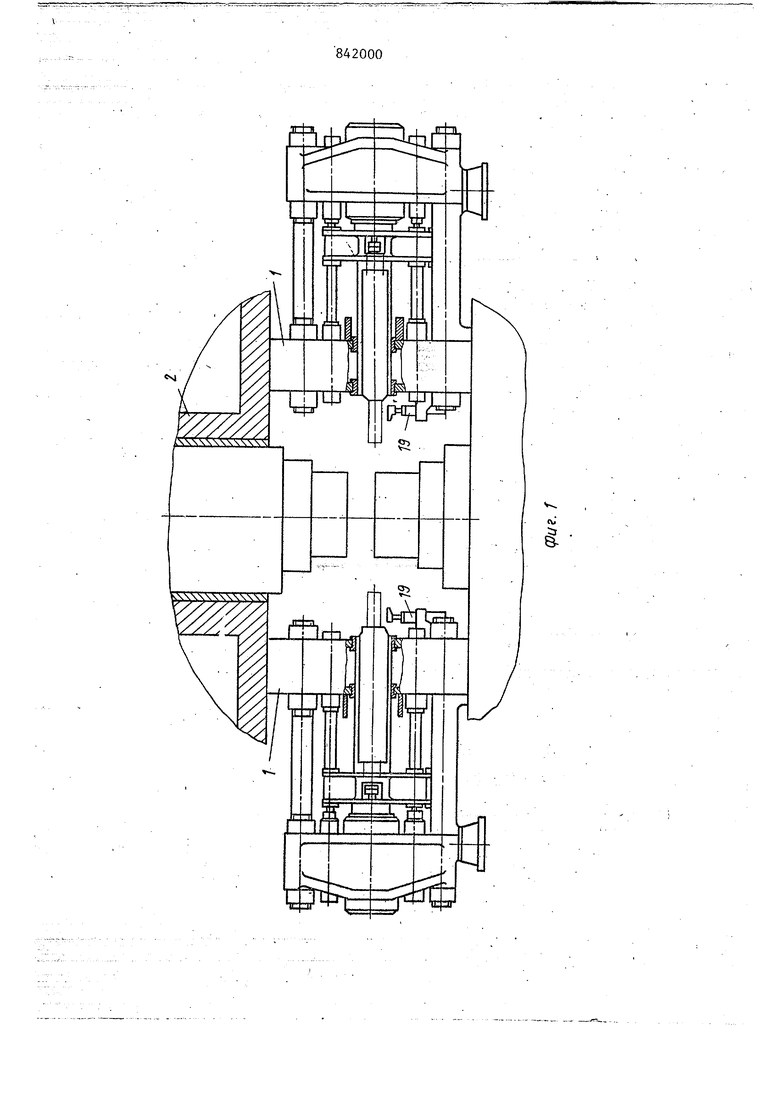
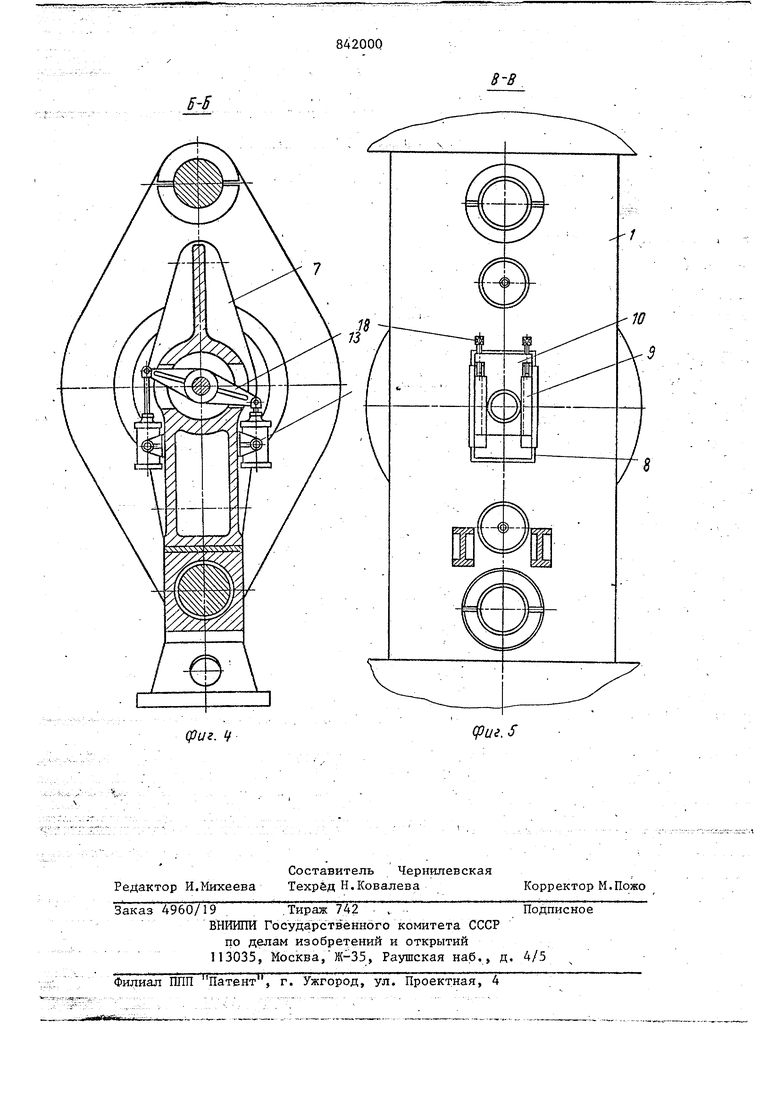
(54) ГОРИЗОНТАЛЬНАЯ ПРОиШВНАЯ СИСТЕМА ВЕРТИКАЛЬНОГО ШТАМПОВОЧНОГО ПРЕССА Цель изобретения - расширение тех нологических возможностей пресса и у лтйчениё срока службы штампов. Указаннаяцель достигается тем, что система снабжена жестко закрепленной на траверсе штангой, на которой установлен с возможностью гориз онталь,но го перемещения приводной захват прошивного инструмента. Штанга вьшолнена в виде балки пря моугольного сечения, на боковых сторонах которой выполнень открытые про дольные направляющие пазы. Приводной захват прошивного йнструмента выполнен в виде двух Г-обра йЫх тяг, жестко связанных между собой и расположенных в направляющих пазах штанги, причем прошивной инструмент установлен в захвате с возможностью вертикального перемещения С помощью вспомогательного приво да и жесткого его фиксирования. Вспомогательный привод вертикальн го перемещения прошивного инструмент выполнен, .например, в виде подъемного цилиндра, который установлен на раме пресса со стороны его рабочей зоны. На фиг. 1 изображена прошивная си тема на прессе; на фиг. 2 - то же, вид сбоку; на фиг,3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг, 2; на фиг. 5 - разрез Б-В на фиг. 2. Горизонтальная прошивная система вертикального штамповочного пресса включает проставки 1, неподвижно закрепленные на раме 2 пресса и ограни чивающие его рабочую зону. К пррстав ке 1 с помощью тяг 3 жестко присоединена траверса 4, в которой размеще силовой цилиндр 5. Плунжер 6 силовог цилиндра 5 взаимосвязан с траверсой 7, к которой с противоположной стороны прикреплегга штанга 8. Штанга 8 представляет собой балку прямоугольно го сечения, на боковых сторонах которой расположены продольные направля пазы, в которьк размещён захват 9, выполненный в виде двух Г-образных тяг, жестко связанных между собой. В захвате 9 . посредством матрицы О установлен прошивной инструмент 11 С возможностью его вертикального перемещения и жесткого фиксирования. По обе стороны от траверсы 7 установлены цилиндры 12 привода иеханизма зажима прошивного инструмента 11, свя
842000 занные своими штоками с коромыслом 13, в котором закреплен винт 14,-связанньш с сухарем 15. Со стороны рабочей зоны пресса в траверсу 7 упираются плунжеры обратных Цилиндров 16, ас противоположной стороны - плунжеры синхронизирующих цилиндров 17. На матрице 10 установлены винты 18 для возможности регулировки прошивного инструмента 11 по высоте. На проставках 1 со стороны рабочей зоны пресса на внутренней стороне рамы 2 установлены подъемны.е цилиндры 19 вертикального перемещения прошивного инструмента. Предлагаемая прошивная система работает следующим образом. На стол пресса устанавливается штамп, а в захваты 9 прошивной системы устанавливается матрица 10 с прошивным инструментом 11, После этого хоЛостым ходом прощивной системы инструмент 11 подводитсяК штампу и-с помощью подъемных цилиндров 19 устаггавливается на нeoбkoдимoй высоте с последующей более точной регулировкой с помощью винтов 18, Затем подачей давления в цилиндры I2 привода механизма. зг1ж1-гма инструмента производится поворот коромысла 13, которое вращает винт 14, тянуп(ий через сухарь 15 Г-образные тяги захвата 9 на себя, в результате чего происходит закрепление прошивного инструмента 11 посредством клинового зажима его матрицей 10 к штанге 8. По исполнении этих операций прошивная система подготовлена к работе. Заготовка укладывается в штамп, после чего штамп смыкается иудерживается в сомкнутом положении усилием ползуна пресса. В силовые цилиндры 5 подается давление, и прошивной инструмент 11 внедряется в металл, производя заполнение формы. Выполнение штанги 8 прямоугольного сечения и жесткое ее направление в проставках 1 позволяет допускать эксцентричные нагрузки, что в сочетании с принятым в предлагаемом техническом решении креплением позволяет установить прошивной инструмент на разной высоте При необходимости выдвижения стола пресса с нижним штампом из рабочей зоны при штамповке крупногабаритных деталей прошивной инструмент 11 может быть поднят над зеркалом штампа с помощью цилиндров 19 таким образом, что штамп свободно проходит под .инструментом. При необходимости замены прои1ивного инструмента 11 снимается давление в а;илиндрах 12 и поворотом коромысла 13 в обратном направлении, вращением винта 14 сухарь 15 ходом Г:-образных тяг захвата 9 .вперед (в сторону рабочей зоны пресса) производит разжим матрицы 10 прошивного инструмента 11.
Использование предлагаемого изобретения позволяет расширить технологические возможности пресса и увеличить срок службы штампов и подштамповых плит вследствие увеличения пределов регулирования рабочего положения прошивного инструмента за счет использования штанги прямоугольного сечения.
Так как увеличение размераштанги по ширине ограничено колоннами, npeccaj то при использовании штанги круглого сечения возможности пределов регулирования прошивного инструмента по высоте ограничены размером диаметра щтанги, в то время как использование штанги прямоугольного сечения позволяет увеличить . пределы регулирования за счет возможности увеличения высоты штанги, так как данная величина может быть . .принята практически любого необходимого размера.
Конструкция прошивной системы, выполненная согласно предлагаемому техническому решению, позвол ет получат несоосные полости в штампуемых: деталях за счет невзаимосвязанных перемещений каждого из прошивных инструментов. Кроме того, возможность увеличения пределов регулирования, рабочего положения прошивного инструмента позволяет проводить ремонт штампов и подштамповых плит, т.е. механообработку рабочих поверхностей этих деталей, например строгание.
Формула изобретения
1.Горизонтальная прошивная система вертикального штамповочного пресса, содержащая траверсу с прошивным инструментом, закрепленную на раме пресса, и силовой цилиндр для передачи усилия прошивному инструменту, отличающаяся тем, что,
с целью расширения технологических возможностей пресса и увеличения сроков службы, штампов и подштамповых плит, система снабжена жестко закрепленной на траверсе штангой с установленным на ней с возможностью горизонтального перемещения приводным захватом.
2.Система по п. 1, о т л и чающаяся тем, что штанга выполнена в виде балки прямоугольного сечения, на боковых сторонах которой вьтолнены открытые продольные направляющие пазы.
3.Система по пп.- 1 и 2, отличающаяся тем, что приводные захваты прошивного инструмента выполнены в виде двух Т-образных тяг, жестко связанных между собой, и расположенных в направляющих пазах штанги, причем прошивной инструмент установлен в захвате с возможностью вертикального перемещения от вспомогательного привода.
4.Система по п. 3, отличающаяся тем, что.вспомогательный привод вертикального перемещения прошивного инструмента выполнен, например, в виде подъемного цилиндра, установленного на раме пресса со стороны его рабочей зоны.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 440272, кл. В 30 В 15/04, 1974.
2.Кагаповский А.И. Оборудование . ОЛЯ ковки, штамповки и прессования. рбзор ЦНЙИТМАИ, сер. IY, М., 1962,
fc. 77-79, фиг. 37.


| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальная прошивная система вертикального штамповочного пресса | 1981 |
|
SU1062020A1 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| Горизонтальный трубопрофильный гидравлический пресс | 1975 |
|
SU536068A2 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| Вертикальный гидравлический пресс | 1976 |
|
SU911829A1 |
| Гидравлический пресс для вытяжки патрубков | 1975 |
|
SU528982A1 |
| Автоматическая линия для изготовления изделий с резким переходом по диаметру в поперечном сечении | 1972 |
|
SU519262A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |

с
gфиг. if
(pui.S
