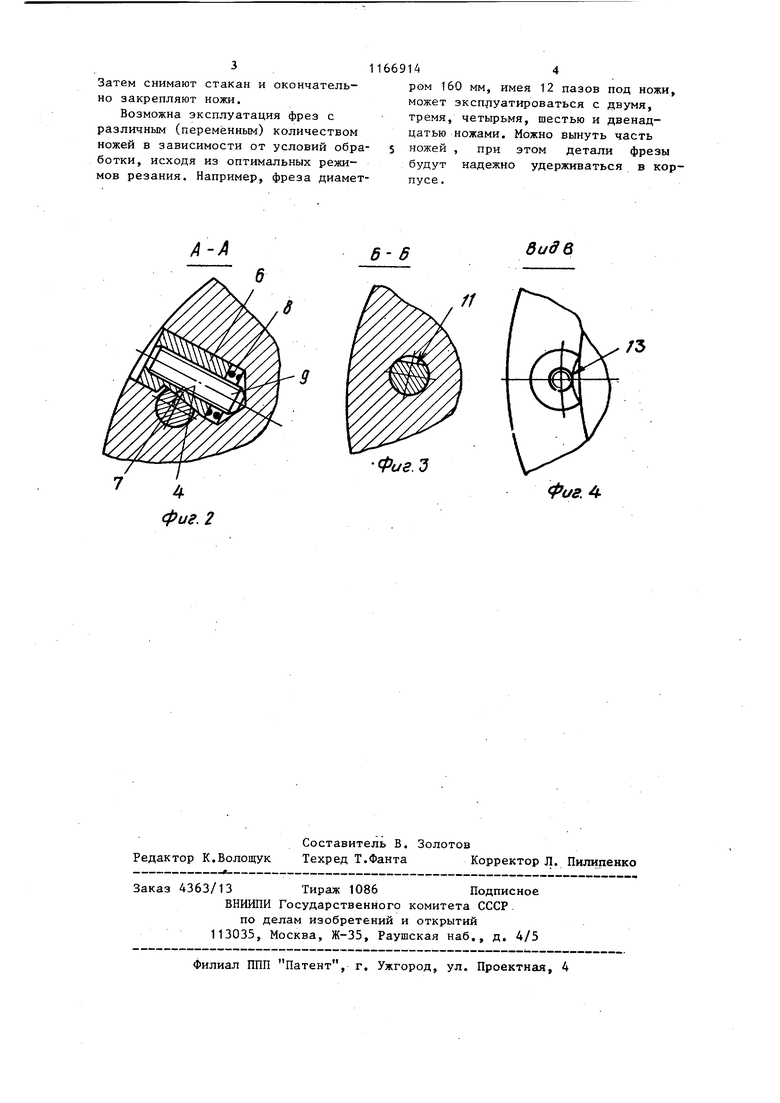
Изобретение относится к области металлообработки и может быть испол зовано при проектировании сборных фрез, оснащенных режущими ножами. Целью изобретения является повышение эксплуатационных свойств фрезы, заклйчающееся в сокращении врем ни на переналадку и регулировку реж щих элементов, а также возможности эксплуатации фрезы в различных усло виях обработки за счет изменения количества режущих ножей при сохранении цельности конструкции фрезы. На фиг. 1 изображена фреза; на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг. 1; на фиг.4 - вид по стрелке В на фиг.1. В корпусе 1 торцовой фрезы выпол нены отверстия 2 под режущие ножи 3 со срезанными лысками 4, а также отверстия 5 под втулки 6 с клиновидным скосом 7. Втулки подпружинены пружинами 8. Перемещение (затяги вание) втулок 6 производится вращением винта 9. В отверстиях 2 корпус установлены толкатели 10, контактирующие с торцом режущих ножей 3. Толкатели вьшолнены с лыской 11, взаимодействукщей с клиновидным скосом 7 втулки 6 при вынутых ножах. Положение лыски 11 толкателя фиксируется головкой 12с дугообраз ной выемкой 13. Толкатели 10 подпру жинены пружиной 14, предназначенной для быстрого освобождения режущего ножа 3. Пружина 8 втулки рассчитана НА большее усилие,, чем пружина 14 толкателя, благодаря чему нож 3 предварительно удерживается в отвер стиях 2 корпуса, выбирая зазор межд стержнем ножа 3 и отверстием 2 корпуса, что исключает смещение ножа при окончательном закреплении его винтом 9. Сборка фрезы осущёстйляется еледующим образом. В отверстие 2 корпуса 1 устанавл вается пружина 14 и толкатель 10. На штоке толкателя закрепляется головка 1 с дугообразной выемкой. Тол катель 10 оттягивается, сжимая пруж ну 14, вставляется пружина 8 и втул ка 6 с винтом 9. Затем плоскость лыски 11 толкателя 10 совмещается с плоскостью клиновидного скоса 7 втулки 6 посредством регулирования положения головки 12. Толкатель 10 отпускается, под действием пружины 14 головка 12 входит в соприкосновение с корпусом фрезы. Затем отпускается втулка 6, которая под действием пружины 8 приходит в соприкосновение своим скосом 7 с лыской 4, что исключает ее выпадение из корпуса. Установка ножей в корпусе производится при нажатии на втулку 6, при этом освобождается лыска 11 толкателя 10, а нож вставляется в отверстие 2, сжимая пружину 14. Устанавливается требуемый вылет ножей 3. Затем втулка 6 отпускается, и . благодаря усилию пружины 8 фиксируется осевое положение ножа 3. Окончательное закрепление ножа 3 производится затягиванием винта 9, При смене ножей необходимо освободить винт 9, нажать на втулку 6, при этом благодаря пружине 14 толкатель 10 вытолкнет нож из корпуса. Регулировка ножей фрезы может про-изводиться на станке или вне станка следующим образом. 1.Фреза крепится на шпинделе станка, предварительный вылет ножей устанавливается штангенциркулем. На столе станка крепится упор, например, мерная плитка. Один из ножей устанавливается над упором. Вертикальным, перемещением станка упор доводят до соприкосновения с ножом, продвигая нож в осевом направлении на некоторое расстояние. Лимб.станка устанавливается на нулевую отметку. Затем опускается стол, над упором устанавливается следующий нож, стол поднимается по лимбу до ранее установленной нулевой отметки. Аналогично устанавливаются остальные ножи. Такая установка обеспечивает биение ножей 0,01-0,02 мм. 2.На станке станка устанавливается кольцо с параллельными торцами. Предварительно закрепленные ножи подводятся вертикальным перемещением стола до соприкосновения с кольцом, дальнейшим перемещением стола ножи утапливаются в корпус. Затем стол опускают и ножи закрепляют окончательно. 3.Фреза с предварительно закрепленными ножами кладется опорным торцем на поверочную плиту, накрьшается стаканом, в днище которого упираются ножи. Торец стакана доводят до соприкосновения с поверхностью поверочной плиты.
Затем снимают стакан и окончательно закрепляют ножи.
Возможна эксплуатация фрез с различным (переменным) количеством ножей в зависимости от условий обработки, исходя из оптимальных режимов резания. Например, фреза диаметром 160 мм, имея 12 пазов под ножи, может эксплуатироваться с двумя, тремя, четырьмя, шестью и двенадцатью ножами. Можно вынуть часть ножей , при этом детали фрезы будут надежно удерживаться в корпусе.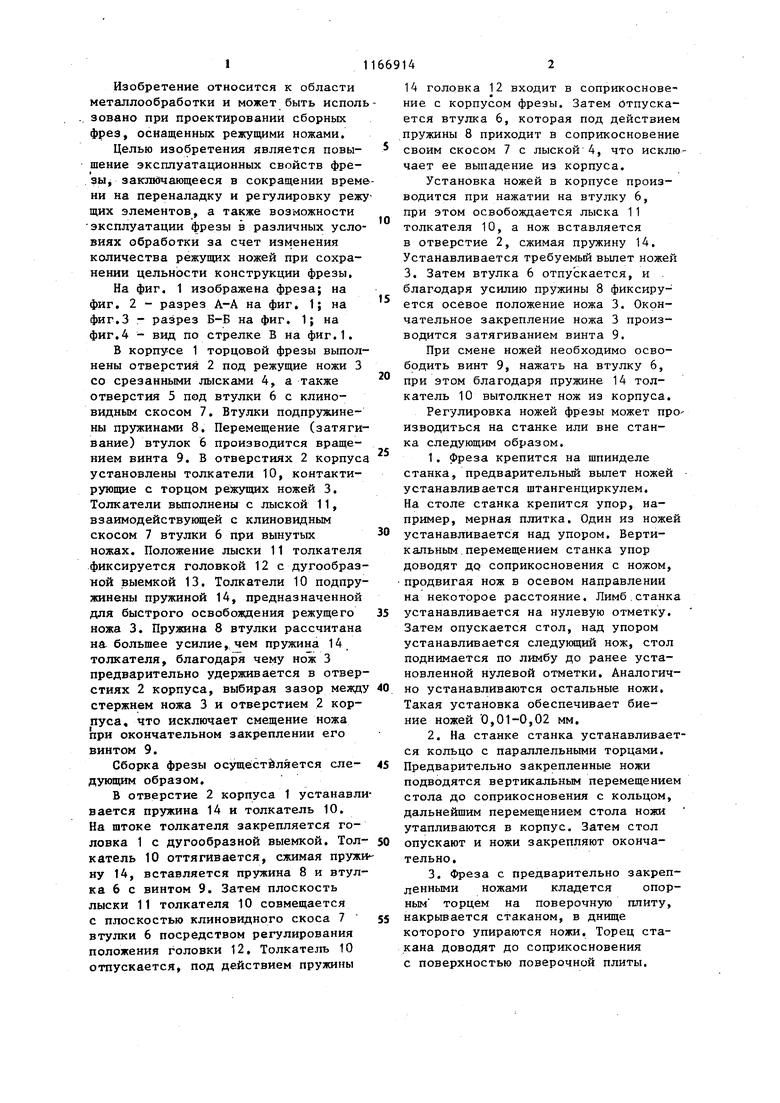
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Подающее устройство к деревообрабатывающему станку | 1985 |
|
SU1288061A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Держатель | 1989 |
|
SU1703296A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых, трубок | 1951 |
|
SU96009A1 |
| Переходная втулка для закрепления инструмента в шпинделе станка | 1990 |
|
SU1738502A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2038960C1 |
ТОРЦОВАЯ ФРЕЗА, содержащая корпус, цилиндрические режущие ножи, закрепляемые посредством перпендикулярно расположенных к ним вставок с клиновым скосом, и регулировочные отличающаяся элементы. тем, что, с целью повышения эксплуатационных свойств фрезы, регулировочные элементы выполнены в виде подпружиненных цилиндрических толкателей, диаметр которых равен диаметру режущих ножей, установленных соосно с ними, при этом на толкателях выполнены лыски, предназначенные для взаимодействия с клиновыми скосами вставок.(Л а О) 
А6udQ
6-6
фиг. 4
| Филиппов Г.В | |||
| Режущий инструмент | |||
| Л., Машиностроение, 1981, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
