Отличительная особенность предлагаемого станка состоит в изготовлении изделий путем пропуска минерального волокна между двумя транспортерами с резиновыми лентами, из которых одна несет матрицы, а другая пуансоны, соответствующие по своей форме и размерам заданной конфигурации изделий, причем в определенном месте матрицы и пуансоны прижимаются друг к другу закрепленными под лентами валиками.
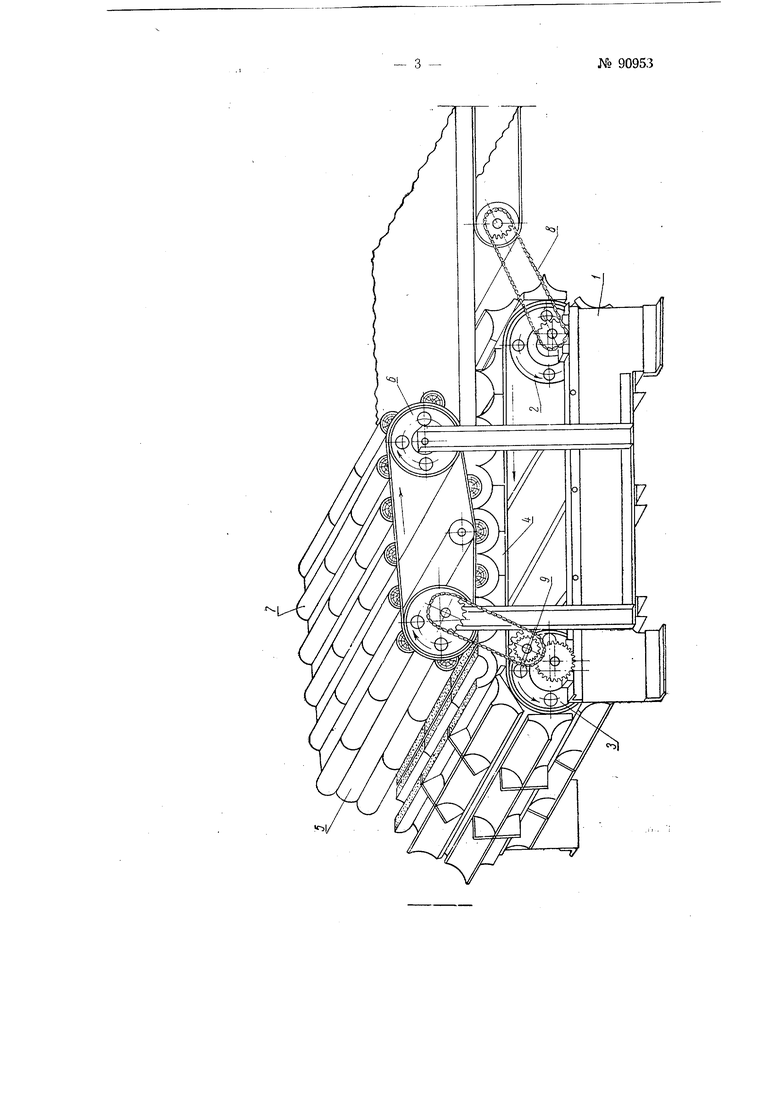
На чертеже изображен станок, вид сбоку.
Станок состоит из сварной станины / с установленными на ней двумя барабанами-приводным 2 и натяжным 5, на которые натянута резиновая конвейерная лента с закрепленными на ней формами 4.
В верхней части станка расположено прессующее устройство, состоящее также из двух барабанов-приводного 5 и натяжного 6, на которые натянута резиновая конвейерная лента с закрепленными на ней пуансонами 7 из твердой породы дерева или алюминиевых труб.
Приводной барабан 2 станка вращается цепной передачей 8 от конвейера камеры волокнообразования. Привод прессующего устройства осуществляется цепью 9 от натяжного барабана станка.
Таким образом, движение ленты конвейера камеры волокнообразования, ленты станка и ленты прессующего устройства полностью синхронизировано.
Для получения необходимых размеров изделий достаточно иметь соответствующие ленты станка и прессующего устройства. Возможная разница между длинами отдельных лент погашается натяжными барабанами.
Станок работает следующим образом.
После установки на барабаны лент необходимых размеров изделий и отрегулирования положения прессующего устройства включается конвейер камеры волокнообразования, а следовательно, и станка. Слой волокна необходимой толщины (регулируется скоростью конвейера) переходит из конвейера камеры через промежуточный стол на станок. ДвиИнформационно-издательский отдел.Подп. к печ. 25.1-60 г.
Объем 0,34 п. л.Зак. 710Тираж 300Цена 50 коп.
Типография Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Петровка, 14.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления термоизоляционных изделий из минеральной ваты | 1949 |
|
SU95068A1 |
| Способ непрерывно-поточного получения жестких и полужестких термоизоляционных изделий из минерального волокна на различных видах связок | 1950 |
|
SU92021A1 |
| Способ получения гранулированной гидрофобной минеральной ваты | 1950 |
|
SU87266A1 |
| Смеситель-дозатор | 1948 |
|
SU81430A1 |
| Способ изготовления фигурных строительных изделий из стружечно-клеевой массы и устройство для его осуществления | 1990 |
|
SU1794663A1 |
| Устройство для прессования керамических изделий | 1989 |
|
SU1715629A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| Способ изготовления строительных деталей из армированного растительными волокнами гипса | 1949 |
|
SU85937A1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |