1
Изобретение относится к области получения неразъемных соединений тег лескопического типа сваркой давлением и может быть использовано для изготовления электрова| уумной и приборостроительной техники.
Известен способ получения со(вдинения телескопического тИпа, при котором свариваемые детали собирают коаксиально, а сварочное давление создают за счет разницы коэффициентов термического расширения материала оснастки 1.
Недостатком способа является слож. ность технологии и недолговечность оснастки.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является способ получения соединений телескопического типа сваркой давлением, при котором на внутренней детали выполняют проточку, устанавливают ее в наружной детали, а сварочное давление создают путем двустороннего осевого -сжатия торцов внутренней детали 23.
Недостатком способа является низкое качество соединения.
Целью изобретения является повышение качества соединения путем дополнительного механического защемления..
Поставленная цель достигается тем что в способе получения соединения
to телескопического типа сваркой давлением, при котором на внутренней детали.выполняют проточку, устанавливают ее в наружной детали, а сварочное, давление создают путем двусторонtsнего осевого сжатия торцов внутренней детали, в проточке внутренней детали устанавливают металлическую пластичную прокладку.
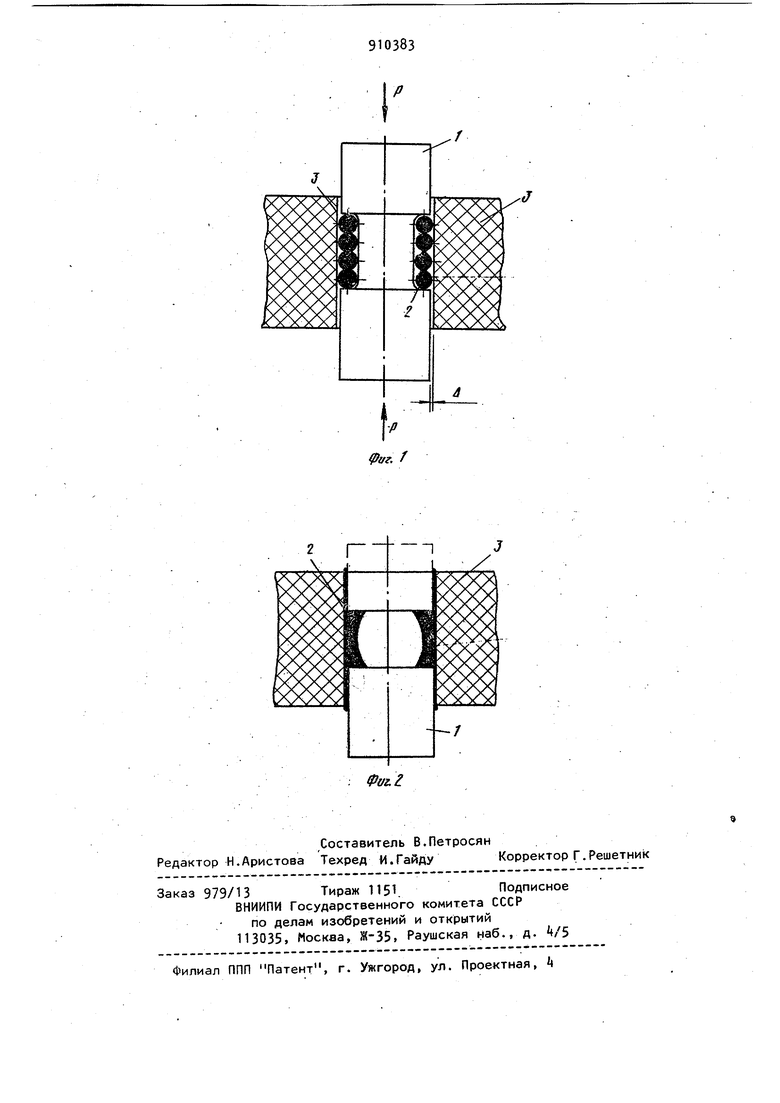
На фиг. 1 показаны собранные под
20 сварку детали; на фиг. 2 - сваренная деталь.
Способ осуществляют следующим образом. 3 . 6 средней части внутренней детали 1 выполняют проточку, в которую уста навливают металлическую пластичную прокладку 2. Деталь 1 с пластичной прокладкой 2 помещают в отверстие наружной детали 3, располагая проточ ку с пластичной прокладкой 2 в средней Масти отверстия наружной детали 3. и с помощью сварочного приспособления (на фигурах не проказано) фиксируют положение одного из концов детали 1 относительно детали 3- Кроме того, сварочное приспособление обеспечивает сохранение равномерного зазора между цилиндрическими -поверхностями свариваемых деталей 1 и 3 в процессе сварки. Собранное приспособление с деталями помещают в сварную камеру,камеру вакуумируют и производят нагрев деталей до температуры сварки. После этого к торцам детали 1 прикладывают сварочное давление. При этом происходит деформация внутренней детали в зоне проточки и, как следствие, прин дительное выдавливание пластичного материала прокладки 2 в зазор и полное заполнение его с образованием качественного сварного соединения (фиг, 2),. По окончании процесса сварки деталь охлаждают, извлекают из сварочной камеры и при необходимости производят механическую обработку его поверхности. Благодаря применению пластичной металлической прокладки, заполняющей зазор между свариваемыми поверхностями, повышается качество сварки за счёт дополнительного механического защемлений свариваемых деталей. Пример осуществления способа. Изготавливают высоковольтный герм ввод,. который состоит из наружной де тали, выполненной из диэлектрического материала (керамики) , и внутрен - ней детали, изготовленной из титана. Диаметр внутренней детали равен 3fO-4,5 мм, а ее диаметр в зоне про3точки - 1,5-2,0 мм, В качестве ме,таллической прокладки применяют проволоку из высокочастотного алюминия, которую навивают в зоне проточки. Внутреннюю деталь устанавливают в наруж,ной с зазором. Гермоввод вводится с зазором д О . 1 мм. Узел в собранном виде помещают в сварочную камеру, нагревают до температуры диффузионной сварки 5 0-5бОС., после этого прикладывают сварочное давление Р 40-60 кгс. Охватываемая деталь деформируется в зоне проточки, и вследствие этого пластичная проклад ка выдавливается, заполняя Зазор между деталями. Процесс изотермической выдержки длится мин. Сваренную деталь охлаждают, место соединения двух деталей обрабатывают механически. Использование изобретения позволит повысить качество сварки при получении соединений телескопического типа,. Формула изобретения Способ получения соединений телескопического типа сваркой давлением, при котором на внутренней детали выполняют проточку, устанавливают ее в наружной детали, а сварочное давление создают путем двустороннего осевого сжатия торцов внутренней детали,о тя и ч а ю |д и и с я тем, что, с целью повышения качества соединения путам дополнительного механического защемления, s проточке внутренней детали устанавливают металлическую пластичную прокладку. Источники информации, принятые во внимание при экспертизе 1.Конюшков В,Г. и др. Диффузионная сварка в электронике. М., Энергия, 197, с, 7k. 2.Авторское свидетельство СССР № 324797, кл, В 23 К 19/РР, 09,07.69 (прототип). I P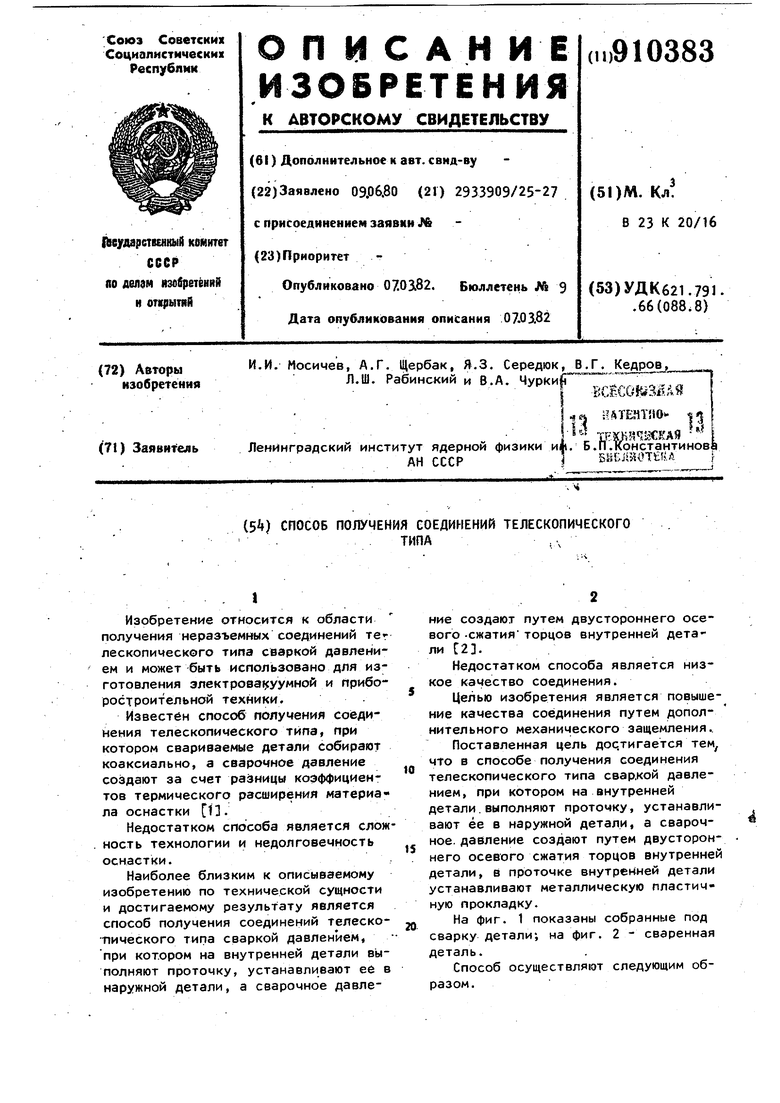

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2023559C1 |
| СПОСОБ ПРОТАСОВА В.Н. ВНУТРЕННЕЙ ВТУЛОЧНОЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СОЕДИНЕНИЙ ТРУБНЫХ ФАСОННЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2388961C1 |
| Способ диффузионной сварки разнородных материалов | 1988 |
|
SU1632705A1 |
| СПОСОБ СВАРКИ АНОДА С КОНТАКТОМ И МЕТАЛЛОКЕРАМИЧЕСКИМ ИЗОЛЯТОРОМ КАМЕРЫ НА ПЛАЗМЕННОМ ФОКУСЕ | 2009 |
|
RU2400338C1 |
| Способ диффузионной сварки телескопических соединений и установка для его осуществления | 1980 |
|
SU948585A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ КОРОБЧАТОГО СЕЧЕНИЯ | 1991 |
|
RU2022743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2286535C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| КОМПЛЕКТ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ СВАРКИ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА И СПОСОБ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА | 2004 |
|
RU2293656C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |