(54) ВАННА ДЛЯ ГОРЯЧЕГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ
1
Изобретение относится к нанесению антикоррозийных покрытий, в частности к устрой: ствам для горячего нанесения металлических покрытий цинкованием.
Известна ванна для горячего цинкования металлических изделий, включающая наружную футеровку, нагреватель и подвижный короб, выполненный в виде усеченной пирамиды 1.
Данное устройство путем заполнения пространства между стенками ванны и коробом защитным металлом свинцом позволяет защитить стенки основной ванны от агрессивного воздействия расплава цинка.
Однако недостатком данной конструкции является дорогостоимость за счет применения значительных количеств свинца и низкая производительность.
Известна также ванна для горячего нанесения металлических покрытий, содержащая дно стенки с горизонтальными сварными швами и защитные перегородки для заполнения расплавом защитного металла 2.
Известная конструкция содержит систему принудительной циркуляции защитного металла
ПОКРЫТИЙ
И канал, расположенный вне ванны, сообщак ищи дно и зазор с системой принудительной циркуляции.
Недостатками ванны являются сложность, громоздкость, низкая надежность и долговечность конструкции за счет быстрой зррозии горизонтальных сварных швов ванны, а также высокая стоимость устройств принудительной циркуляции расплава свинца по внутренним стеикам ванны.
10
Цель изобретения - упрощение конструкции и иовыщенйе срока службы ванны.
Поставленная цель достигается тем, что в ванне для горячего нанесения металлических
15 покрытий содержащей дно, стенки с горизонтальными сварными швами и защитные перегородки для заполнения расплавом защитного металла, последние установлены ннутри ванны по периметру ниже горизонтальных сварных
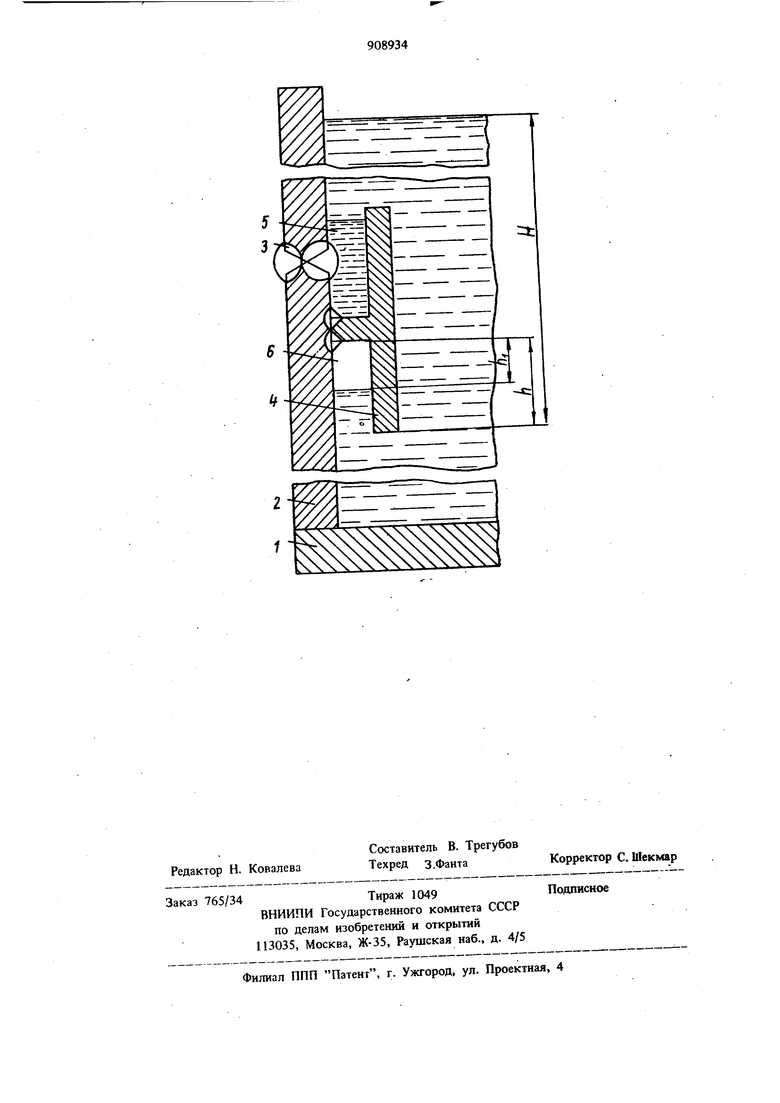
20 щвов и выполнены в виде сплошного экрана, образующего со стеикой ванны сечение И-образной формы, верхняя полосп. которого предназначена для заполнения защитным металлом. 39 a нижняя - для погружения в расплав металла с возможностью образования воздушного зазор На чертеже показана ванна, разрез. Ванна содержит дно 1 „ стенки 2 с горизонтальным сварным швом 3 и перегородками 4. Верхняя полость 5 Н-образной перегородки 4 заполнена свинцом, охватывающим сварной шо по периметру ванны на 20-30 мм выше верхней кромки сварного шва. Нижняя полость 6 перегородки 4 погружена в расплав цинка с образованием воздушной подуипси в верхней ее части. Вертикальная часть нижней полости 6 перегородки 4 и глубина погружения в расплав, например цинка, находятся в соотношени 7/0,476. Ванна работает следуюшим образом. Расплавом свинца заполняют верхнюю полость 5 до уровня 20-30 мм выше верхней кромки горизонтального сварного шва. Затем заполняют ванну расплавом цинка, при этом в нижней полости 6 образуется воздушная подушка. Предлагаемая ванна с перегородкой Н-образной формы наиболее эффективно решает поставленную задачу. Выполнение перегородки с соотношением высоты вертикальной ее части нижней полости и глубина погружения всей перегородки в расплав, например цинка, большими или равными 0,0476 создает воздушную подушку предохраняющую сварной шов перегородки со стенкой ванны и обеспечивает надежную зашиту горизонтального сварного шва ванны. Размеры перегородки определены опытнорасчетным путем следующим образом. Исходя из того, что процесс заполнения ванны горячего цинкования ведется при постоянной температуре Р 1 где р - давление нижней полости, образованНой перегородкой в момент касания расплава цинка нижней кромки перегородки;V - объем воздуха, заключенный в ниж ней полости, образованный перегородкой, в момент касания расплава цинка нижней кромки перегородки; р - давление в нижней полости, образо - ванной перегородкой, при достижени рабочего уровня расплава цинка; V - объем воздушной подушки при достижении рабочего уровня расплава цинка. Так как объемы Vt и V2 прямо пропорцио нальны h и HI, заменяем соотношение - на и 1 Таким образом лГ р При PI 1 KFC/CM и р2 И Х , где Н - высота расплава (цинка) от верхнего уровня расплава, до нижней кромки перегородки, т. е. высота расплава (цинка), создающая давление JT- плотность расплава, например цинка, 7Г 0,0068 кг/см. HI - высота воздушной подушки. Опытно-экспериментальным путем установлено, что при hi /7-см надежно защищен сварной шов, образованный при сварке перегородки и вертикальных стенок ванны. Отсюда 0,0476. Таким образом, при защите горизонтальных сварных швов корпуса ванн горячего цинкования высота перегородки в зависимости от высоты Н определяется из вышеуказанного соотношения. Толщина перегородки определяется из того, что долговечность ванны должна составлять не менее 5 лет и скорость зррозии перегородки, как и у CTJHOK ванны составляет 2-3 мм в год. Предлагаемая конструкция ванны с перегородкой Н-образной формы повышает надежность работы и долговечность ванны за счет увеличения срока службы горизонтальных сварных швов, увеличивает коэффициент использования ванны, удлиняет межремонтный период в 5-7 раз. Формула изобретения Ванна для горячего нанесения металлических покрытий, содержащая дно, стенки с гори зонтальными сварными швами и защитные перегородки для заполнения расплавом зашитного металла, отличающаяся тем, что, с целью упрощения конструкции и повышения срока службы ванны, защитные перегородки установлены внутри ванны по периметру ниже горизонтальных сварных швов и вьшолнены в виде сплошного экрана, образующего со стенкой ванны сечение Н-образной формы, верхняя полость которого предназначена для заполнения защитным металлом, а нижняя - для погружения в расплав металла с возможностью образования воздушного зазора. Источники информащ и, принятые во виимание при экспертизе 1.Авторское свидетельство СССР № 350868, кл. С 23 С. 1/14, 1970. 2.Авторское свидетельство СССР № 602601, кл. С 23 С 1/14, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная ванна для обработки изделий в расплаве | 1991 |
|
SU1819909A1 |
| ПЕЧЬ-ВАННА НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2002 |
|
RU2244040C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2011 |
|
RU2488644C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| Индукционная ванна | 1983 |
|
SU1109469A1 |
| Печь-ванна для горячего цинкования | 1983 |
|
SU1177385A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАНН ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА ЦИНКА | 1992 |
|
RU2041285C1 |
| Устройство для удаления шлаков из расплава | 1981 |
|
SU998577A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| Способ непрерывного производства электросварных труб с покрытием внутренней поверхности цветными металлами и линия для его осуществления | 1989 |
|
SU1715463A1 |