содержащую крышку и центральный игольчатый знак, отличающеес я тем, что, с целью исключения разностенности заготовок, крышка снабжена магнитом в виде остроконечного конуса, установленным напротив вершины знака, и выполнена с отверстиями и внутренней кольцевой конической полостью, охватывающей вершину знака и конус магнита. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 350588, кл; В 22 F 3/12, 1972. 2,Калинин Ю.И. и др. Серийное изготовление твердосплавного микросварочного инструмента. - Электронная промышленность, 197, f 9, с. 76-78.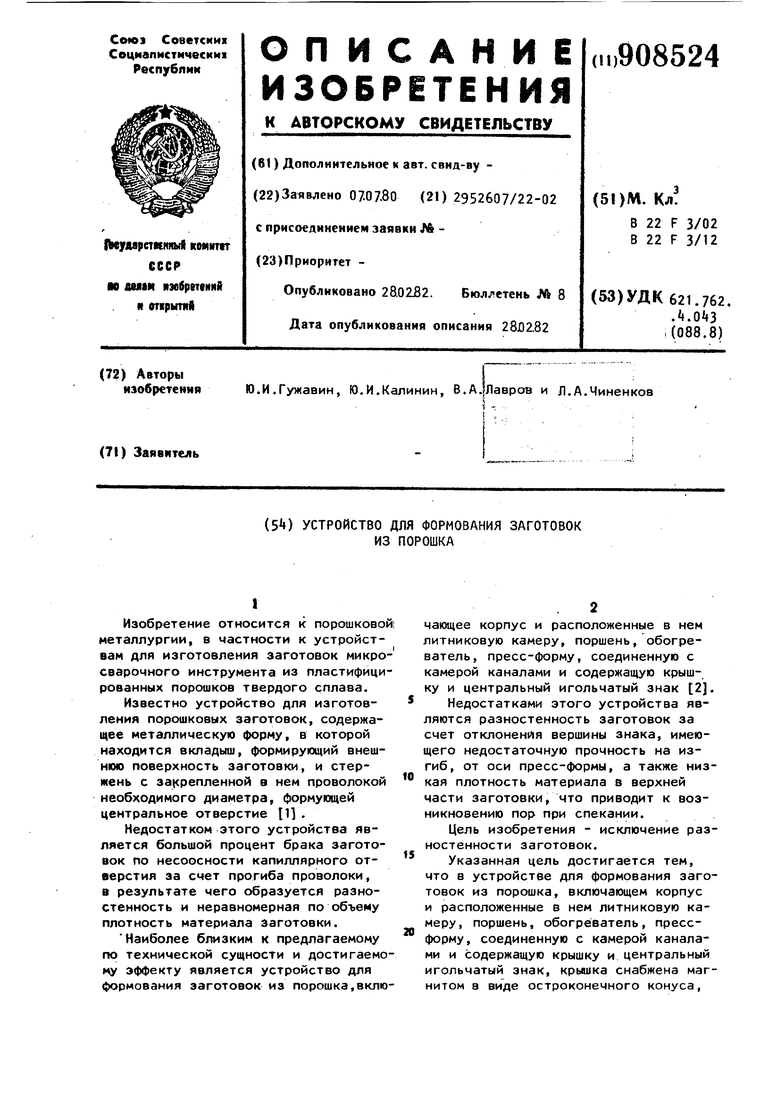
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченного микросварочного инструмента | 1986 |
|
SU1435404A1 |
| Пресс-форма для формования заготовок лопаток турбин методом горячего шликерного литья под давлением | 2023 |
|
RU2818884C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| ЛИТЬЕВАЯ ФОРМА | 1997 |
|
RU2131807C1 |
| Способ изготовления оболочки антенного обтекателя из кварцевой керамики и установка для его осуществления | 2019 |
|
RU2714162C1 |
| ФОРМОВОЙ КОМПЛЕКТ | 2005 |
|
RU2285609C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2374069C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ КЕРАМИЧЕСКИХ ИМПЛАНТАТОВ | 1993 |
|
RU2089130C1 |
| Устройство для горячего литья плоских керамических изделий | 1973 |
|
SU451526A1 |