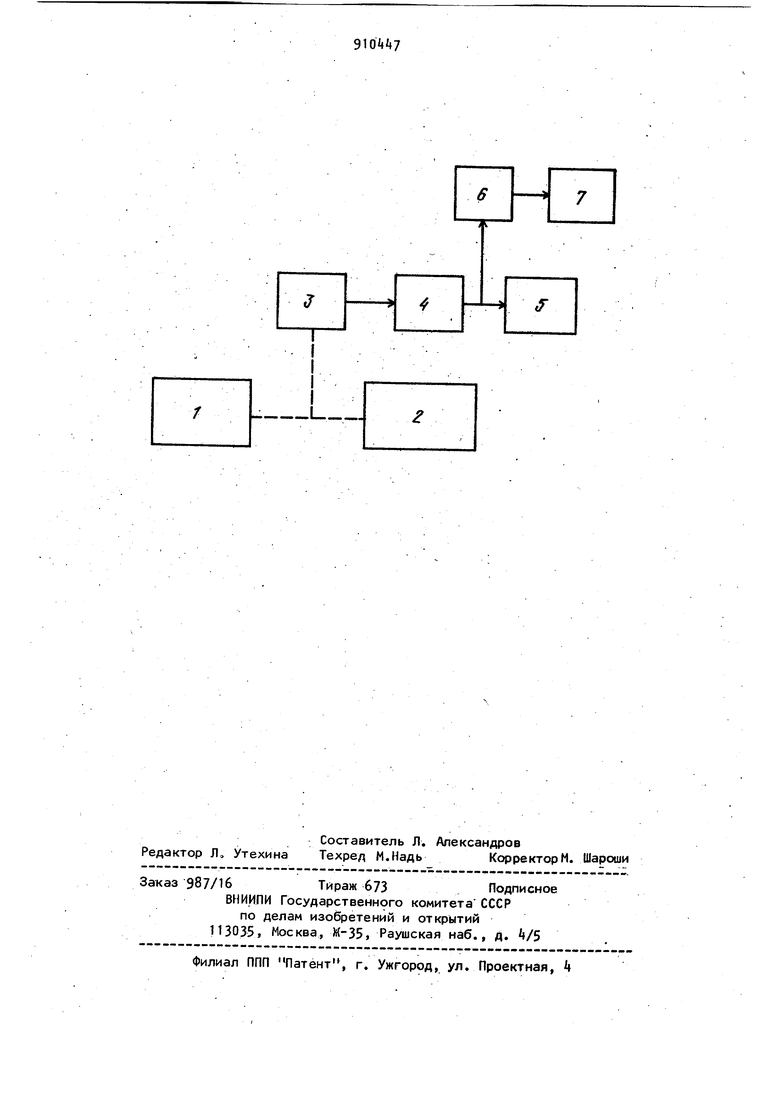
(5) СПОСОБ ОПРЕДЕЛЕНИЯ КОНЦА ЦИКЛА ПРИГОТОВЛЕНИЯ РЕЗИНОСМЕСЕЙ Изобретение относится к области автоматиздции технологических процессов и может быть использовано при производстве резинотехнических изделий . Известен способ определения конца цикла приготовления резиносмеси, заключающийся в определении конца цикла приготовления резиносмеси по коли честву затраченной энергии tl. Известный способ обладает ограниченными возможностями в отнесении по вышения точности определения конца цикла из-за того, что заправки, отличаются по массе одна от другой и требуют различной затраты энергии при . смешении. Наиболее близким из известных способов по технической сущности к изобретению является способ определения конца цикла приготовления резиносмеси по прекращению изменения потреб ляемой электроэнергии 2. Однако такой способ не позволяет достаточно точно определить конец цикла из-за того, что изменение потребляемой мощности в конце цикла представляет собой сравнительно маленькую величину, на которую оказывает влияение напряжение сети и сос тояние механизмов Целью изобретения является повышение точности определения конца цикла приготовления резиносмеси. Эта цель достигается тем, что по предложенному способу определения конца цикла приготовления резиносмесей в резиносмесителе с электроприводом, заключающемуся в измерении величины, характеризующей процесс смешения, и определении момента прекращения изменения измеренной величины, в качестве величины, характеризуеющей процесс смешения, используют включающий момент силы на .валу электропривода резиносмесителя. Момент окончания цикла определяют по прекращению изменения вращающего момента силы после последней заправки резинб сиесителя. . На чертеже приведен вариант струк турной схемы устройства, реализующего описываемый способ Устройство состоит из электродвигателя 1, привода 2 резиносмесителя, 3 момента силы на валу элект родвигателя, усилителя , подключенного к измерительному самопишущему прйбору 5 и аналого-цифровому преобр зоеателю (АЦП) 6, который подключен к цифропечатающему устройству У В статическом состоянии электродвигатель 1 привода 2 резиносмесителя не вращается,и-сигнал с датчика ,3 равен нулю Сигнал на выходе усилителя также равен измеритель ный самопишущий прибор 5 показывает нуль. На выходе АЦП сигнал также равен нулю и цифропечатающее устройств через заданные промежутки времени во всех разрядах печатает нули. При разгрузке резиносмесителя и включении электродвигателя 1 привода 2 резиносмесителя на выходе датчика 3 появится сигнал, ко торый с течением времени смешения уменьшается. При загрузке новой порции материалов в резинрсмеситель сигнал на выходе датчика 3 увеличивается, затем с течением времени сме шения сигнал уменьшается и затем ост ется на одном уровне без изменений. Этот сигнал усиливается усилителем . А измеряется и записывается на диаграммной бумаге измерительным самопишущим прибором, а также преобразуется АЦП в цифровой код 6, .который через заданные промежутки времени печатается на бумаге цифропечатающим устройством. После последней дополнительной загрузки сигнал с датчика 3 уменьшается до определенной величины и останется на этом уровне без изменений, что можно проследить пЬ диаграмме измерительного самопишущего устройства или отпечатанному бланку цифропечатающего устройстваi и выдать команду с конца цикла смешения, так как на полностью перемещенную резиносмесь затрачивается одно и то же усилие при дальнейшем ее перемешивании„Использование описываемого способа позволит повысить точность определения конца цикла приготовления резиносмеси, что позволяет сократить общее ремя приготовления резиносмесейоФормула изобретения Способ определения конца цикла приготовления резиносмесей в резиносмесителе с электроприводом, заключающийся в измерении величины, характеризующей процесс смешения, и определении момента прекращейия изменения указанной измеренной величины, от целью повышения точности определения конца цикла приготовления резиносмеси, в качестве величины, характеризуЮ1чей процесс смешения, используют вращающий момент силы на валу электропривода резиносмесителя, причем момент окончания цикла определяют по прекращению изменения вращающего момента силы после последней заправки резиносмесителя. Источники информации, принятые во внимание при экспертизе 1.Кошелёв Ф.Ф. Общая технология резины М., Химия, 1978, с ЗЮ,. 2,Рагулин В.В. Технология шинного производства Мо, Химия,1975, Со 2k (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для определения силы адгезии частиц взвеси к твердой поверхности фильтрующего материала в жидкой среде | 1984 |
|
SU1226184A1 |
| Способ управления резиносмесителем периодического действия | 1977 |
|
SU770811A1 |
| Устройство для управления процессом приготовления резиновых смесей | 1987 |
|
SU1407814A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА ЗАГОТОВОК | 1991 |
|
RU2012855C1 |
| РЕГИСТРАТОР ДЛЯ ЗАПИСИ КРИВЫХ | 1966 |
|
SU182355A1 |
| НИВЕЛИР-АВТОМАТ | 1971 |
|
SU295974A1 |
| Устройство для взвешивания заготовок | 1991 |
|
SU1824524A1 |
| Устройство для определения количества однотипных предметов в партии | 1990 |
|
SU1783316A1 |
| Устройство для измерения различных величин, преобразованных в напряжение постоянного тока | 1935 |
|
SU49959A1 |
| Способ автоматического управления процессом резиносмешения | 1984 |
|
SU1254452A1 |