условий теплопередачи в расплав. К , недостаткам описанной конструкции следует отнести и невозможность контроля за состоянием защитной„перего- родки, так как она полностью закрыта рабочим расплавом, поэтому не представляется возможным своевременно обнаружить и оперативно устранить возникший дефект в перегородке, что соз- дает предпосылки для возникновения аварийных ситуаций.
Известна индукционная ванйа для обработки изделий в расплаве цинка, содержащая -стальную емкость с метал- лическим расплавом и индуктор прямо- угольного сечения, охватывающий боковую поверхность емкости.
Существенным недостатком такой
КОНСТРУКЦИИ ИНДУКЦИОННОЙ ВаННЫ ЯВЛЯ-
ется перегрев боковых углов стальной емкости ванны вследствие повышенной концентрации магнитного потока, создаваемого индуктором на этих участках емкости,, Такое явление приводит к преждевременному выходу из строя , ванны из-за нарушения сварочного шва . при взаимодействии С расплавом цинка при повышенных .температурах (более
(80°С), так как рабочая температура цинка должна быть в пределах .,„ Степень взаимодействия стали с расплавом цинка при различных температурах показана на графике рис.196 вышеуказанной литературе Отмеченный Недостаток усугубляется тем, что такая конструкция не позволяет проконтролировать предаварййный момент (пока не образовалась течь ванны) и своевременно предотвратить аварию,,
Известна конструкция индуктора, которая позволяет устранить перегрев углов, С этой целью конфигурацию витков индуктора в угловой части .выполг няют в виде окружности, удаляя тем самым индуктор на этих участках от нагреваемого изделия, что способствует рассеиванию магнитного потока индуктора на этих участках,,
-
Такая конструкция индуктора позволяет уменьшить температуру нагрева боковых углов емкости, но приводит к снижению энергетической мощности индуктора (снижение КПД) , а также ус- ложняет изготовление индуктора. Кро- ме того, и при такой конструкции индуктора угловые сварочные швы ванны следует защитить от взаимодействия
с расплавом с тем, чтобы повысить срок службы ванны.
Наиболее близкой по технической сущности является индукционная ванна, описанная в книге Руководство по горячему цинкованию под ред. МоИ.Огин- ского.
Целью изобретения является повышение срока службы ванны путем обеспечения контроля за состоянием ее угловых сварочных швов.
Эта цель достигается тем, что в . ванне:, вдоль ее углов, дополнительно устанавливают стальные защитные перегородки , которые по.периметру приварены к ванне, по ее углам с внутренней стороны, а образовавшуюся при этом полость, прилегающую к углам ванны, заполняют защитным расплавом, например свинцом, имеющим удельный вес больше удельного веса рабочего расплава ванны, причем уровень защитного расплава устанавливают выше уровня рабочего расплава. Такая конструкция позволяет осуществить защи- ту углового сварочного шва от кон- Такта с рабочим расплавом ванны, а наплавка уровня свинца выше уровня рабочего расплава дает возможность проконтролировать его ут-ечку в случае нарушения целостности защитной перегородки, т0к в этом случае , уровень свинца (из-за большего удель-1 ного веса) окажется ниже уровня par- бочего расплава.
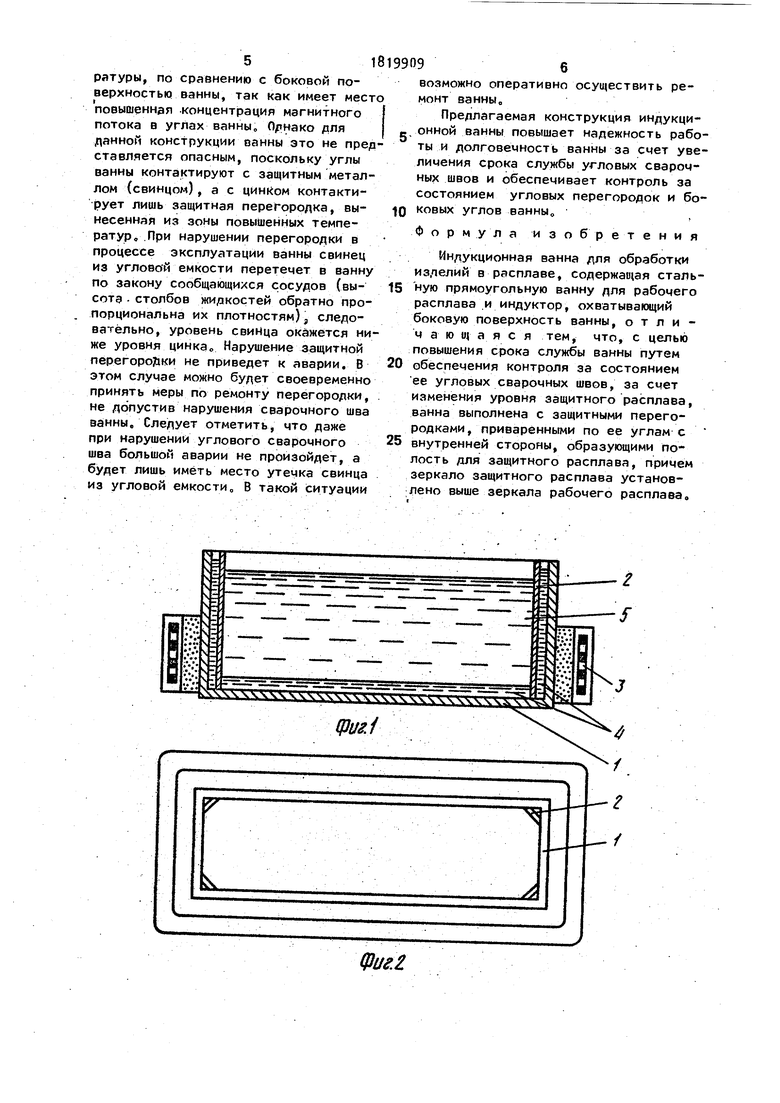
На фиг.1 представлена индукцион- ная ванна горячего цинкования; на фиг,2- то же, вид сверху.
Ванная содержит корпус 1, сваренный из стальных листов, защитные перегородки 2, охватывающие боковые углы ванны, индуктор 3 Ёмкости, образованные перегородками, заполнены расплавомсвинца А (донная часть ванны также заполнена слоем свинца, который защищает донные сварочные швы). Ванна заполнена расплавом цинка -.
Ванна работает следующим образом.
Сначала в угловые емкости загружают слитки свинца и после наплав- ления его до заданного уровня (20- 30 мм ниже бортов ванны) наплавляют рабочий расплав в основную емкость ванны. Уровень рабочего расплава ниже уровня бортов ванны на 70 мм. В процессе работы индуктор нагревает углы ванны до более высокой температуры, по сравнению с боковой поверхностью ванны, так как имеет место повышенная .концентрация магнитного потока в углах ванны Однако для данной KoHctpyKijHH ванны это не представляется опасным, поскольку углы ванны контактируют с защитным металлом (свинцом), а с цинком контактирует лишь защитная перегородка, вынесенная из зоны повышенных температур, .При нарушении перегородки в процессе эксплуатации ванны свинец из угловой емкости перетечет в ванну по закону сообщающихся сосудов (высота столбов жидкостей обратно пропорциональна их плотностям), следовательно, уровень свинца окажется ниже уровня цинка Нарушение защитной перегородки не приведет к аварии. В этом случае можно будет своевременно принять меры по ремонту перегородки, не допустив нарушения сварочного шва ванны. Следует отметить, что даже при нарушении углового сварочного шва большом аварии не произойдет, а будет лишь иметь место утечка свинца из угловой емкости„ В такой ситуации
возможно оперативно осуществить ремонт ванны.
Предлагаемая конструкция индукци- онной ванны повышает надежность рабо- ты и долговечность ванны за счет увеличения срока службы угловых сварочных швов и обеспечивает контроль за состоянием угловых перегородок и бо- Q ковых углов ванны0
Формула изобретения
Индукционная ванна для обработки изделий в расплаве, содержащая стальную прямоугольную ванну для рабочего расплава и индуктор, охватывающий боковую поверхность ванны, о т л и - ч а ю щ а я с я тем, что, с целью повышения срока службы ванны путем
0 обеспечения контроля за состоянием ее угловых сварочных швов, за счет изменения уровня защитного расплава, ванна выполнена с защитными перегородками, приваренными по ее углам с
5 внутренней стороны, образующими полость для защитного расплава, причем зеркало защитного расплава установлено выше зеркала рабочего расплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванна для горячего нанесения металлических покрытий | 1980 |
|
SU908934A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1994 |
|
RU2113303C1 |
| ПЕЧЬ-ВАННА НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2002 |
|
RU2244040C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2002 |
|
RU2300577C2 |
| Устройство для горячего цинкования | 1979 |
|
SU831855A1 |
| Индукционная ванна | 1983 |
|
SU1109469A1 |
| Способ непрерывного производства электросварных труб с покрытием внутренней поверхности цветными металлами и линия для его осуществления | 1989 |
|
SU1715463A1 |
| Ванна для горячего цинкования | 1982 |
|
SU1054444A1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ И ВНЕШНЮЮ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2048594C1 |
Использование: изобретение относится к металлургической промышленности и может быть применено, например, в метизном производстве, для цинкования проволоки, ленты и т„д„ Сущность изобретения заключается в том, что ванну выполняют с защитными перегородками, приваренными по ее углам с внутренней стороны, образующими полость для защитного расплава. Зеркало защитного расплава установлено выше зеркала рабочего расплава. 2 ил. Недостаток данной конструкции заключается в том, что она не позволяет осуществить защиту угловых (боковых) сварочных швов ванны, так как если установить Н-обрэзную перегород- ку в углах ванны, то нижняя часть перегородки, погруженная в рабочий расплав пропустит его в зону сварочного углового шва ванны и участок шва, расположенный ниже воздушной подушки, будет подвержен действию рабочего расплава, что приведет к преждевременному разрушению этого участка шва. При обогреве боковой поверхности ванны индуктором наибольшему нагреву подвергаются углы ванны, которые требуют первоочередной защиты от воздействия расплава на угловой сварочный шов„ Наличие воздушной подушки лишь дополнительно способствует перегреву углов вследствии ухудшения w е 00 Ю О О ю
| Ванна для горячего нанесения металлических покрытий | 1980 |
|
SU908934A1 |
| Перегородки образуют две полости | |||
| Верхнюю полость заполняют расплавом защитного металла, предохраняя шов от взаимодействия с расплавом ванны, а нижняя полость, погруженная в рабочий расплав металла, образует со стенкой ванны воздушную подушку | |||
| Перегородки полностью утоплены в расплав рабочего металла | |||
| ( ИНДУКЦИОННАЯ ВАННА ЛЛЯ ОБРАБОТКИ ИЗДЕЛИЙ.В РАСПЛАВЕ | |||
