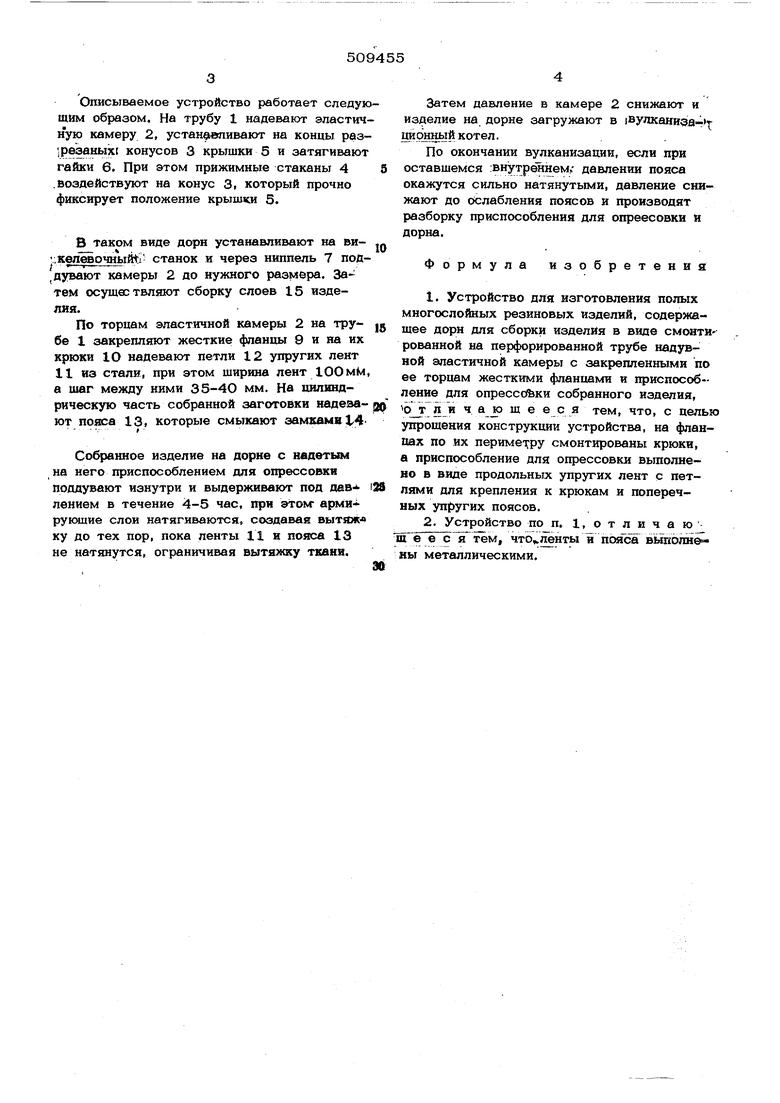
Описываемое устройство работает следующим образом. На трубу 1 надевают эластичную камеру 2, устанавливают на концы разфезаныхс конусов 3 крышки 5 и затягивают гайки 6. При этом прижимные стаканы 4 .воздействуют на конус 3, который прочно фиксирует положение крышки 5.
В таком виде дорн устанавливают на ви.кел очный х- станок и через ниппель 7 пой|д)пвают камеры 2 до нужного размера. Затем осущес твляют сборку слоев 15 изделия.
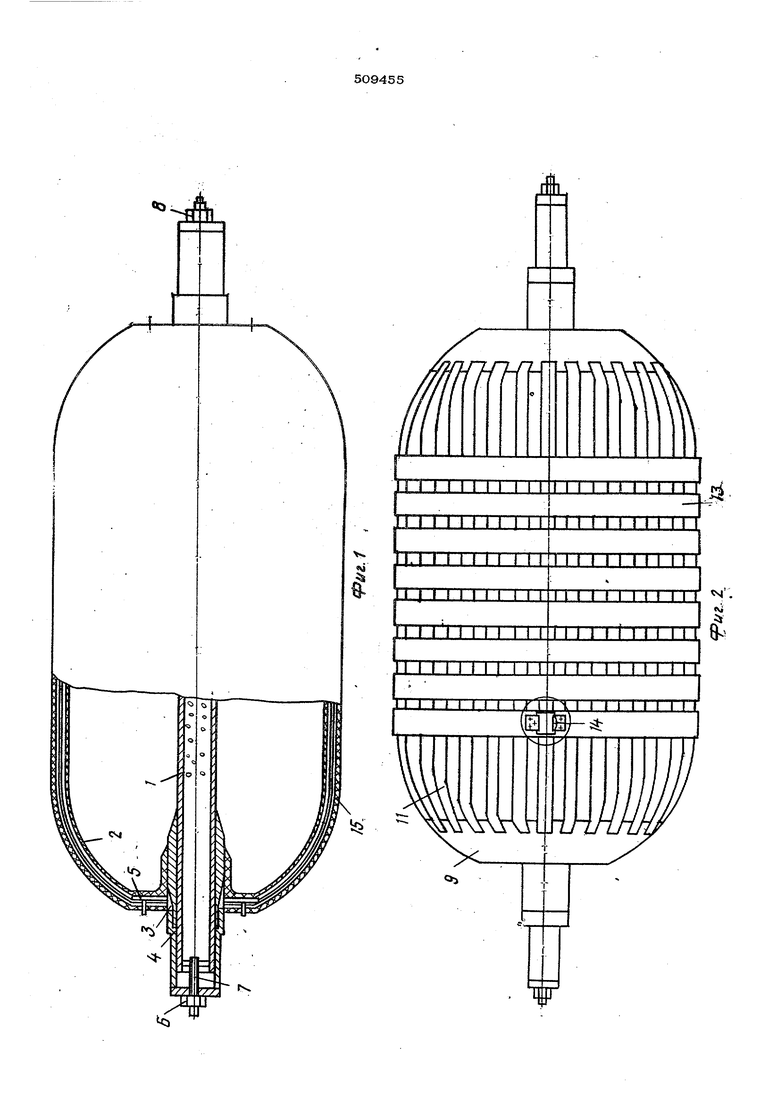
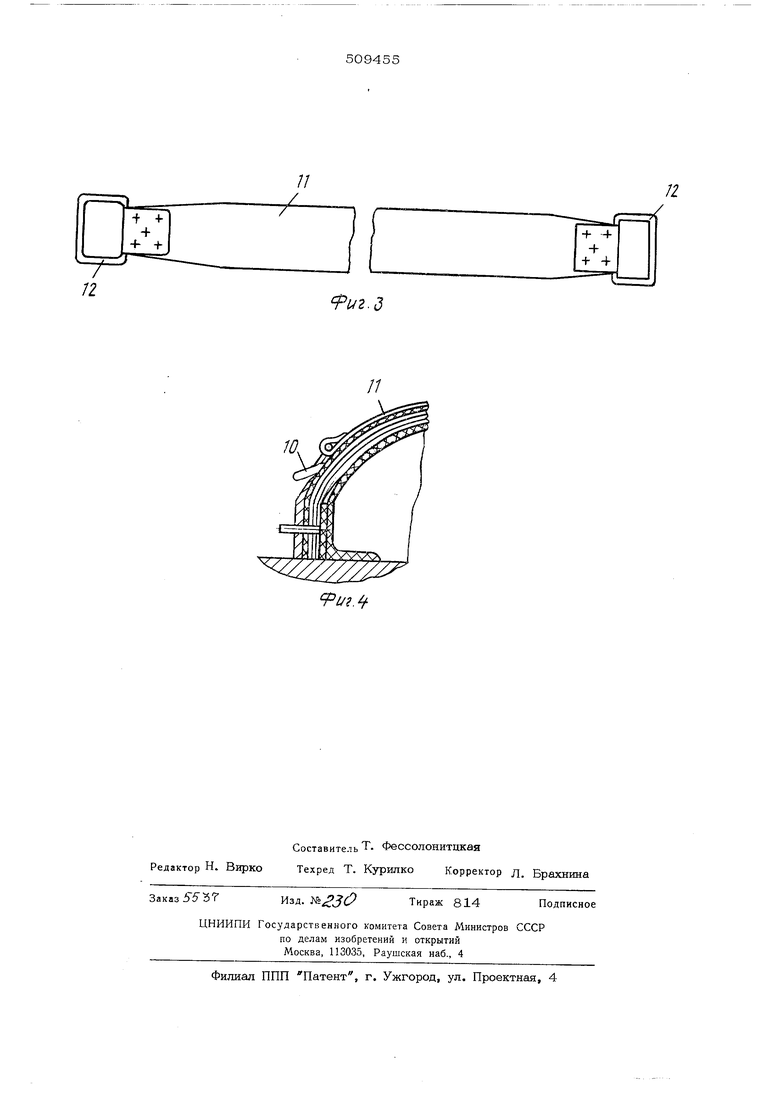
По торцам эластичной камеры 2 на трубе 1 закрепляют жесткие фланцы 9 и на их крюки 1О надевают петли 12 упругих лент 11 из стали, при этом ширина лент 10ОмМ а шаг между ними 35-4О мм. На цилшадрическую часть собранной заготовки иадевают пояса 13, которые смыкают замками t4
--.- t
Собранное изделие на дорке с надетым на него приспособлением для опрессовки поддувают изнутри и выдерживают под дав лением в течение 4-5 час, при этом- армирукшие слои натягиваются, создавая вытяж ку до тех пор, пока ленты 11 и пояса 13 не натянутся, ограничивая вытяжку ткани.
Затем давление в камере 2 снижают и изделие на дорне загружают в |Вулканиза-- цислшый котел.
По окончании вулканизации, если при оставшемся внутрён) давлении пояса окажутся сильно натянутыми, давление снижают до (Ллабления поясов и производят разборку приспособления для опреесовки и дорна.
Формула изобретения
1.Устройство для изготовления полых многослойных резиновых изделий, содержащее дорн для сборки изделия в виде смоитИ рованной на перфорированной трубе надувной эластичной камеры с закрепленными по ее торцам жесткими фланцами и приспособление для опрессс(Ьки собранного изделия, ли ч а JP щ е ее я тем, что, с целью упрощения конструкции устройства, на фланаах по их периме- ру смонтированы крюки,
а приспособление для опрессовки выполнено в виде продольных упругих лент с петлями для крепления к крюкам и поперечных уп(угих поясов.
2.Устройство по п. 1, о т л и ч а ю я тем, что ленты и псиюа вьшо}ше°
ы металлическими.
««а
JM И I I И III
I М I I I t М I {
I I t М I IT ТУ
I.I М I и ГТТТ
i I I I I
ГУ I I М I I I I
«vi
Ji
11 1 t И 11 111 f I I I т
j
гГГТЛ1 TTF in,
т т
ТР
.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых многослойных резиновых изделий | 1980 |
|
SU910452A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБ НА ЭЛАСТИЧНОМ ДОРНЕ | 2009 |
|
RU2458276C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗЙНОБЕЕС-. ИЗДЕЛИЙ | 1979 |
|
SU825333A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛКИ ПОЛА ПЛАНЕРА САМОЛЕТА СЕТЧАТОЙ СТРУКТУРЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412053C1 |
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| Устройство для изготовления резиновых зубчатых ремней | 1984 |
|
SU1481076A1 |
| Устройство для изготовления полых многослойных резиновых изделий | 1985 |
|
SU1227491A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ | 1992 |
|
RU2041757C1 |
i.
