1
Изобретение относится к трубопрокатному производству и может быть использовано в калибровочных станах, редукционных и других. Одним из главных направлений при создании станов продольной прокатки является повышение качества прокатываемых изделий. В свою очередь, главным компонентом качества продукции является точность выпускаемых изделий, которая прямо зависит от точности расточки калибра.
Известна клеть прокатного стана, включающая станину, двухопорные горизонтальные приводные рабочие валки, между опорами которых установлены самотормозящие клинья на каждой стороне клети 1 .
Это позволяет создать стабильное напряженное состояние в элементах клети прокатного стана и снимать напряженное состояние, используя давление металла на валки, возникающее в процессе прокатки. Однако такая клеть не
позволяет регулировать зазор между валками.
Наиболее близкой к изобретению по технической сущности является клеть содержащая станину, два приводных двухопорных горизонтальных валка, эксцентриковые втулки опор которых расположены в цилиндрических окнах станины 1 Zl.
Недостаток известной конструкции клети заключается в том, что увеличенные радиальные перемещения валков за счет зазоров между эксцентриковыми втулками и станиной усложняют расточку клети и ее настройку, так как верхний валок под действием силы тяжести выбирает зазоры снизу, а под действием усилий прокатки валок поднимается и калибр увеличивается на величину зазора, что приводит к снижению точности труб.
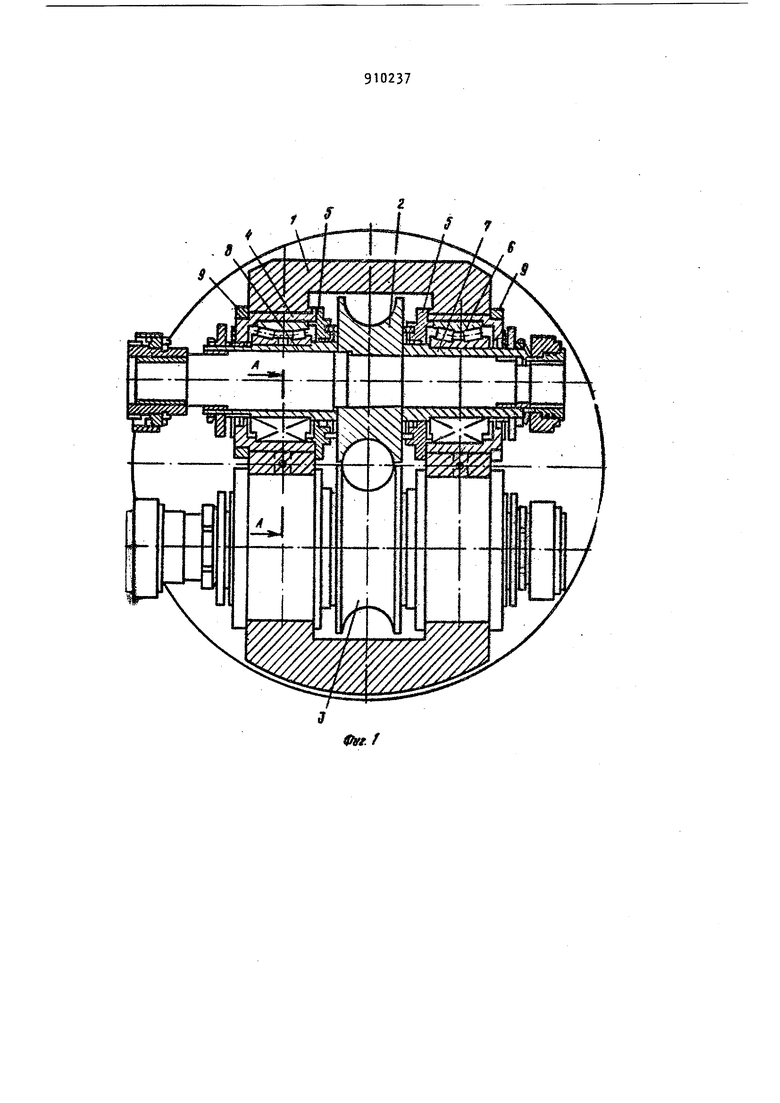
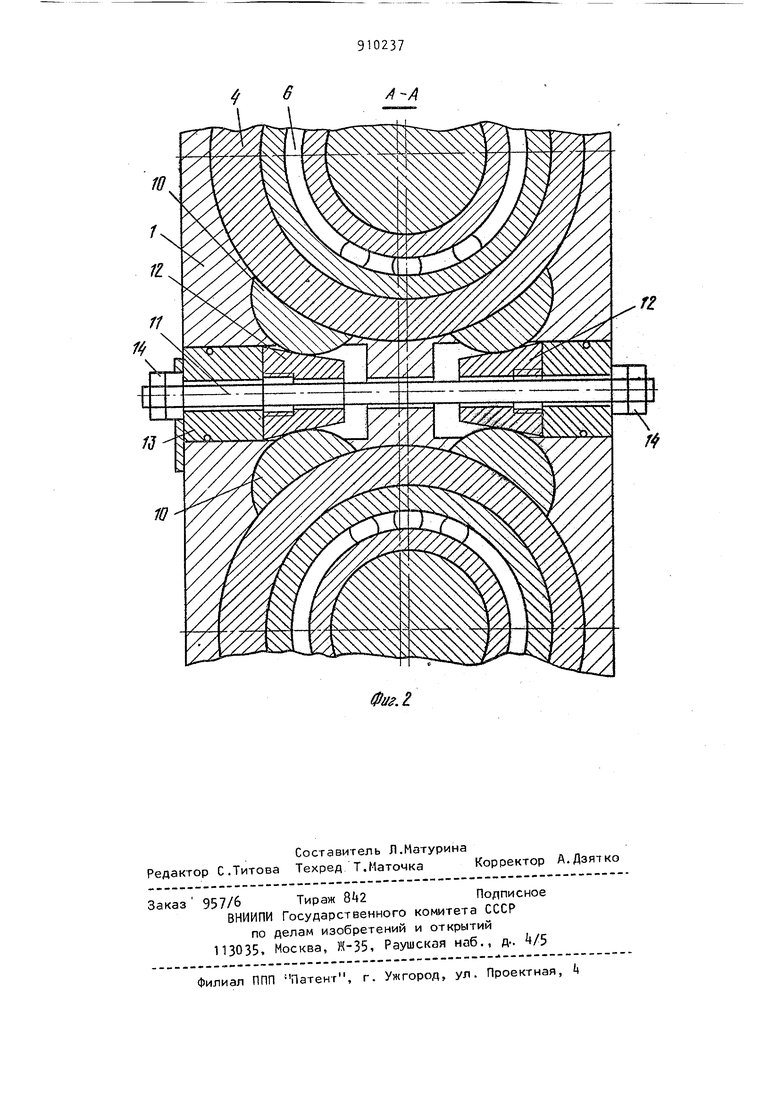
Целью изобретения является повышение точности проката путем увеличения жесткости клети. 3 9 Поставленная цель достигается тем что клеть для продоль-ной прокатки, содержащая станину,два приводных двух опорных горизонтальных валка, эксцен триковые втулки опор которых располо жены в цилиндрических окнах станины, снабжена прижимными башмаками по два на эксцентриковую втулку каждой опоры валка, которые размещены в полуцилиндрических расточках, выполненных |Вдоль цилиндрических окон станины, и расклинивайщими каждые две пары башмаков винтовыми устройствами в виде встречно установленных на шпиль ке конусных втулок, размещенных в выполненном в станине поперечном пазу, пересекающем четыре полуцилиндри ческие расточки. Такое конструктивное выполнение клети стана продольной прокатки позволяет повысить точность расточки ка либра, качество прокатываемых труб и повысить жесткость клети. Это достигается тем, что уменьшаются зазоры между эксцентриковыми втулками и станиной аа счет того, что встречно установленные конусные втулки, воздействуя на башмаки, распирают эксце триковые втулки в направлении усилия прокатки. На фиг. 1 изображена клать для продольной прокатки в разрезе; на фиг. 2 - разрез А-А на фиг. 1. Клеть для продольной прокатки состоит из станины 1 с цилиндрическими окнами, двух горизонтальных приводных валков 2 и 3 установленны в окнах подшипниковыми опорами, выпо ненных из эксцентриковых втулок k, крышек 5 суплотнениями, подшипников 6, напрессованных на втулки 7 и 8 и упорных колец 9 закрепленных на эксцентриковых втулках. Вдоль цилинд рических окон станины выполнены полуцилиндрические расточки и в них ра мещены прижимные башмаки 10 по два на эксцентриковую втулку ках(дой опоры. В станине выполнены поперечные пазы, пересекающие четыре полуцилиндрические расточки, в которых установлены расклинивающие каждые две пары башмаков винтовые устройств в виде встречно установленных на шпильке, 11 конусных втулок 12 и цилиндрических втулок 13 и гаек 1. Устройство работает следующим образом. 7 На стенде специальным устройством устанавливают эксцентриковые втулки k в заданное положение. После этого завинчивают гайки 14. При этом ци- линдрические втулки 13 и конусные втулки 12 сближаются и распирают башмаки 10. Башмаки в свою очередь распирают эксцентриковые втулки k, выбирая зазоры между ними и окнами станины 1 в направлении давления металла на валки и создавая тормозной момент, препятствующий развороту эксцентриковых втулок. Перед последующим разворотом эксцентриковых втулок гайки 14 ослабляют, затяжка и усилие с конусных втулок 12 и башмаков 10 снимается, что и обеспечивает возможность разворота эксцентриковых втулок. Предложенная клеть стана продольной прокатки по сравнению с лучшими образцами аналогичного оборудования позволяет повысить точность прокатываемых изделий за счет повышения жестКОСТИ клети.Кроме того,повышается точность расточки калибра и долговечность калибра валков,что снижает количество перевалок-и увеличивает продолжительность работы клети и создает ожидаемый .экономический эффект 156 600 руб. Формула изобретения Клеть для продольной прокатки, включающая станину, два приводных двухопорных горизонтальных валка, эксцентриковые втулки опор которых расположены в цилиндрических .окнах станины, отличающаяся тем, что, с целью повышения точности проката за счет увеличения жесткости клети, она снабжена прижимными башмаками по два на эксцентриковую втулку каждой опоры валка, которые размещены в полуцилиндрических расточках, выполненных вдоль цилиндрических окон станины, и расклинивающими каждые две пары башмаков винтовыми устройствами в виде встречно установленных на шпильке конусных втулок, размещенных в выполненном в станине поперечном пазу, пересекающем четыре полуцилиндрические расточки. Источники информации, принятые во внимание при экспертизе 1 . Авторское свидетельство СССР If 143003, кл. В 21 В 31/04, 1961. 2. Автррское свидетельство СССР ff 208629, КЛ. В 21 В 31/10, 1966 прототип). «f f
Фа.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть стана продольной прокатки | 1980 |
|
SU910239A1 |
| Клеть редукционно-калибровочного стана | 1982 |
|
SU1065046A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1533787A1 |
| Станина клети стана винтовой прокатки | 1976 |
|
SU556853A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1315046A1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1776209A3 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |