Изобретение относится к оборудованию шинной промышленности.
Известно устройство для стыковки заготовок ездовых камер, содержащее зажимы для концов камеры и ножи, смонтированные на горизонтальном валу с зубчатой шестерней, а также силовой цилиндр, на штоке которого симметрично относительно его оси закреплены зубчатые рейки, поочередно взаимодействующие с зубчатой шестерней. Концы заготовки камеры отрезаются при вращательном движении ножей вокруг горизонтальной оси 1.
Недостатки данной конструкции заключаются в том,что применены ножи клинового типа, длина которых соответствует ширине стыкуемой заготовки камеры. Обогрев ножей клинового типа затруднен и требует большой. мощности нагревательных элементов. Кроме того, вращательное движение ножей вокруг горизонтальной оси приводит к некачественному резу заготовки камеры, особенно по краям, что снижает качество стыка.
Увеличение производительности станка при стыковке камер для большегрузных автомобилей (ширина камер до 670 мм) незначительно, так как необходимо время для удаления ножей из зоны сближения торцов нижних зажимов .
Наиболее близким к изобретению является устройство для стыковки ездовых камер, содержащее смонтированные на раме зажимы для фиксации концов заготовок, установленные под ними горизонтальные направляющие,подвижную каретку с приводом ее возврат-но-поступательного перемещения вдоль направляющих и закрепленные на ней . ножи 2.
В этом устройстве ножи выполнены из сплава с высоким омическим сопротивлением (что позволяет производить их нагрев электрическим током) в виде тонкой пластины,, закрепленной в кронштейнах, передняя грань которой имеет заточку. .
При обратном ходе каретки в исходное положение ножи взаимодействуют с механизмом сближения ножей для исключения контакта их с подготовленной к стыковке поверхностью концов заготовки камеры.
Однако такое устройство позволяет проводить сближение зажимов только после возврата каретки с ножами Э исходное положение. Это снижает .
производительность станка, так как требуется дополнительное время на возврат каретки,и ухудшает прочность стыка, так как нагретый в зоне стыка материал заготовки охлаждается, что ухудшает технологические условия стыковки.
Целью изобретения является повышение производительности устройства.
Поставленная цель достигается тем что устройство для стыковки заготовок ездовых камер, содержащее смонтированные на раме зажимы для фиксации концов заготовок,установленные под ними горизонтальные направляющие подвижную каретку с приводом ее возвратно-поступательного перемещения вдоль направляющих и закрепленные на ней ножи,снабжено закрепленными на каретке роликом, упором и поворотным двуплечим рычагом, одно плечо которого подпружинено относительно каретки, а на другом плече установлены ролик и ножи
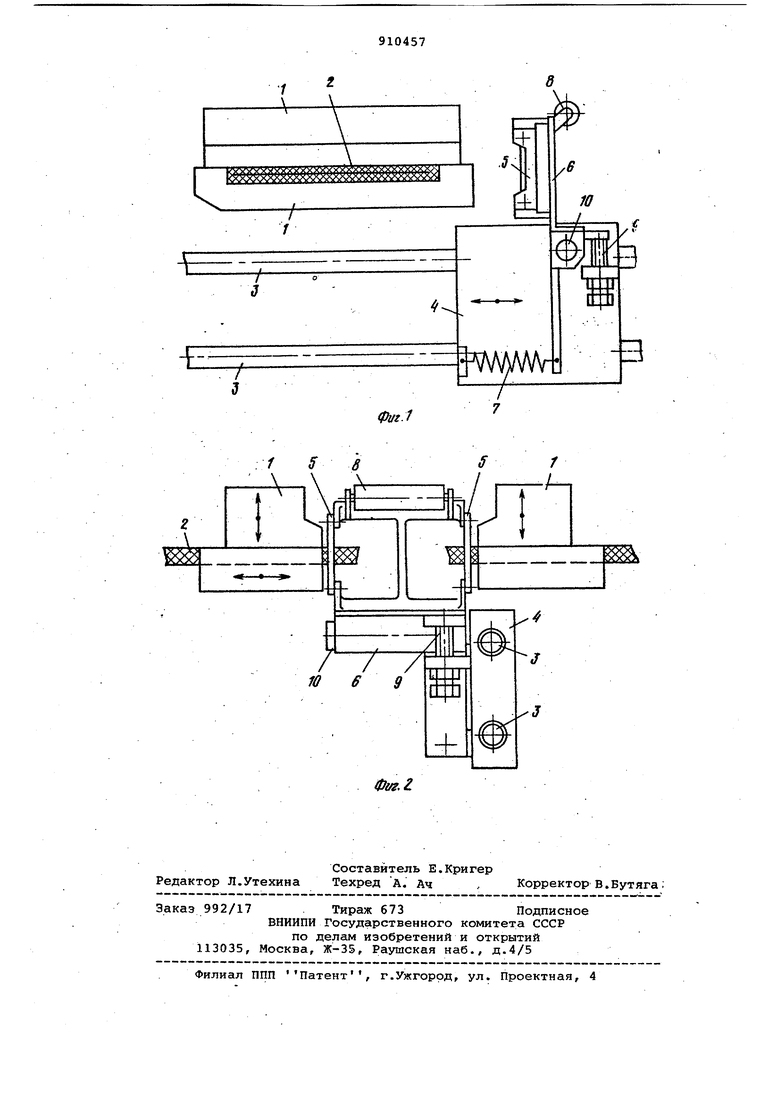
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сбоку.
Устройство содержит смонтированны на раме зажимы 1 для фиксации концов заготовок 2, установленные под ними горизонтальные направляющие 3,под вижную каретку 4 с приводом ее возвратно-поступательного перемещения (на черт, не показан), вдоль направляющих 3 и закрепленные на ней ножи 5 , . . ,, .
На каретке 4 закреплен поворотный двуплечий рычаг б, одно плечо которого подпружинено пружиной 7 относительно крретки 4, а на другом плече установлены ролик 8 и ножи 5.
На каретке 4 установлен упор 9, на который опирается рычаг 6.Рычаг 6 свободно посажен на закрепленной в каретке 4 оси 10.
Работает устройство следующим образом.
Концы заготовки камеры 2 укладываются и фиксируются в зажимах 1.Вкючается привод перемещения каретки 4, Карелка 4 перемещается по -направляющим 3 в зону резания, и начинается процесс резания. При этом усилие резания через рычаг б передается на упор 9.
После окончания резаниЯ каретка 4 останавливается,происходит сближение зажимов 1,и подготовленные концы заготовки камеры 2 стыкуются. Каретка 4 начинает перемещаться в исходное положение. При этом ролик 8 взаимодействует с зажимами 1, и рычаг б поворачивается на оси 10,растягивая пружину 7, В исходном положении рычаг б поворачивается пружиной 7 до упора.9.
По сравнению с базовыми объектами станками фирмы Мидланд дизайнинг (Англия), эксплуатируемыми на отечественных заводах, предлагаемая .конструкция позволяет увеличить производительность устройства за счет исключения простоев во время возврата ножевой каретки в исходное положение, улучшить качество стыкуемых изделий за счет сокращения времени между подготовкой концов заготовки камеры и их стыковкой. .
Применение предлагаемого устройства позволит сократить время цикла на 3,5 сек., что увеличит производительность станка при стыковке камер для легковых автомобилей (цикл стыковки 30 сек.) на 11,6%, грузовых автомобилей (цикл стыковки бОсек.) на 5,8% или в среднем на 60 камер в смену.
Формула изобретения
Устройство для стыковки заготовок ездовых камер, содержащее смонтированные на раме зажимы для фиксации концов заготовок, установленные под ними горизонтальные направляющие, подвижную каретку с приводом ее возвратно-поступательного перемещения вдоль направляющих и закрепленные на ней ножи, отличающее с я тем, что, с целью поылшения производительности устройства, оно снабжено закрепленными на каретке роликом, „ упором и поворотным двуплечим рычагом, одно плечо которого подпружинено относительно каретки, а на другом плече установлены ролик и ножи.
/
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 511224, кл. В 29 Н 15/04, 1974.
2, Assy of knife head-llOO tube sp€icer. Сборочный чертеж A 1100005-000.Разработ. The MidEand Designing Manufacturing Co. Limited, Утв. 1978(прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки концов деревянных вагонных стоек | 1982 |
|
SU1080960A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Станок для обработки деревянных заготовок | 1983 |
|
SU1155445A1 |
| Станок для обработки концов деревянных вагонных стоек | 1983 |
|
SU1142280A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Отрезной автомат | 1990 |
|
SU1731603A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Устройство для стыковки полос обрезиненного полотна | 1979 |
|
SU895708A1 |