Изобретение относится к способам измерения неизвестных интервалов времени и может быть использовано в самонастраивающихся системах автоматического регулирования, например в самонастраивающейся системе автоматического управления температурноскоростным режимом прокатки полосы в непрерывных широкополосных станах горячей прокатки.
Известен способ определения транспортного запаздывания, заключаиощийся в том, что измеряют скорость транспортирования, расстояние от исполнительного механизма до измерителя и затем определяют величину транспортного запаздывания как частное от деления расстояния от исполнительного механизма до измерителя на скорость транспортирования, т.е.
Т - , V
где L - расстояние от исполнительного механизма до измерителя; V - скорость транспортирования 1.
Недостатком известного способа является то, что при переменной скорости транспортирования величина
транспортного запаздывания последовательного ряда точек транспортируемого материала измеряется с погрешностью тем большей, чем больше отклонение средней скорости точки от измеряемой мгновенной.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ опреде10ления транспортного запаздывания, заключающийся в. том, что измеряют скорость транспортирования прокатываемой полосы в межклетевом промежутке стана расстояние транспортиров
15 вания полосы от первой прокатной клети до последней и определяют величину транспортного запаздывания как частное от деления расстояния на скорость транспортирования полосы 2.
Недостатком указанного способа, является то, что при переменной скорости прокатки полосы величина транспортного запаздывания измеряется с погрешностью тем большей, чем больше изменение скорости.
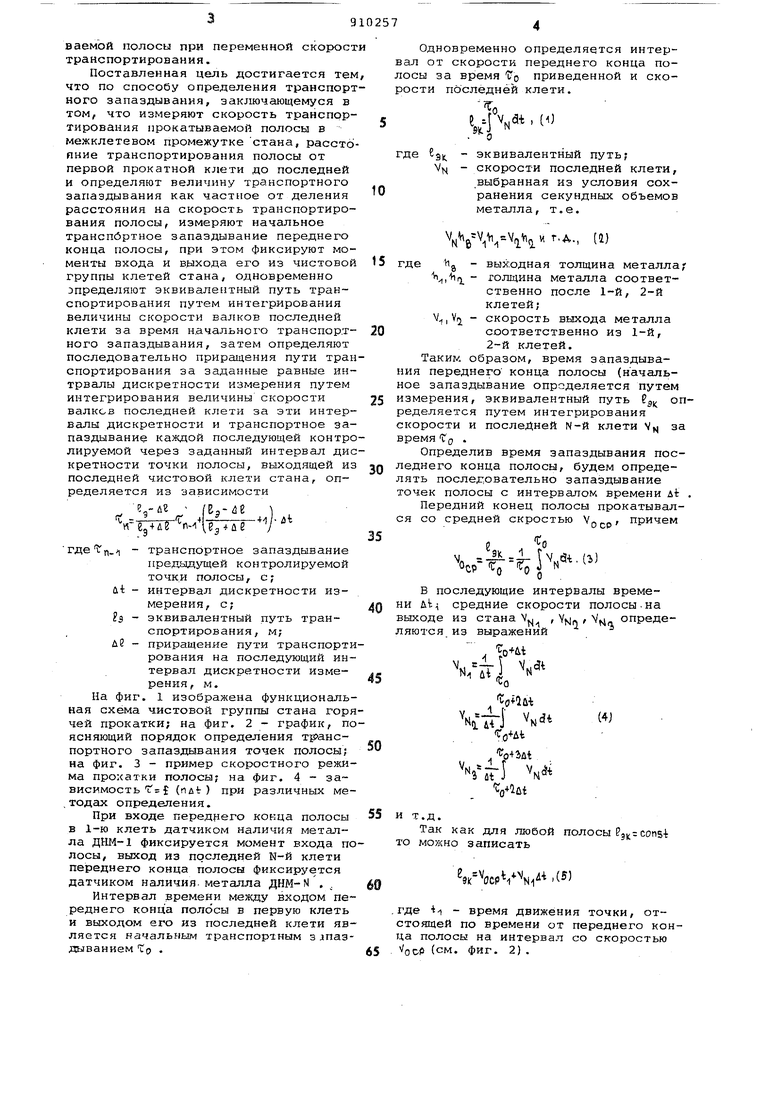
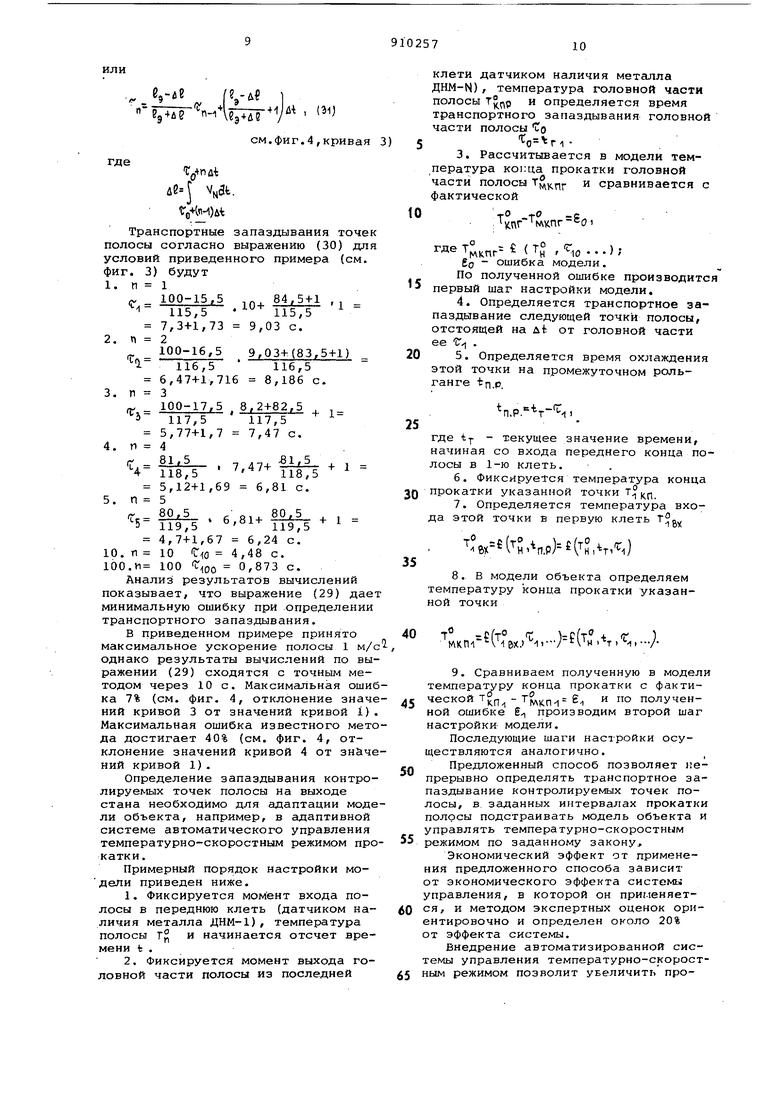
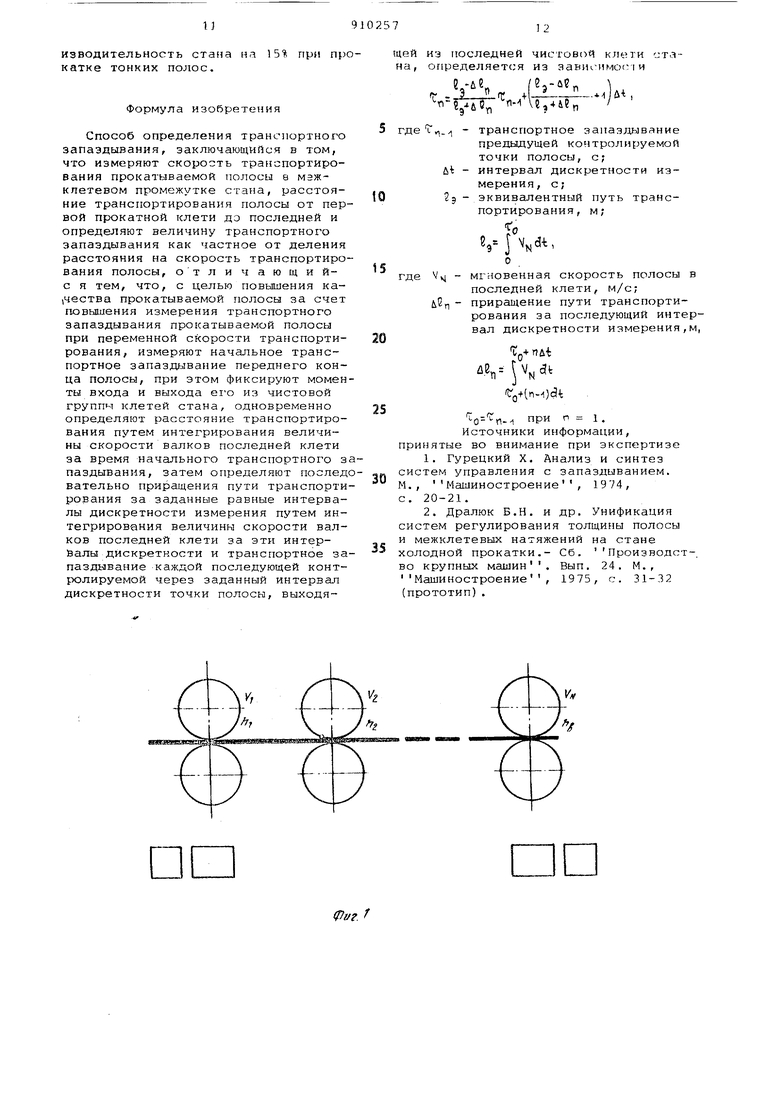
Целью изобретения является повышение качества прокатываемой полосы за счет повышения точности измерения 30 транспортного запаздывания про{ атываемой полосы при переменной скорост транспортирования. Поставленная цель достигается тем что по способу определения транспорт ного запаздывания, заключающемуся в том, что измеряют скорость транспортирования прокатываемой полосы в межклетевом промежутке стана, рассто пние транспортирования полосы от первой прокатной клети до последней и определяют величину транспортного запаздывания как частное от деления расстояния на скорость транспортирования полосы, измеряют начальное транспбртное запаздывание переднего конца полосы, при этом фиксируют моменты входа и в{лхода его из чистовой группы клетей стана, одновременно определяют эквивале 1тный путь транспортирования путем интегрирования величины скорости валков последней клети за время начального транспортного запаздывания, затем определяют последовательно приращения пути тран спортирования за заданные равные интрвалы дискретности измерения путем интегрирования величины скорости валков последней клети за эти интервалы дискретности и транспортное запаздывание каждой последующей контро лируемой через заданный интервал дис кретности точки полосы, выходящей из последней чистовой клети стана, определяется из зависимости ,.;, - транспортное запаздывание предыдущей контролируемой точки полосы, с; ut - интервал дискретности измерения, с; Э - эквивалентный путь транспортирования, м; Д2 - приращение пути транспорти рования на последующий интервал дискретности измерения, м. На фиг. 1 изображена функциональная схема чистовой группы стана горя чей прокатки; на фиг. 2 - график, по ясняющий порядок определения трйанспортного запаздывания точек полосы; на фиг. 3 - пример скоростного режима прокатки полосы; на фиг. 4 - зависимость fr f (nAt) При различных ме,тодах определения. При входе переднего конца полосы в 1-ю клеть датчиком наличия металла ДЕМ- фиксируется момент входа по лосы, выход из последней N-й клети переднего конца полосы фиксируется датчиком наличия, металла ДНМ-N . . Интервал времени между входом переднего конца полосы в первую клеть и выходом его из последней клети является начальным транспортным з лпаздыванием tp . Одновременно определяется интервал от скорости переднего конца поосы за время TO приведенной и скорости последней клети. где д) - эквивалентный путь; VN - скорости последней клети, выбранная из условия сохранения секундных объемов металла, т.е. t где Hg - выходная толщина металла, ,Ьг1, - толщина металла соответственно после 1-й, 2-й клетей; - скорость выхода металла соответственно из 1-й, 2-й клетей. Таким образом, время запаздывания переднеаго конца полосы (начальное запаздывание определяется путем измерения, эквивалентный путь определяется путем интегрирования скорости и последней N-й клети V за время TQ . Определив время запаздывания последнего конца полосы, будем определять последовательно запаздывание точек полосы с интервалом времени At . Передний конец полосы прокатывался со средней скростью VQ, причем fff V -. tv,6t.(3) ОСР Тл fft J N В последующие интервалы времени дЦ средние скорости полосы.на выходе из стана V ,, определяются из выражений . Vi-J KJt и т.д. Так как для любой полосы Pji icong-t то можно записать ( где - время движения точки, отстоящей по времени от переднего конца полосы на интервал со скоростью Vgc,f5 (см. фиг. 2) .
Гранспсэртное члпаэдынание отстоящей от переднего конца из it , будет
.+ ut , Ife) но из выражения (5)
ЧГпН
е
.
Ni
9И
,
-м
It)
V,
ОСР
ОСР
to
поэтому
.ce)
,
Транспортное запаздывание второй точки полосы, отстоящей от переднего конца на 2 д4
, t9)
где tl - время движения второй контролируемой точки со скоростью
аналогично выражению (5)
( откуда из выражений (4) и (10)
tg+lut
ItPЭ J . .,
Мер
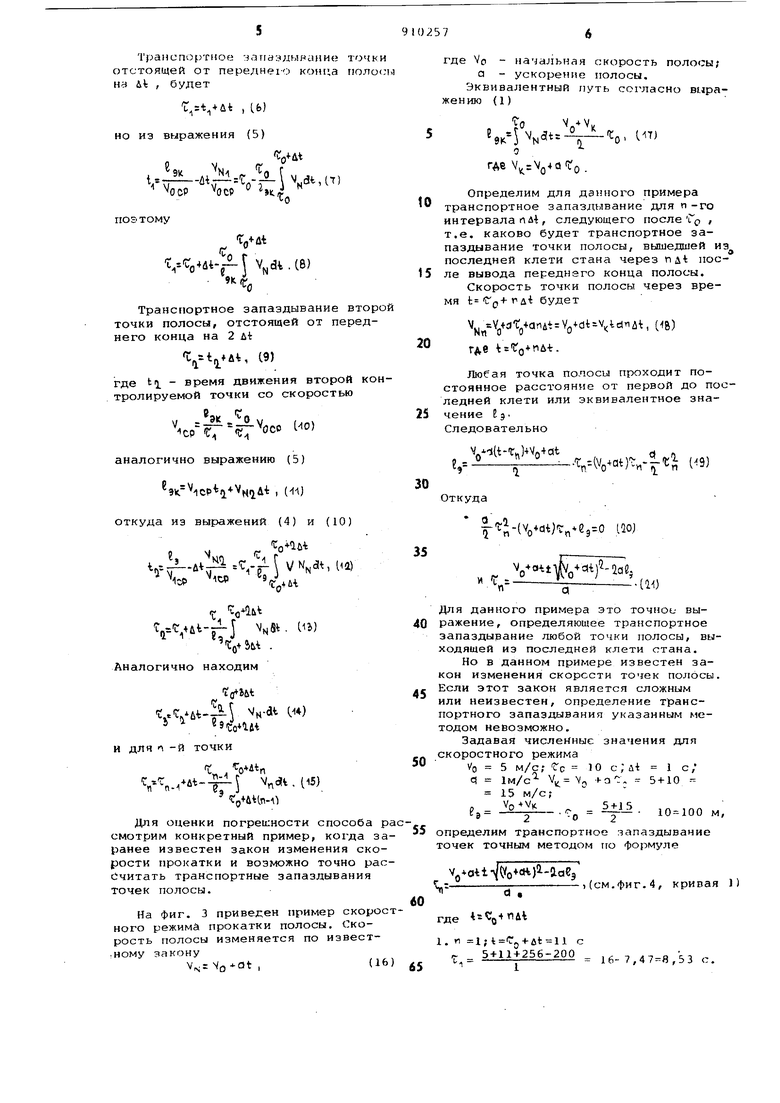
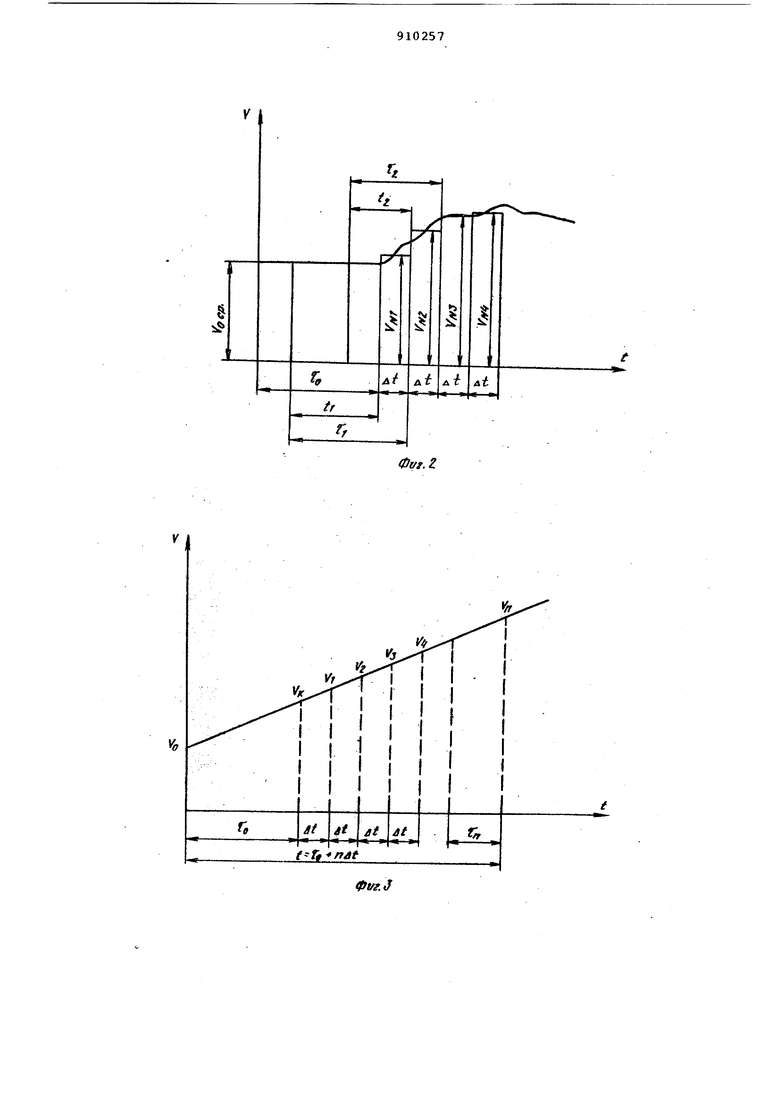
VH 8. i) Чо+Jbt . Аналогично находим .. .j.-VИ для -л -и точки т;„, Vitn S -i. Для опенки погрешности способа р смотрим конкретный пример, когда за ранее известен закон изменения скорости прокатки и возможно точно рас считать транспортные запаздывания точек полосы. На фиг. 3 приведен пример скорос ного режима прокатки полосы. Окорость полосы изменяется по извест.ному закону v :Mo-at,(i6
где Vo - начальная скорость полосы;
а - ycKoperute полосы. Эквивалентный путь согласно вираженизо (1)
toV..4V,,
(
О
где V Vg4ufro.
Определим для данного примера
0 транспортное запазд1лвание для п -го интервала л it, следующего послеГр , т.е. каково будет транспортное запаздывание точки полосы, вышедшей иэ последней клети стана через после вывода переднего конца полосы.
Скорость точки полосы через время (.,+ гд будет
V Vgtatg+anAt Vo+dUv ldnM, (IB)
20 где t fQ+nA-t.
Любая точка полосы проходит постоянное расстояние от первой до последней клети или эквивалентное значение I)Следовательно
V i(t-tJ+V(j4at0 .
,- f- --V-Va) )
30
Откуда
(1) 120)
VoU
Ы,
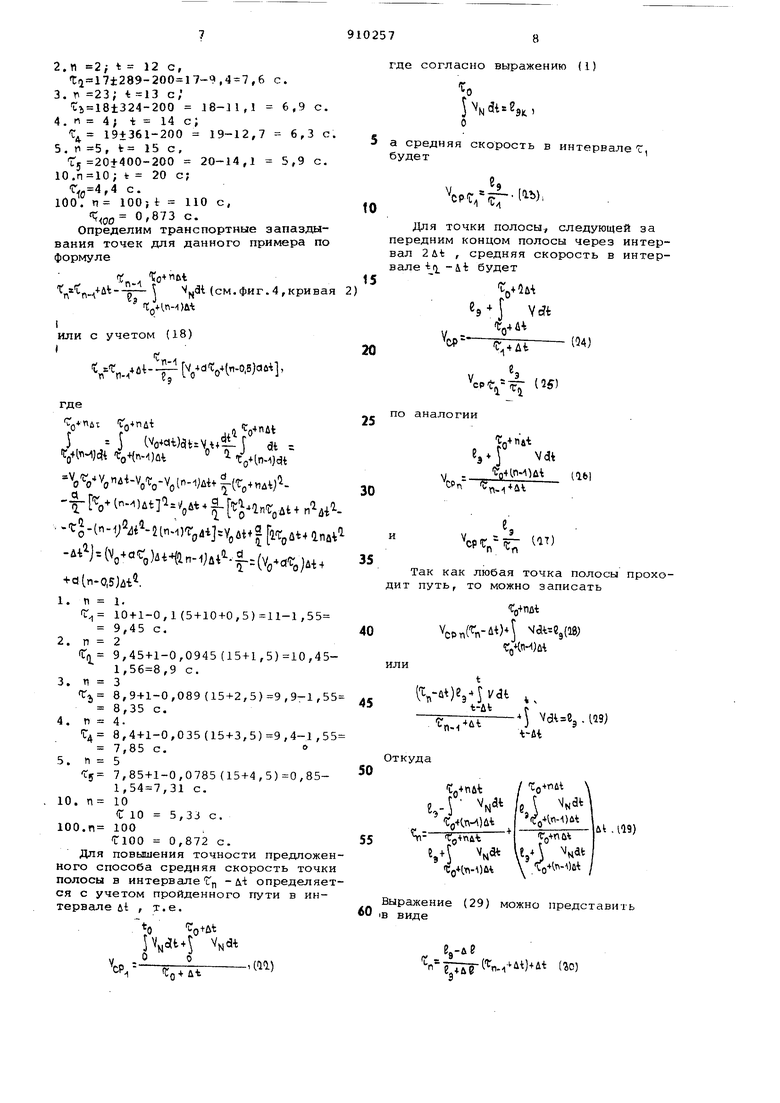
(11) Для данного примера это TO4Hot выражение, определяющее транспортное запаздывание любой точки полосы, выходящей из последней клети стана, Но в данном примере известен закон изменения скорости точек полосы. Если этот закон является сложным или неизвестен, определение транспортного запаздывания указанным методом невозможно. Задавая численные значения для скоростного режима Vo 5 м/с; Те 10 с;д-1 i с/ q 1м/с Vj f-n:. 5 + 10 15 м/с; е, ,, 5±iS. 10.100 м, определим транспортное запаздывание точек точным методом по формуле V аип|(Уо+сК)а-аа€э 1 (см.фиг.4, кривая 1 trC +flut 1. я 1;t Cj+ut 1i с 5+11+256-200 16- 7, 47-е,53 с. 2.П 2; t 12 с, 1:1 17±289-200 17-ч,4 7,6 с. 3. п 23; t 13 с; г 18±324-200 18-Л,1 6,9 с. 4. t 19+361-200 19-12,7 6,3 с 5. П 5, t 15 с, tj 20+400-200 20-14,1 5,9 с. 10 .п 10 ; t 20 с; ,4 с. 100. п 100-, t 110 с, ,o 0,873 с. Определим транспортные запаздывания точек для данного примера по формуле Vn-( N (CM. фиг. 4, кривая t(.,Hn4)u1: или с учетом (18) W.-TrtV VMs) , Co+nit(С.пд J (Vo+at)at Vu3i-j at to+{nH)ut foHn-iJ t oV -iH o-Vol - Mb tr.+viAt;. -f V ) ч a- tJ. i -cS-(n-l/4t -2tnM)rpdi Y,ut+| lrout4anu (,e)i,4(bHjnt.|.(v., + cl(n-0,5jit. 1.n 1. 1 10 + 1-0,1 (5 + 10+0,5)H-1,55 9,45 c. 2.ti 2 0: 9,45+1-0,0945(15+1,5)10,45 1,,9 c. 3.fl 3 rj, 8,9+1-0,089 (15+2,5)9,9-1,5 8,35 c. 4.n 4. 1:4 8,4+1-0,035 (15 + 3, 5) 9,4-1,5 7,85 c.° 5.n 5 5 7,85+1-0,0785 (15+4,5)0,851,,31 c. , 10. n 10 С 10 5,33 с. 100.n 100 TlOO 0,872 c. Для повышения точности предложе ного способа средняя скорость точк полосы в интервале Тр - л-t определяе ся с учетом пройденного пути в интервале ut , Т.е. to IVt Ndt 00 огласно выражению (1) , дняя скорость в интервале Т, сК,(Ь)„ я точки полосы, следующей за ним концом полосы через интер4 , средняя скорость в интерii, -ii: будет I VcJt VcPt, (If) алогии gb HnHUi (16) cpvfe (а.) к как любая точка полосы прохоуть, то можно записать Vcpn(VuO .г,{ад )ut , t-ut (. - Vdue Л59) T.ut а ние (29) можно представить гтгг -) (ад
или
(v 1
.
(31)
см.фиг.4,кривая 3)
где
. )u
Транспортные запаздывания точек полосы согласно выражению (30) для условий приведенного примера (см. фиг. 3) будут
1.п 1
е - 100-15,5 „ 84,5+1 ,. - 115,5 IliTs- 7,3+1,73 9,03 с.
2.ti 2
100-16,59,03+(83,5+1)
Т
116,5 116,5
6,47+1,716 8,186 с. П 3
V - 100-17,5 8,2+82,5
117,5117,5
5
5,77+1,7 7,47 с. 4
П Ч
, 7 47+ - + 1 118,5
118,5
5,12+1,69 6,81 с. П 5
80,5
6,8:. 22.5. ,
1 119,5
4,7+1,67 6,24 с. 10. п 10 TIO 4,48 с. 100.И 100 0,873 с.
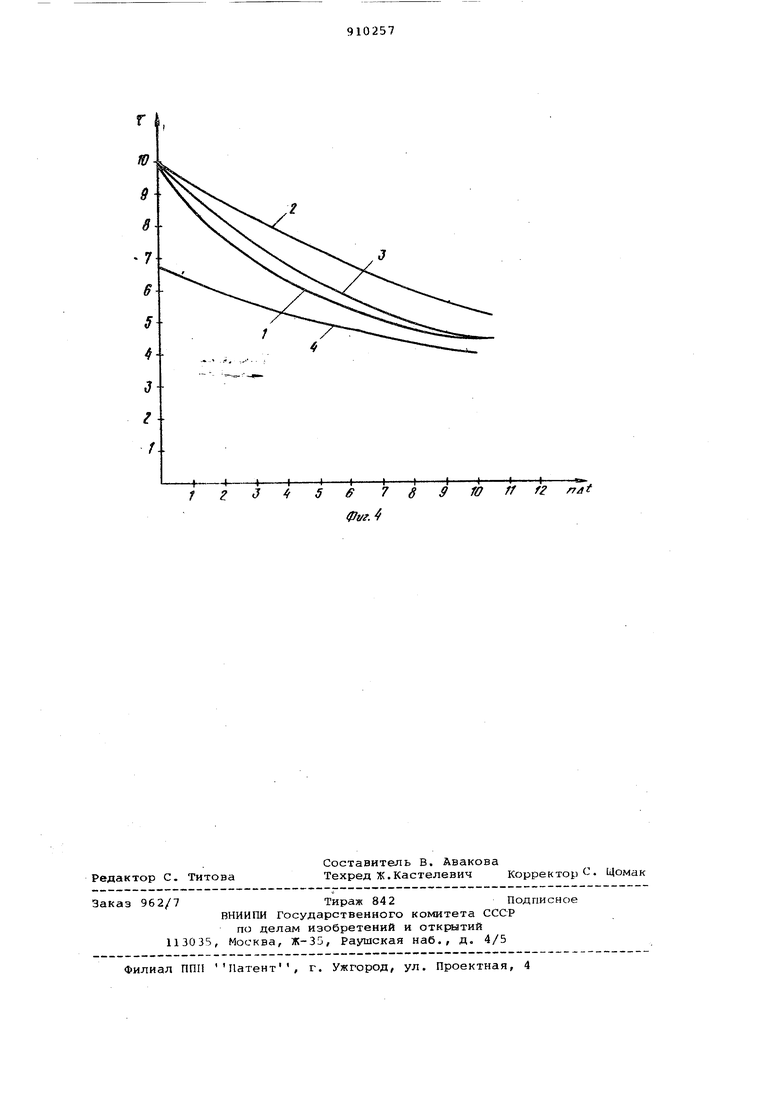
Анализ результатов вычислений показывает, что выражение (29) дает минимальную ошибку при определении транспортного запаздывания.
В приведенном примере принято максимальное ускорение полосы 1 м/с , однако результаты вычислений по выражении (29) сходятся с точным методом через 10 с. Максимальная ошибка 7% (см. фиг. 4, отклонение значений кривой 3 от значений кривой 1). Максимальная ошибка известного метоа достигает 40% (см. фиг. 4, отклонение значений кривой 4 от значений кривой 1).
Определение запаздывания контроируемых точек полосы на выходе стана необходимо для адаптации модеи объекта, например, в адаптивной системе автоматического управления температурно-скоростным режимом прокатки.
Примерный порядок настройки моели приведен ниже.
1. Фиксируется момент входа поосы в переднюю клеть (датчиком наичия металла ДНМ-1), температура
полосы т
и начинается отсчет вреп
мени t .
2. Фиксируется момент выхода головной части полосы из последней
клети датчиком наличия металла ДНМ-N), температура головной части полосы и определяется время транспортного запаздывания головной части полосы TO . Рассчитывается в модели тем,пература ко1:ца прокатки головной части полосы т и сравнивается с фактической
10 :-гО -т -Р
; ЧпГ №КПГ (3
ГД т° пг « ( т° , So.. );
0 - ошибка модели.
По полученной ошибке производится первый шаг настройки модели.
4. Определяется транспортное запаздывание следующей точки полосы, отстоящей на At от головной части ее Тх, .
5. Определяется время охлаждения этой точки на промежуточном рольганге t.p.
п,Р..
25
где t-j- - текущее значение времени, начиная со входа переднего конца полосы в 1-ю клеть.
6.Фиксируется температура конца прокатки указанной точки .
7.Определяется температура входа этой точки в первую клеть Т
1.0
.p),4-S)
8. в модели объекта определяем температуру конца прокатки указанной точки
4nr(.%x..s,.s,.....;.
9. Сравниваем полученную в модели температуру конца прокатки с фактической т°р - -1 и по полученной ошибке §-, производим второй шаг настройки модели.
Последующие шаги настройки осуществляются аналогично.
Предложенный способ позволяет иепрерывно определять транспортное запаздывание контролируемых точек полосы, в заданных интервалах прокатки полосы подстраивать модель объекта и управлять темпера турно-скоростным
режимом по заданному закону..
Экономический эффект от применения предложенного способа зависит от экономического эффекта системы управления, в которой он применяется, и методом экспертных оценок ориентировочно и определен около 20% от эффекта системы.
Внедрение автоматизированной системы управления температурно-скоростным режимом позволит увеличить про15% при производительность стаяа на катке тонких полос.
Формула изобретения
Способ определения транспортного запаздывания, заключающийся в том, что измеряют скорость транспортирования прокатываемой полосы в мэжклетевом промежутке стана, расстояние транспортирования полосы от первой прокатной клети до последней и определяют величину транспортного запаздывания как частное от деления расстояния на скорость транспортирования полосы, отличающийс я тем, что, с целью повышения ка,чества прокатываемой полосы за счет повышения измерения транспортного запаздывания прокатываемой полосы при переменной скорости транспортирования, измеряют начальное транспортное запаздывание переднего конца полосы, при этом фиксируют моменты входа и выхода eio из чистовой группч клетей стана, одновременно определяют расстояние транспортирования путем интегрирования величины скорости валков последней клети за время начального транспортного зпаздывания, затем определяют последвательно приращения пути транспортирования за заданные равные интервалы дискретности измерения путем интегрирования величины скорости валков последней клети за эти интервалы дискретности и транспортное запаздывание каждой последующей контролируемой через заданный интервал дискретности точки полосы, выходя цей из последней чистовоЧ клети стлна, определяется из аавнсимо(пи
,-йе (5fw J П I. 4,1
йН:
- W,
транспортное запаздывание предыдущей контролируемой точки полосы, с;
интервал дискретности измерения, с;
эквивалентный путь транспортирования, м;
Го
.
е.
V - мгновенная скорость полосы в
последней клети, м/с; ЕП- приращение пути транспортирования за последующий интервал дискретности измерения,м,
Ip+nut
4e, 5,c3t
0(nH}dt
при p 1. Источники информации, принятые во внимание при экспертизе
1.Турецкий X. Анализ и синтез систем управления с запаздыванием. М. , Машиностроение, 1974,
с. 20-21.
2.Дралюк Б.Н. и др. Унификация систем регулирования толщины полосы и межклетевых натяжений на стане холодной прокатки.- Сб. Произведе во крупных машин . Вып. 24. М.,
Машиностроение, 1975, с. 31-32
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения транспортного запаздывания | 1982 |
|
SU1111130A1 |
| Система автоматического регулирования толщины полосы на стане холодной прокатки | 1982 |
|
SU1058652A1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ СВАРНОГО ШВА ПРИ БЕСКОНЕЧНОЙ ПРОКАТКЕ | 1969 |
|
SU242097A1 |
| Способ воздействия на натяжение металла при прокатке | 1977 |
|
SU737045A1 |
| Устройство управления охлаждением горячекатанной полосы | 1980 |
|
SU921652A1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА НАТЯЖЕНИЕ ПОЛОСЫ | 1971 |
|
SU302148A1 |
| Устройство управления охлаждением горячекатаной полосы | 1981 |
|
SU952397A1 |
| Способ регулирования охлаждения листового проката | 1981 |
|
SU997882A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Способ адаптивного управления станом холодной прокатки и устройство для его осуществления | 1987 |
|
SU1540883A1 |
vy
&
At
