ны барабаны 12 и 13 с рабочими валками 14 и 15. Установка технологических параметров клети осуществляется механизмами перемещения барабанов 16 и 17, винтовыми упорами, и гидроцилиндрами 21. Направляющие диски 22 и 23 установлены на валах 24 и 25, подшип1
Изобретение относится к прокатному роизводству, а точнее к конструкции абочей клети стана поперечно-винтоой прокатки труб и наиболее эффективо может быть использовано в прошив- g ных станах с направляющими дисками, причем диски могут быть приводные и неприводные.
Цель изобретения - повышение ка- tO чества проката путем повышения жесткости и точности калибра.
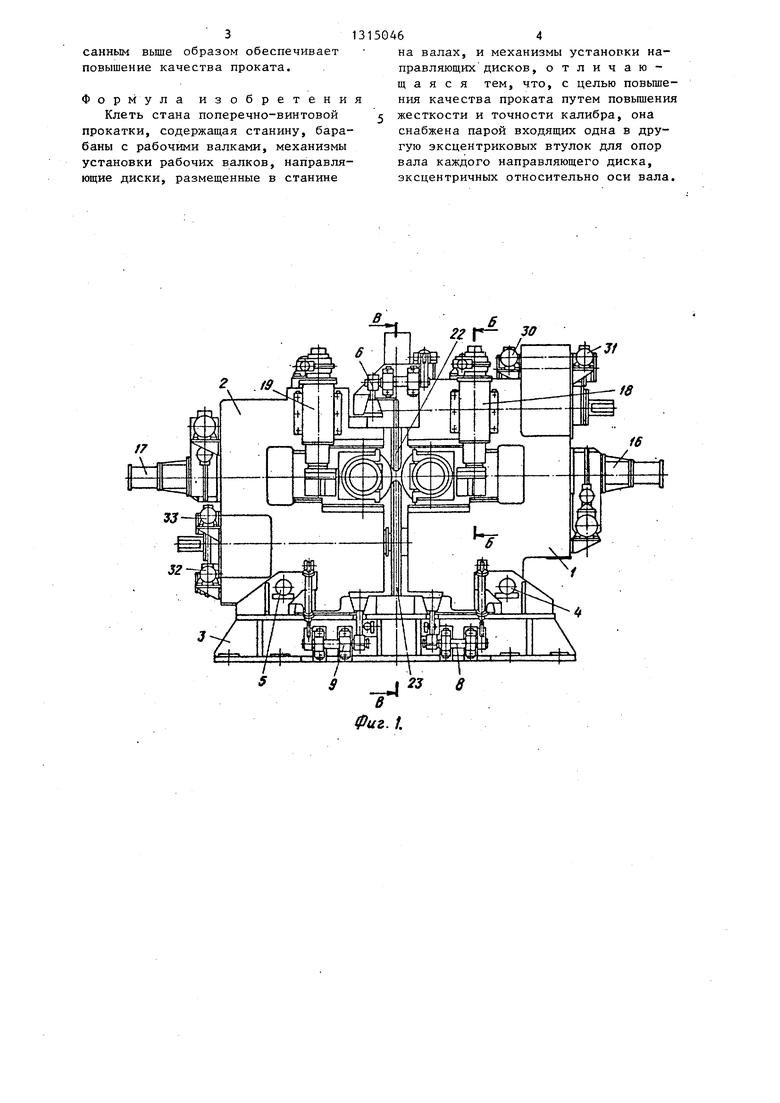
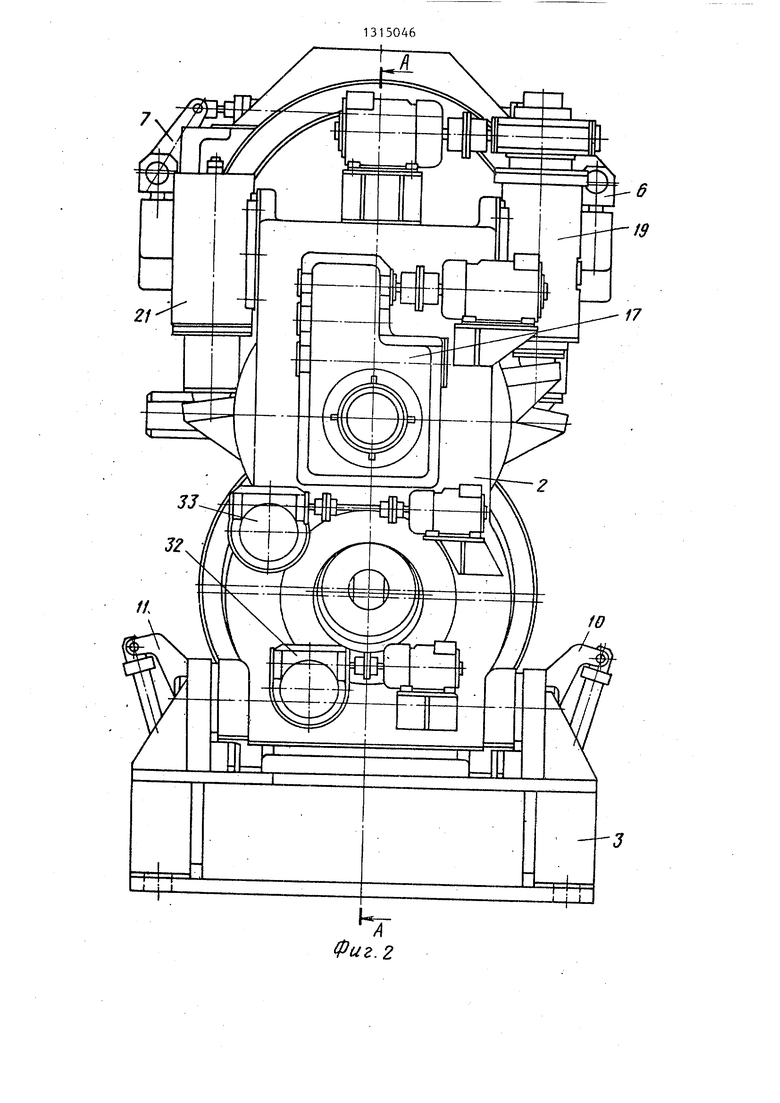
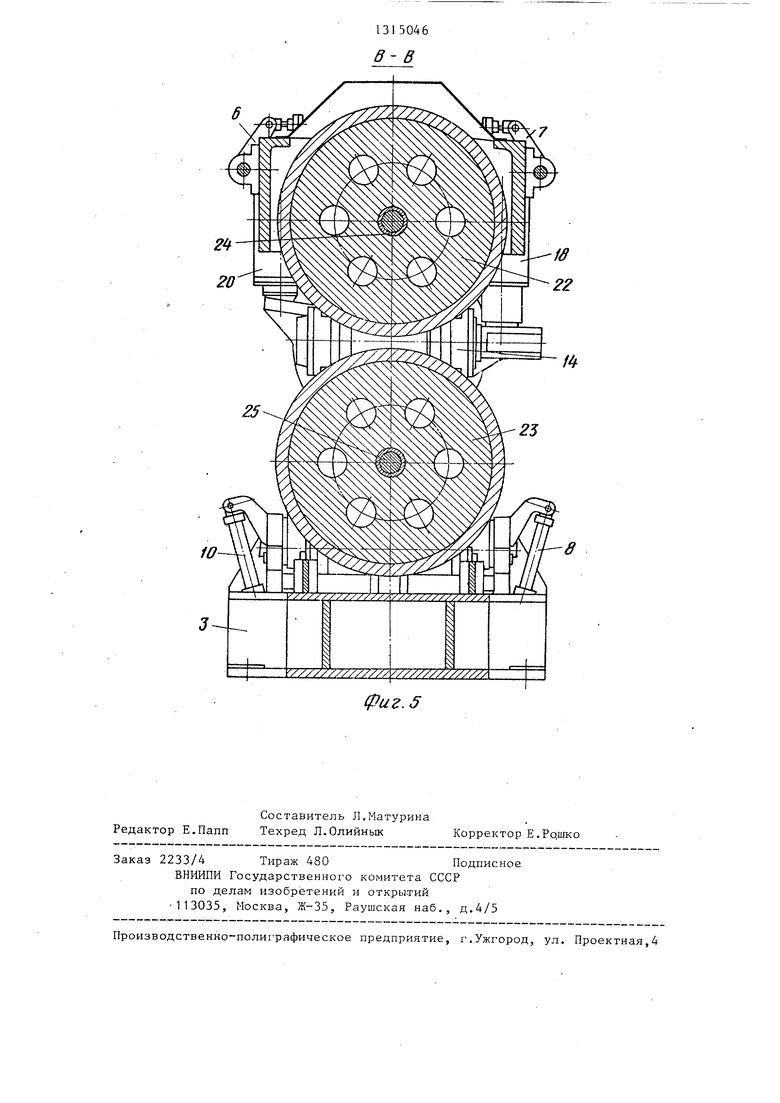
На фиг. 1 изображена рабочая клеть стана поперечно-винтовой прокатки с нацравляющими дисками, общий вид; на 15 фиг. 2 - то же, вид сбоку, на фиг. 3- разрез А-А на фиг. 2 (по оси клети); на фиг.. 4 - разрез Б-Б на фиг. 1 (по механизму установки угла подачи); на фиг. 5 - разрез В-В на фиг. 1 (по 20 направляющим дискам).
Рабочая клеть стана поперечно-винтовой прокатки включает станину., сос- тоящую из .разъемных корпусов 1 и 2, прикрепленных к плитовине 3 осями 4 и 5 и соединенных между собой клиновыми устройствами 6 и 7. Выбор зазоров в станине осуществляется клиновыми устройствами 8-11. В корпусах раз- мещены барабаны 12 и 13 с рабочими 30 валками 14 и 15. Установка технологических параметров клети осуществляется механизмами перемещения барабанов 16 и 17, винтовыми упорами 18 и 19 и гидроцилиндрами 20 и 21. Направля- 35 ющие диски 22 и 23 установлены на валах 24 и 25, подшипниковые опоры которых размещены во внутренних эксцентриковых втулках 26 и 27. Наружные эксцентриковые втулки 28 и 29 раз-40 размещены в расточках корпусов, в которых установлены также механизмы разворота эксцентриковых втулок 30-33.
никовые опоры которых размещены во внутренних эксцентриковых втулках 26 и 27. Наружные эксцентриковые втулки 28 и 29 размещены в расточках корпусов, в которых установлены также механизмы разворота эксцентриковых втулок 30, 31, 32 и 33.-5 ил.
Клеть работает следующим образом.
Установка заданных параметров калибра и углов подачи осуществляется механизмами перемещения барабанов 17 и 16 и совместным перемещением винтовых упоров 18 и 19 и гидроцилиндров 20 (21) попарно известными способами Смена барабанов 12 и 13 с рабочими валками 14 и 15 и направляющих дисков 23 и 22 осуществляется при откинутых корпусах 1 и 2 известными способами. Настройка на заданный калибр направляющих дисков осуществляется ; разворотом внутренней эксцентриковой втулки 26 и наружной эксцентриковой втулки 28 на заданные углы в противоположных направлениях с помощью специальных устройств.
Предлагаемая рабочая клеть стана поперечно-винтовой прокатки по сравнению с известными позволяет обеспечить высокую стабильность и точность настройки калибра стана за счет постоянства величины и траектории перемещения направляющих дисков с помощь двух входящих одна в другую втулок, эксцентричных относительно вала направляющего диска и разворачиваемых- на заданный угол в противоположных направлениях.
Устройство обеспечивает высокую жесткость калибра по направляющим дискам в процессе прокатки за счет минимального количества и величины зазоров между корпусом клети и эксцентриковыми втулками, большой базовой длины эксцентриковых втулок и жесткого удержания угла разворота эксцентриковых втулок при прокатке.
Выполнение предлагаемой рабочей клети стана поперечно-винтовой прокатки с направляющими дисками описанным выше образом обеспечивает повышение качества проката.
Фор м у ла изобретени
Клеть стана поперечно-винтовой прокатки, содержащая станину, барабаны с рабочими валками, механизмы установки рабочих валков, направляющие диски, размещенные в станине
50464
на валах, и механизмы установки направляющих дисков, отличающаяся тем, что, с целью повьш1е- ния качества проката путем повышения 5 жесткости и точности калибра, она снабжена парой входящих одна в другую эксцентриковых втулок для опор вала каждого направляющего диска, эксцентричных относительно оси вала.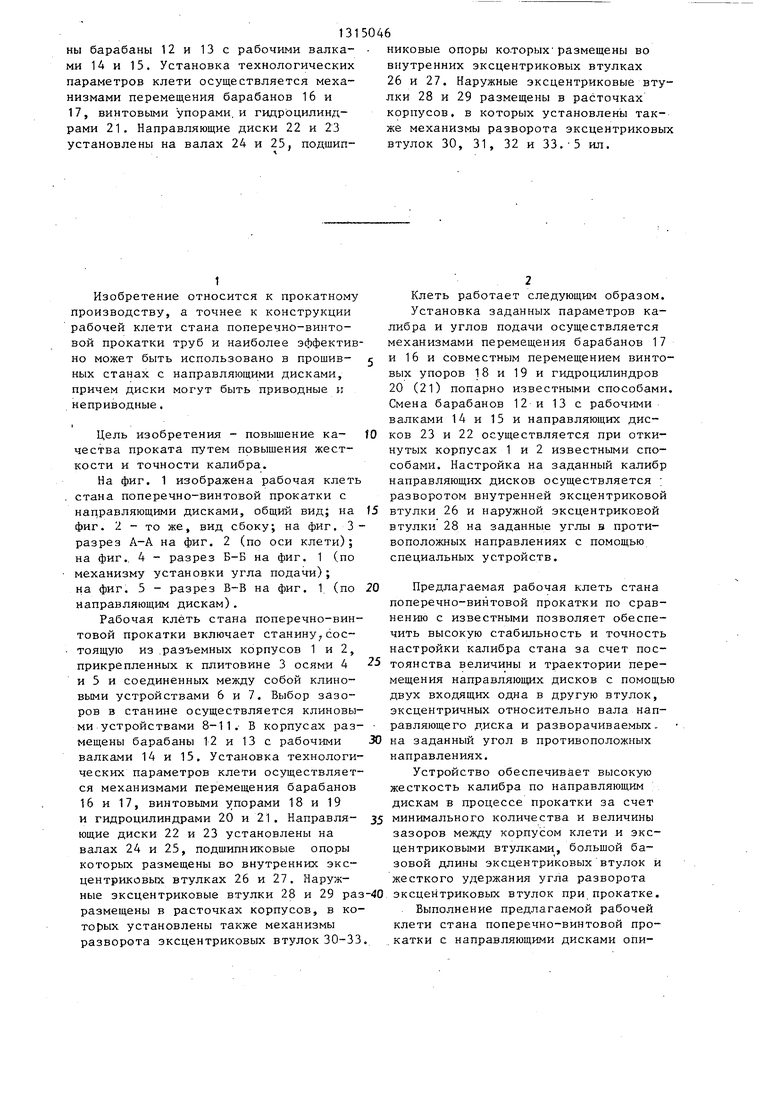
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1357093A2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1397106A1 |
| Рабочая клеть стана винтовой прокатки | 1984 |
|
SU1210303A1 |
| Клеть для продольной прокатки | 1980 |
|
SU910237A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| Предварительно напряженная клетьСТАНА пОпЕРЕчНО-ВиНТОВОй пРОКАТКи | 1979 |
|
SU837520A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Клеть редукционно-калибровочного стана | 1982 |
|
SU1065046A1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1391743A1 |
Изобретение относится к области прокатного производства, а именно к конструкции рабочей клети стана поперечно-винтовой прокатки труб..Цель изобретения - улучшение качества проката путем повышения жесткости и точности калибра. Клеть стана поперечно- винтовой прокатки с направляющими дисками включает станину, состояющую из разъемных корпусов 1 и 2. Корпуса крепятся к плитовине 3 осями 4 и 5 и соединяются между собой клиновыми устройствами 7. Выбор зазоров в ста-i нине осуществляется клиновыми устройствами 10 и 11. В корпусах размеще17 А-А а € 7 28 ,30 31 (Л ФигЗ
/7
Фиг. 2
б В
фиг.
Редактор Е.Папп
Составитель Л.Матурина
Техред Л.Олийнык Корректор Е.Рршко
Заказ 2233/4 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная,4
фиг. J
| УСТАНОВКА ДЛЯ КОАГУЛЯЦИИ, И/ИЛИ ПАСТЕРИЗАЦИИ, И/ИЛИ ВАРКИ ПИЩЕВЫХ ПРОДУКТОВ | 1996 |
|
RU2156595C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2087282C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
