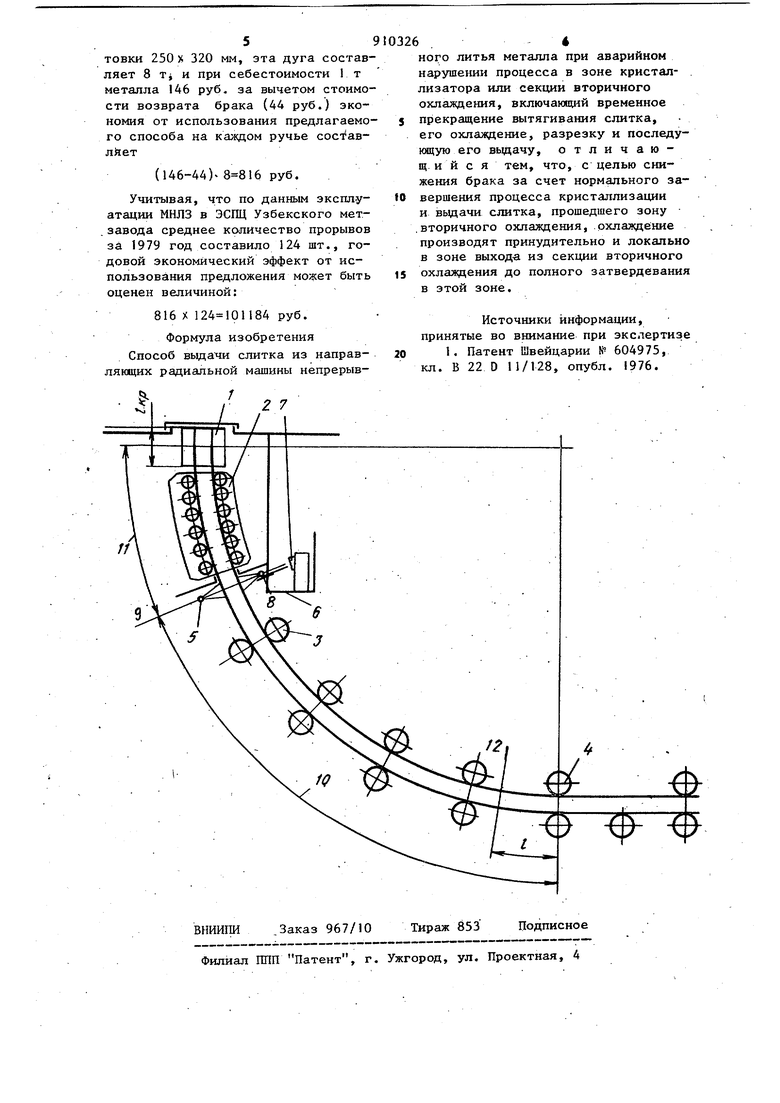
39 На чертеже изображена схема радиальной машины непрерывного литья и устройства, позволяющие осуществить предлагаемый способ, Hf чертеже даны следующие обозна чения: 1 - кристаллизатор 2 - секци вторичного охлаждения; 3 - направля щие радиального участка , 4 - тянуще-правильное устройство. На выходе секции 2 вторичного охлаждения установлены дополнительные охлаждающие форсунки 5, а на площадке 6 оптический пирометр 7 и газовый резак 8. Способ выдачи слитка из направля юищх радиальной машины непрерывного литья металла состоит из следукндих операций. При нарушении процесса литья всл ствие переполнения кристаллизатора 1 ИЛИ прорыва металла под кристалли затором 1, или в секции 2 вторичног охлаждения вытягивание непрерывного слитка тянуще-правильным устройством 4 прекращается и дается коман да на включение форсунок 5, имеющих повышенный расход воды. Измерение температуры поверхности слитка с по мощью оптического пирометра 7 опред ляют момент полного затвердевания слитка в сечении 9, После чего газовым резаком 8 слиток перерезается и отделенная таким образом часть радиального слитка 10 вытягивается роликами тянуще-правильного устройства с одновременной правкой, как при нормальном процессе литья. Оставшаяся часть, слитка 11 котораявследствие перелива или прорыва сва рилась с элементами конструкции кри сталлизатора 1 и секции 2, удаляется затем из машины с одновременным демонтажом кристаллазтора 1 и секции 2. Интенсивность охлаждения форсунками 5 выбирается такой чтобы время, затрачиваемое на полную кристаллизацию и разрезание сли ка в сечении, не превосходило величину времени, при которой степень захолаживания части радиального сли ка 10 на участке будет препятствовать нормальной правке в тянущеправильном устройстве. Экспериментально для блюмовой заготовки с чением 250 320 при отливке серии п-цавок различных марок сталей установлено, что интенсивность охлаждения сечения 9 должна превышать интенсивность охлаяадения всей ЗОНЫ вторичного охлалдения в 5 раз. Покажем это на примере для заготовки из стали 45, отливаемой на машине с радиусом 12 м, длиной кристаллизатора 1 м и протяженностью роликовой секции под кристаллизатором 3 м. Рабочая скорость литья V 0,7 м/мин. Протяженность жидкой фазы ограничивается сечением 12, ,5 м. Время полной кристаллизации слитка в зоне вторичного охлаждения. (e.H«)(.K,iM.« Время реза заготовки газовым резаком t(,. Время полного затвердевания сечения 9 t -V- А,6 мин. Остановка процесса вытягивания t4 ifi+t i 0,6+.4,6-5,2 мин. Таким образом, остановка процесса вытягивания составляет 4 .М ..(8% sfi a«.,s от нормального времени полной кристаллизации слитка в зоне вторичного охлаждения. Опытные и расчетные данные показывают7 что за это время изменение температуры слитка не вызовет изменение механических характеристик слитка на критическую величину при которой мощность-тянуще-правильного устройства, имеющая как правило 30...40% запас, не будет достаточной для осуществления вытягивания и правки слитка. Экспериментально, а также анализом для различных сечений и режимов литья установлен предпочтительный диапазон превышения интенсивности охлаждения сечения 9-5... 7 раз. Технико-экономическая эффективность предложения оценивается увеличением выхода годного за счет сокращения технологической обрези. Использованием предлагаемого способа лри каждой остановке процесса литья вследствие прорыва или перелива кристаллизатора экономится часть слитка 10, измеряемая дугой. Применительно к электросталеплавильному цеху Узбекского метзавода, на МНЛЗ которого отливаются заго
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038913C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2002 |
|
RU2226138C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 2007 |
|
RU2345862C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2184009C1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
