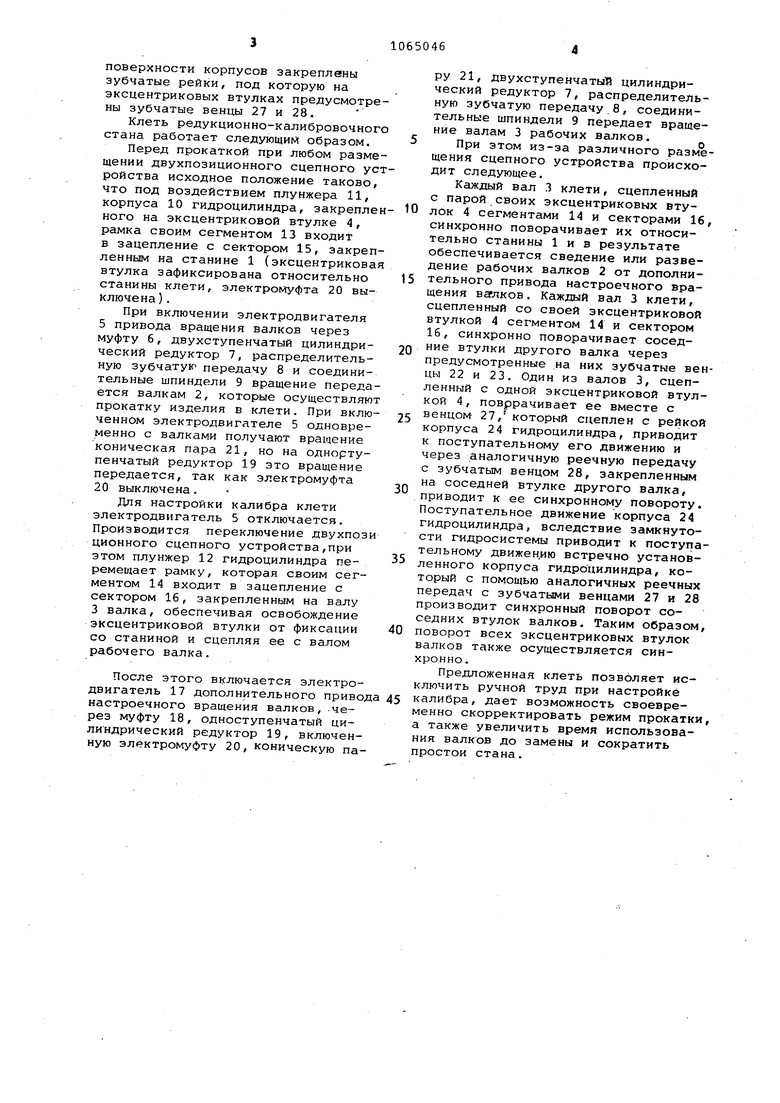
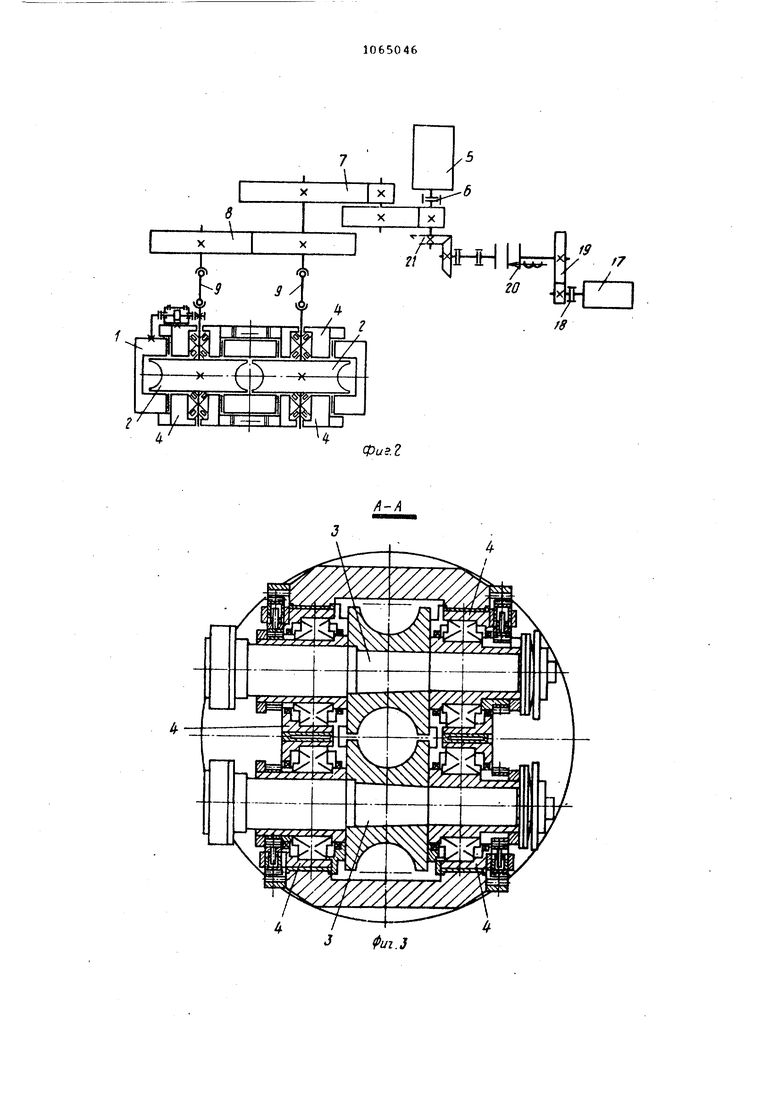
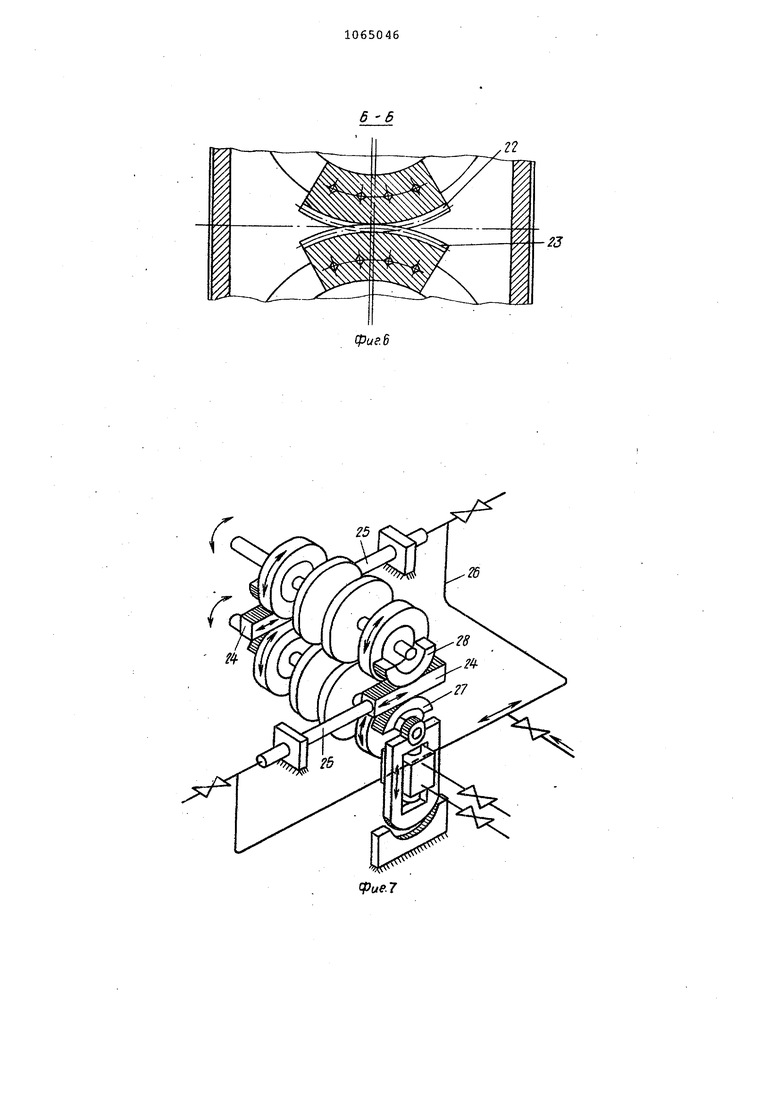
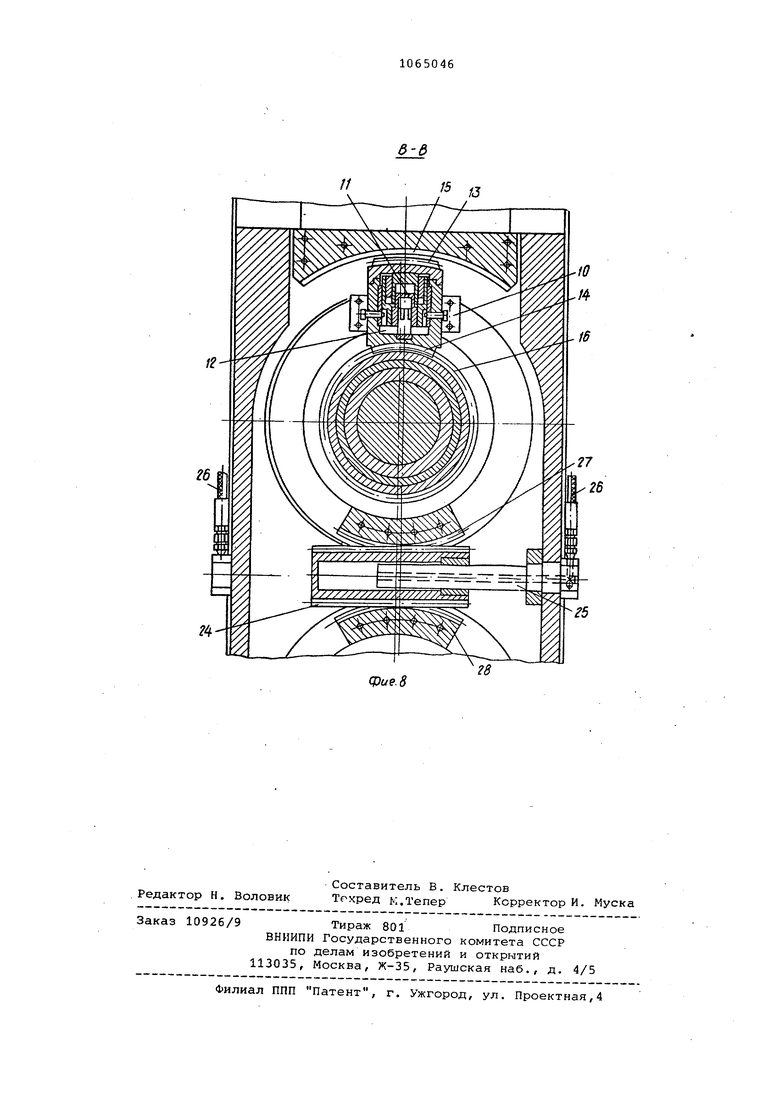
, Изобретение относится к прокатному производству, а точнее, к станам продольной прокатки, и может быть использовано в трубопрбкатных агрегатах средукционными калибровочными станами. Известна клеть редукционно-калибровочного стана, содержащая станину, калиброванные валки, подшипниковые опоры которых размещены в расточках неразъемной станины ij Недостаток известной клети состоит в том, что ее калибр не регулируется, поэтому, установленная в качестве калибрующей клети стана, она чаще рабочих клетей подлежит замене, из-за износа калибра. Это приводит к дополнительным простоям стана и снижает его производительность . Наиболее близкой к предложенному изобретению является клеть редукционного стана, содержащая станину, ручьевые валки, эксцентриково-втулочный механизм настройки калибра и привод вращения валков J Однако в данной клети недостаток заключается в том, что предусматривается ручная настройка калибра, что вызывает простои и снижение про изводительности стана. Цель изобретения - сокращение времени настройки калибра и тем самым повышение производительности. Поставленная цель достигается тем, что клеть редукционно-калибровочного стана, включающая станину, ручьевые валки, эксцентриково-втулочный механизм настройки калибра и привод вращения валков, снабжена приводным двухпозиционным сцепным устройством эксцентриковой втулки с валом рабочего валка или станиной и.дополнительным приводом настроечн го вращения валков. Кроме того, двухпозиционное сцеп ное устройство выполнено в виде зак репленного на эксцентриковой втулке корпуса гидроцилиндра с двумя плунжерами и охватывающей их рамки, имеющей на наружной поверхности вза имодействующих с плунжерами сторон зубчатые сегменты, под которые на станине и валу рабочего валка преду мотрены зубчатые секторы, а дополнительный привод связан через электромуфту с приводом вращения валко Долговечность валкового- калибра повышается за счет того, что по ме его износа валки сводят на величину износа,- Компактность конструкции клети достигается за счет того, чт двухпозиционное сцепное устройство смонтировано на эксцентриковой вту ке валка. Сократить время на настройку ка либра путем механизации этой опера ции позволяет применение приводного двухпозиционного сцепного устройства и дополнительного привода настроечного вращения валков совместно с эксцентриковыми втулками. На фиг.1 показан редукционно-калибровочный стан, общий вид; на фиг.2 - клеть редукционно-калибровочного стана с приводами; на фиг.Зразрез Л-А на фиг.1, по осям валков с четырьмя сцепными устройствами; на фиг.4 - то же, с двумя сцепными устройствами; на фиг.5 - то же, с одним сцепным устройством; на фиг. 6 - разрез Б-Б на фиг.4; на фиг.7 - схема подключения трубопроводов к гидроцилиндрам клети, на фиг. 8 - разрез В-В на фиг.5. Клеть редукционно-калибровочного стана имеет станину 1 с расточками под опоры ручьевых валков 2, закрепленных на валах 3, эксцентриково-втулочный механизм с эксцентриковыми птулками 4 настройки калибра, привод вращения валков, включающий электродвигатель 5, соединенный муфтой 6 с двухступенчатым цилиндрическим редуктором 7, размещенную в нем распределительную зубчатую передачу 8, соединительные шпиндели 9 к каждому валу валков, приводное двухпозиционное сцепное устройство, содержащее закрепленный на эксцентриковой втулке механизма настройки л алибра корпус 10 гидроцилиндра, с двумя плунжерами 11 и 12, охваченных рамкой, имеющей на наружной поверхности, взаимодействующие с плун)керами сторон зубчатые сегменты 13 и 14, под которые на станине и валу валка предусмотрены зубчатые секторы 15 и 16, дополнительный привод настроечного вращения валков в виде электродвигателя 17, соединенного муфтой 18 с одноступенчатым цилиндрическим редуктором 19, который электромуфтой 20 и конической парой 21 связан с приводом вращения валков . Применительно к двухвалковым клетям с двухопорными рабочими вал- . ками сцепное устройство может быть размещено на каждой эксцентриковой втулке (фиг.З), на диагонально расположенных эксцентриковых втулках (фиг.4), в этом случае на втулках предусмотрены зубчатые венцы 22, сцепленные с зубчатыми венцами 23 на соседних втулках другого валка. Сцепное устройство может быть установлено также на любой из эксцентриковых втулок валков (фиг.З) и в этом случае на клети встречно размещены корпуса 24 гидроцилиндров с закрепленные на станине плунжерами 25, соединенными между собой маслопроводом 26, и на наружной поверхности корпусов закреплены зубчатые рейки, под которую на эксцентриковых втулках предусмотре ны зубчатые венцы 27 и 28. Клеть редукционно-калибровочног стана работает следующим образом. Перед прокаткой при любом разме щении двухпозиционного сцепного ус ройства исходное положение таково, что под воздействием плунжера 11, корпуса 10 гидроцилиндра, закрепле ного на эксцентриковой втулке 4, рамка своим сегментом 13 входит в зацепление с сектором 15, закреп ленным на станине 1 (эксцентрикова втулка зафиксирована относительно станины клети, электромуфта 20 выключена) . При включении электродвигателя 5 привода вращения валков через муфту 6, двухступенчатый цилиндрический редуктор 7, распределительную зубчатую передачу 8 и соединительные шпиндели 9 вращение переда ется валкам 2, которые осуществляю прокатку изделия в клети. При вклю ченном электродвигателе 5 одновременно с валками получают вращение коническая пара 21, но на однортупенчатый редуктор 19 это вращение передается, так как электромуфта 20 выключена. Для настройки калибра клети электродвигатель 5 отключается. Производится переключение двухпоз ционного сцепного устройства,при этом плунжер 12 гидроцилиндра перемещает рамку, которая своим сегментом 14 входит в зацепление с сектором 16, закрепленным на валу 3 валка, обеспечивая освобождение эксцентриковой втулки от фиксации со станиной и сцепляя ее с валом рабочего валка. После этого включается электродвигатель 17 дополнительного приво настроечного вращения валков,.через муфту 18, одноступенчатый цилиндрический редуктор 19, включенную электромуфту 20, коническую па ру 21, двухступенчатый цилиндрический редуктор 7, распределительную зубчатую передачу.8, соединительные шпиндели 9 передает вращение валам 3 рабочих валков. При этом из-за различного размещения сцепного устройства происходит следующее. Каждый вал 3 клети, сцепленный с парой своих эксцентриковых втулок 4 сегментами 14 и секторами 16, синхронно поворачивает их относительно станины 1 и в результате обеспечивается сведение или разведение рабочих валков 2 от дополнительного привода настроечного вращения ваглков. Каждый вал 3 клети, сцепленный со своей эксцентриковой втулкой 4 сегментом 14 и сектором 16, синхронно поворачивает соседние втулки другого валка через предусмотренные .на них зубчатые венцы 22 и 23. Один из валов 3, сцепленный с одной эксцентриковой втулкой 4, повррачивает ее вместе с венцом 27,который сцеплен с рейкой корпуса 24 гидроцилиндра, приводит к поступательному его движению и через аналогичную реечную передачу с зубчатым венцом 28, закрепленным на соседней втулке другого валка, приводит к ее синхронному повороту. Поступательное движение корпуса 24 гидроцилиндра, вследствие замкнутости гидросистемы приводит к поступательному движению встречно установленного корпуса гидроцилиндра, который с помощью аналогичных реечных передач с зубчатыми венцами 27 и 28 производит синхронный поворот соседних втулок валков. Таким образом, поворот всех эксцентриковых втулок валков также осуществляется синхронно. Предложенная клеть позволяет исключить ручной труд при настройке калибра, дает возможность своевременно скорректировать режим прокатки, а также увеличить время использования валков до замены и сократить простои стана.
22
25
Фиг.5
22
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть стана продольной прокатки | 1980 |
|
SU910239A1 |
| Клеть для продольной прокатки | 1980 |
|
SU910237A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ РЕДУКЦИОННОГО СТАНА | 1992 |
|
RU2025154C1 |
| Клеть для продольной прокатки | 1982 |
|
SU1084092A1 |
| Профилегибочный стан | 1982 |
|
SU1098606A1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1357093A2 |
| Предварительно напряженная прокатная клеть | 1989 |
|
SU1660778A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСИЛИЯ ПРОКАТКИ В ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2436639C2 |
| Клеть калибровочного стана | 1974 |
|
SU464346A1 |
1. КЛЕТЬ РЕДУКЦИОННОКАЛИБРОВОЧНрГО СТАНА, содержащая станину, ручьевые валки, эксцентриково-втулочный механизм настройки калибра и привод вращения валков, отличающаяся тем, что,с целью сокращения времени настройки калибра и тем самым повышения производительности, она снабжена приводным двухпозиционным сцепным устройством эксцентриковой втулки с валом рабочего валка или станиной и дополнительным приводом настроечного вращения валков. 2. Клеть по п.1,0 тли ч ающ а я с я тем, что двухпозиционное сцепное устройство выполнено в виде закрепленного на эксцентриковой втулке корпуса гидроцилиндра с двумя плунжерами и охватывающей их рамки, имеющей на наружной поверхности взаимодействующих с плунжерами сторон зубчатые сегменты, под которые на станине и валу рабочего валка предусмотрены зубчатые секторы, а (Л дополнительный привод связан через электромуфту с приводом вращения валков. да ел о 4i да
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Анисифоров В.П | |||
| и др | |||
| Редукционные станы | |||
| М., Металлургия 1971, с | |||
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для учета времени работы оборудования | 1978 |
|
SU742990A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
