Изобретение относится к обработке металлов давлением, в частности к техноло1 ическим смазкам, и может быть использовано при холодной прокатке на роликовых станах ХЛТР и ХПТР с валковой клетью труб иэ углеродистых и слаболегированных марок сталей,
В настоящее время на трубных заводах перед холодной прокаткой на трубы из углеродистых и слаболегированных марок сталей наносят фосфатную пленку, которая служит подсмазочным покрытием, а в качестве технологической Смазки применяют касторовое масло, заливаемое вручную во внутрь трубы. Кроме того, на наружную поверхность трубы подается смаз очно-охлаждающая жидкость, представляющая собой 10%-ный раствор эмульсола в воде .
Применение смазок с подсмазочными покрытиями не позволяет получать на трубах поверхность с шероховатостью выше 0,63-1,2.5 мкм, так как операции нанесения и удаления подсмазочных, покрытий связаны с обработкой труб в кислотных растворах, что способствует появлению на поверхности металла шероховатости.
Известно также использование в качестве смазки для холодной прокатки труб минеральных масел, например веретенного. Эту жидкую смазку применяют с медным покрытием 2.
Однако минеральные масла обладают низкой вязкостью, особенно при повышенных температурах. В процессе холодной прокатки, где из-за значительных давлений развиваются высокие температуры, чистые минеральные масла резко теряют вязкость и легко выдавливаются из очага деформации. В результате происходит разрыв тонкой пленки масла и возникает точечный контакт металла с инструментом,, приводящий к налипанию мемгшла на инструмент. Последнее в конечном .итоге приводит к низкому качеству поверхности и, следователь- . но, к уменьшению выхода годных труб.
Наиболее близкой по составу ингредиентов к предлагаемой является смазка для холодной обработки металлов давлением, содержащая, вес.%: полиэтилен м.в, 800-1000 20-30; триэтаНОЛаминовую соль алкилфосфатов, полученных на основе оксиэтилированшх первичных жирных спиртов фракции 1 12-17 и минеральное масло - остальное ЗЗ.
Недостатком известной смазки является то, что она не обеспечивает получение качественной поверхности труб. Это обусловлено неудовлетворительной охлаждающей способностью смазки, приводящей к резкому увеличению температур : в очаге деформации и, следовательно, к Нслипанию металла на инструмент, т.е. к ухудшению качества поверхности прокаты-.
ваемых труб.
Кроме того, наличие в составе известной смазки низкомолекулярного полиэтилена не позволяет одновременного использования ётой же смазки и в качестве эксплуатационной, так как при высоком давлении полиэтилен подвергается деструкции с выделением атомарного водорода, что способствует наводораживанию и охр упчиванию металла в узлах трения, следовательно, ускоряется износ деталей.
Целью изобретения является улучшение качества поверхности труб за счет повышения охлаждающей способности и антифрикционных свюйств . смазки.
Поставленная цель достигается тем, что смазка для холодной прокатки труб, содержащая минеральное масло и триэтаноламиновую соль алкилфосфатов, полученных на основе окскэтилированных первичных жирных спиртов фракции С -С, , дополнительно содержит гидрохлорид аминопарафинов при следующем соотношении компонентов, вес.%:
Триэтаноламиновая соль алкилфосфатов, полученных на -основе оксиэтилированных первичных жирных спиртов
10-15
фракции q,Q -С,,
Гидрохлорид аминопарафинов5-10
Минеральное масло Остальное Триэтаноламиновая соль алкилфосфатов, полученных на основе оксиэтилированных первичных жирных спиртов фракции C.Q 1 является поверхностно-активным веществом, улучшает адгезионные свойства первого мономолекулярного слоя смазки и выполняет роль стабилизатора смазки.
Гидрохлорид аминопарафинов - солянокислая соль высокомолекулярных алифатических аминов общей формулы повышает охлаждакхцую способность смаэки и антифрикционные свой.ства.
Для изготовления смазки используют стандартные вещества: Триэтаноламиновая соль алкилфосфатов, полученных на основе оксиэтилироваиных первичных жирных спиртов фракции ГОСТ 38-40797-77; гидрохлорид сшиньпарафинов ТУ 6-02-1027-76; минеральное масло ИС-20 1707-51
Предлагаемую- Смазку приготавливают механическим смешением расчетного количества компонентов.
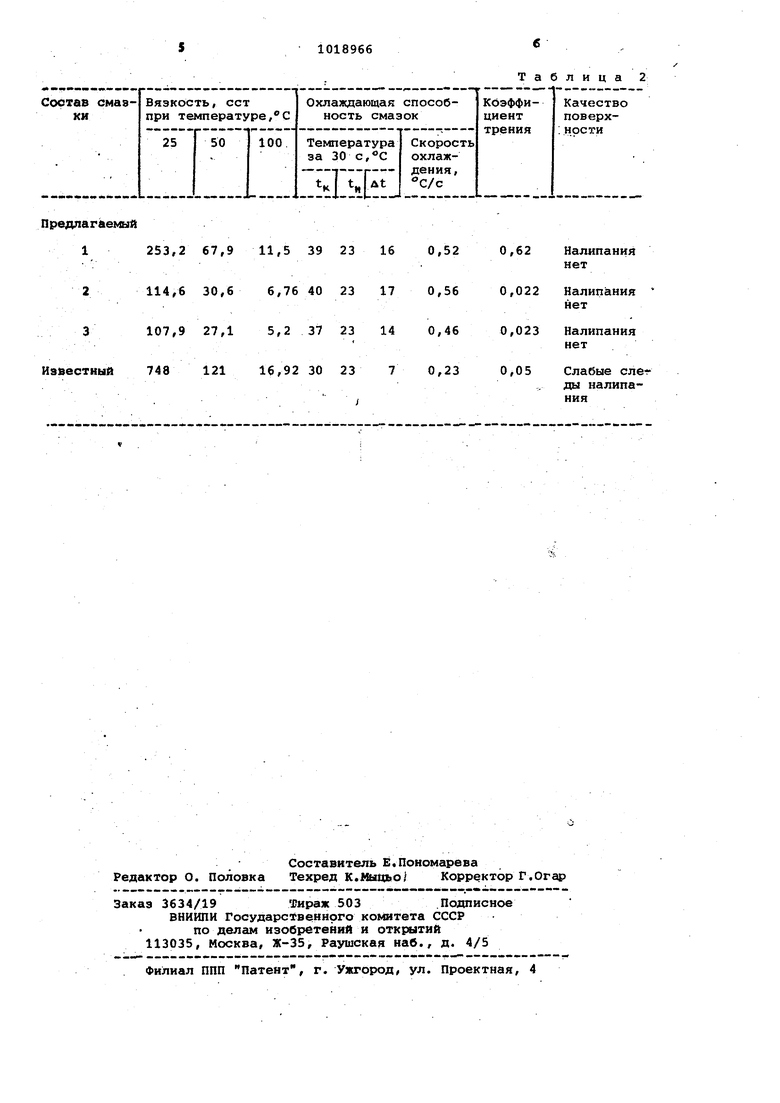
Смазка на внутреннхно позерхность трубной заготовки подается автоматически через пустотелый стержень, наружная поверхность смазывается и охлаждается этой же смазкой через кольцевые спреера. Приготовлены иопробованы составы смазок, представленные в табл. 1 Эффективность предлагаемой tt известной смазок npoEtej uT по величине коэффициента трения (антифрикционные свойства) , по состоянию повер ности продеформированной полосы из ст. 10 (противозадирные свойства), которые определяют на испытательной машине трения (МТ-1). При этом по каждому из вариантов смазок проведе но 10 испытаний. Вязкость определяют на вискрзиметреВПЖ-2 согласно. ГОСТ 1161 - 75. Охлгикдающую способность определяли по скорости отдачи тепла образ цом размером 10x10x10 мм. Количество смазки брали из расчета 1 г смаз ки на 1 г веса металла. Время выдержки образца в смазке - 30 с. Образец нагревают в муфельной печи до , погружают в исследуемую смазку и определяют скорость охлажформуле V- , дения по разница температур охлаждающей среды до и после погружения в нее нагретого образца} tr - время охлаждан -образца. Испытания проводят на 15 образцах. Результаты испытаний приведены -в та. 2. Как видно из табл. 2, предлагаемый состав смазки в отличие от известного обеспечивает ей большую скорость охлаждения (вязкость предлагаемой смазки в 5-6 раз меньше, чем известной), что позволяет умень шить температуру в очаге деформации и, следовательно, исключить налипание металла .на инструмент. Кроме того, предлагаемая смазка имеет более низкий коэффициент трения, т.е. обладает более высокими антифрикционными свойствами. Для сравнения опробованы предлагаемая и известная смазки при прокатке топливопроводных углеродистых труб без подсмаэочного покрытия по маршруту 27x2,,7 мм с варьированием величины подачи от m 1,3 КМДОЛ1 8,8 мм и быстроходности от 40 до 66 двойных ходов в минуту. При прокатке труб на известной смазке при увеличении подачи до m 3 мм наблюдалось налипание металла на инструмент. Чистота поверхности соответствовала величине шероховатости 0,48 мкм. На предлагаемой смазке было прокатано 3000 м труб с шероховатостью поверхности 0,16 мкм. поверхность прокатываемьис труб проверяли на профилографе-прбфилометре модели 201 согласно j ГОСТ 2789-59, Полупромышленная прокатка углеродистых труб показала, что предлагаемый состав смазки в отличие от известного обеспечивает стабильный процесс прокатки при большой подаче m 8,8 мм высококачественных тонкостенных углеродистых труб со степенью деформации 77%. Таким образом, изобретение обеспечивает улучшение качества поверхности прокатывае№ах труб на 2-3 класса за счет повьаиения охлаждающей способности и антифрикционных СВОЙСТВ, расширяя технологические возможности смазки за счет исключения из её состава низкомопекулярного полиэтилена. Смазку используют как технологическую/ так и эксплуатационную, что позволяет в свою очередь упростить конструкцию валковой клети роликовых станов АЗТМ. ;;т а б л и ц а 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1983 |
|
SU1142502A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU958480A1 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
| Смазка для холодной обработки металлов давлением | 1982 |
|
SU1062246A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД | 2002 |
|
RU2230777C1 |
| Смазка для холодной деформации металлов | 1982 |
|
SU1087550A1 |
| Смазка для холодной обработки металлов давлением | 1974 |
|
SU496298A1 |
| Смазка для холодной прокатки | 1980 |
|
SU899640A1 |
C ilA3KA ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ, содержащая минеральное |йасло и триэтаноламиновую соль алкилфосфатов, полученных на основе оксиэтилированных первичных жирных спиртов фракции С -С„, о т л и,ч а к 10. а я с я тем, ; что, с целью повышения качества поверхности труб, смазка дополнительно содержит гидрохлорид аминопарафинов при следующем соотнетиении компонентов, вес,%: . Триэтаноламиновая соль алкилфосфатов, полученных на основе оксиэтилированных пер- . вичных жирных спиртов фракции 10-15 Гидрохлорид аминопарафинов5-10 Минеральное масло Остальное 00 со Ф СП
I Предлагаемый 1
2 3Известный
10 7,5 5 Предлагаемый 1 253,2 67,9 11,5 39 23 114,6 30,6 6,76 40 23 107,9 27,1 5,2 37 23 Известный 748 121 16,92 30 23
Таблица 2 16 0,52 Налипания нет 17 0,56 0,022 Налипания нет 14 0,46 0,023 Налипания нет 7 0,23 0,05 еледы налипания
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Липкин Я.Н | |||
| Химическая и электрохимическая обработка стальных труб | |||
| М | |||
| Металлургия, 1975, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и др | |||
| Внешнее трение и технологическая смазка при холодной прокатке труб | |||
| - Известия высших учебных заведений | |||
| Черная металлургия, 1961, 1, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
