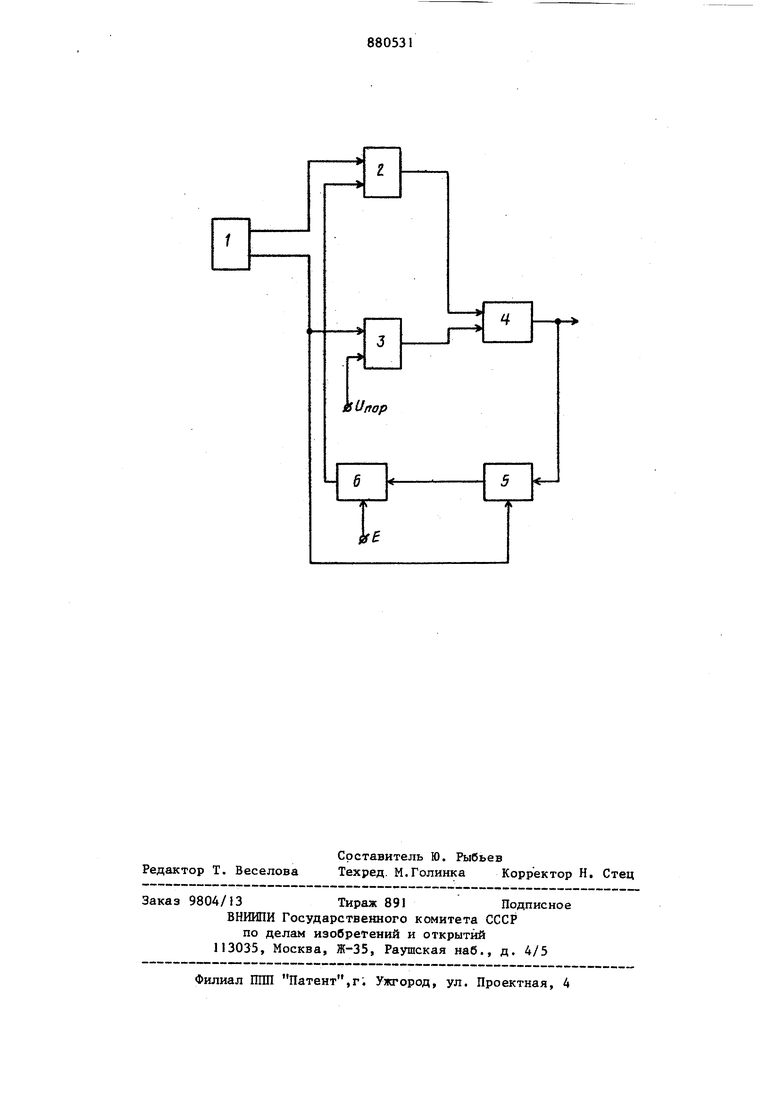
(54) УСТЮЙСТВО ДЛЯ (ШгаДЕЛЕНИЯ НАЛИЧИЯ МЕТАЛЛА В ВАЛКАХ ПРОКАШОЙ КЛЕТИ Изобретение относится к прокатке в частности к коитрольньм и регулирующим устройствам прокатных стаис, реагирукщю на изменение параметров про катки, и может быть использовано в черной и цветной металлургии, а также в других отраслях промьшшеиности, где есть прокатнью станы. Известно устройство для определения наличия металла в валках прокатной кле ти, основанное на регистрации изменений тех или иных параметров оборудования прокатной клети в мсженты входа метал ла в клеть и выхода его из клети. Например, реле статистического тока приводного двигателя рабочих валков для индикации наличия металла в валках клети, в котором использовано явление увеличения статического тока якоря приводного двигателя при увеличении нагрузки на двигатель во время прокатки металла Ull Известно также применение месдозы (датчик усилий материала на валки) НЕПРЕРЬШНОГО СТАНА В качестве датчика наличия металла в валках, в котором сигнал ненагруженной месдозы принимается за отсутствие металла в клети, а при входе полосы в клеть сигнал месдозы увеличивается и превышает установленный порог, что является сигналом о наличии полосы в клети 2. Недостатком указанных устройств является то, что они дают ложные срабатывания при определении наличия металла в валках в случае прокатки металла с отрицательным раствором между валками (забой валков) и требуют частой подстройки пороговьвс элементов, вызываемых изменением уровней сигналов используемых датчшсов при их замене, а также вследствие изменений их параметров во времени. Наиболее близким к предлагаемому устройству по технической сущности и достигаемому результату является устройство для определения наличия металла в валках прокатной клети, содержащее датчик наличия металла в валках, два сумматора, два ключа, интегро-запоминающую ячейку, элемент задер ки, запоминающую ячейку, вентильный и пороговый элементы. Устройство позволяет исключить сбои в формировании команды Отсутствие полосы при изменении величины забоя валков в процессе прокатки, а также исключить необходимость подстроек устройства в процессе эксплуатацииС- J Однако устройство ограничено приме нением только на стенах, оборудованных датчиками наличия металла в валках, вырабатьшающих сигнал, пропорцио нальный величине усилия. При работе устройства от сигналов, поступающих с .датчиков наличия металла а валках, появляется задержка команды наличия или отсутствия металла в валках, рав пая 0, с от момента входа или вы хода металла. Это связано с временем преобразования датчь-ком наличия меха нических усилий в электрический сигнал и вьцделением электрического сигн ла давления его фильтрацией. Кроме того, это устройство содержит сложные и дорогостоя1цие интегро-запоминаюгцие и запоминающр е ячейки (аналогового типа), имек}ш,ие линейные а.мпли тудные характеристики с коэффицр1ентом передачи, равньп- I . Целью изобретения является увеличение быстро;1,ействия вьздачи команд н личия нли отсутствия металла в валка прокатной клети, исключение ЛОЖНЬЕХ срабатьшаний в случае прокатки метал ла с отрицательном раствором валков, снижение себестои:--1ости устройства н расширение д иа п а з о н i п р и ме н е н и я . Поставленная цель достигается тем что в устройство для определения наличия металла в валках прокатной кле ти, содержащее ключ и пороговый элемент, дополнительно введены две схемы HJDi и накопительный конденсатор, на клети установлен двухкомпонентмьш пьезоэлектрический преобразователь ударных ускорений, ггричем выходы пер вой и второй Компонент преобразовате ля соединены соответственно с первым входами схем ИЛИ,, выходьг схем RUli со динены с входами: порогового элемента, выход порогового элемента подклю чей на вход накопительного конденсатора, цепь разряда накопительного ко денсатора соединена с выходом второй компоненты пьезоэлектрического преоб разователя, вььход накопительного кон еНСатора соединен с управляющим входом ключа, вход ключа соединен с источником постоянного напряжения Е, выход ключа соединен с вторым входом первой схемы ИЛИ, второй вход второй схемы ИЛИ соединен с источником порогового напряжения . На чертеже представлена блок-схема устройства для определения наличия металла в валках прокатной клети. Устройство содержит датчик 1 наличия металла в валках прокатной клети, две схемы 2 и 3 ИЛИ, пороговый элемент 4, накопительный Koi-оденсатор 5и кллоч 6. Выход порогового элемента является информационным источником наличия или отсутствия металла в валках прокатной клети. В момент входа металла в валки прокатного стана образуется ударное ускорение, которое воспринимается датчиком 1 наличия, и на выходе первой компоненты датчика появляется импульс ударного ускорения,который,проходя через схему 2 ИЛИ,поступает на один из входов порогового элемента 4,При появлении сигнала на входе порогового элемента 4 он срабатывает, и на его выходе появляется сигнал нал1-г-1ия металла. Срабатьшание порогового элемента 4 происходит в реззльтате превышения гдапульса ударного ускорения, порогового уровня напря;кения , поступающего через схему 3 ИЛ-И на его второй вход. Сигпал наличия поступает на накопительный ко щенсатор 5, заряжает его и поступает на управляющий вход ключа 6, открывая его, в связи с чем через ключ 6начинает проходить потенциал EjH с его вькода далее проходит через схему 2 ШШ на вход порогового элемента 4, yдepжIiвaя его в состоянии, соответствующем наличию металла в валках прокатной клет. При выходе металла из валков также образуется ударное ускорение, воспринимаемое датчиком 1 наличия и на выходе его второй компоненты появляется -г -тульс /дар-юго ускорения, который, ггроходя через схему 3 ИЛИ, поступает на один из входов порогоБого элемента 4. Одновременно импу.ггьс второй компоненты датчика 1 наличия разряжает накопительный конденсатор 5, и ключ 6 запирается. Сигнал с выхода клоча б, поступавший через схему 2 11ПИ на вход пороговогоэлемента 4, не поступает. Пороговый элемент 4 сбрасьшается, и на его вьосоде появляется сигнал отсутствия металла в валках прокатной кле ти. Использование в качестве датчика наличия металла в валках прокатной клети - двухкомпонентного пьезоэлект рического преобразователя ударных ускорений, двух стандартных схем ИЛИ и накопительного конденсатора выгодно отличает предлагаемое устройство, так как появляется возможность его использования на всех станах холодного и горячего проката, где невозможно использование в качестве датчиков наличия месдоз; повышается надежность устройства за счет применеНИН принципиально нового датчика наличия и сокращения числа элементов в схеме устройства; снижается себестоимость устройства; за счет сокращения времени вьдачи сигнала наличия или отсутствия металла в валках прок кой клети с 0,2...0,5 с до 0,02... 0(05 с5обусловленного преобразова-нием ударного ускоренияв электричес кий сигнал, данное устройство позволяет повысить производительность ста нов, снизив время паузы между прокат с 1 до 0,1 си создать более наделшы и высокоэффективные системы автомати ческого регулирования прокатных станов , ормула изобретения Устройство для определения наличи металла в валках прокатной клети непрерывного стана, содержащее ключ и пороговый элемент, отличающееся тем, что, с целью увеличе ния быстродействия, исключения ложш срабатьшаний в случае прокатки метал ла с отрицательным раствором валков, снижения себестоимости устройства и расширения диапазона применения, в него дополнительно введены две схемы ИЛИ и накопительный конденсатор, а на клети установлен двухкомпонентнь пьезоэлектрический преобразователь ударных ускорений,причем выходы первой и второй компонент преобразователя соединены соответственно с первыми входами схем ИЛИ, выходы схем ИЛИ соединены с входами порогового элемента, выход порогового элемента соединен с входом накопительного конденсатора, цепь разряда накопительного конденсатора соединена с выходом второй компоненты пьезоэлектрического преобразователя ударных ускорений, выход накопительного конденсатора соединен с управляющим входом ключа, . . вход ключа соединен с источником постоянного напряжения, выход ключа соединен с вторым входом первой схемы ИЛИ, второй вход второй схемы ИЛИ соединен с источником порогового напряжения . Ис то чни ки инфо рм а ции, принятые во внимание при экспертизе 1 . Гутн1-жов Э.Ю. Датчики и приборы ОПКБ. Уралмонтажавтоматика для технологического контроля и автоматизации прокатного производства, М., ШШТФ1, 1963. 2. Ломакин И.Д., Лямбах Р.В,.Гутников Э.Ю. Комплексная автоматизация обжимных станов. М., Металлургия, 1965. 3. Авторское свидетельство СССР № 551067, кл. В 21 Б 37/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |
| Устройство для определения моментов захвата и выброса металла валками прокатной клети | 1987 |
|
SU1447453A1 |
| Способ управления охлаждением рабочих валков прокатного стана и устройство для его осуществления | 1990 |
|
SU1745383A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU910260A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1982 |
|
SU1071339A1 |
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1976 |
|
SU599870A1 |
| Устройство фиксации наличия металла в валках прокатной клети | 1976 |
|
SU644571A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1977 |
|
SU719725A2 |
| Устройство стабилизации натяжения проката на непрерывном стане | 1986 |
|
SU1397110A1 |
| Способ автоматического управления процессом диагностирования оборудования прокатного стана и устройство для его осуществления | 1984 |
|
SU1158267A1 |