I
Изобретение относится к обработке металлов давлением, а именно,, к устройствам для изготовления внутренних резьб и может быть использовано при изготовлении сквозных резьбовых отверстий средних и крупных размеров в деталях из высокопластичных материалов
Известен-сборный машинный метчик, содержащий корпус, укрепленные в нем резьбовые гребенки, контактирующие с конической поверхностью резьбового пальца, с помощью которого регулируют средний диаметр изготавливаемой резьбы. Гребенки стянуты пружинным кольцом и удерживаются от выпадения крышкой 11.
Недостатком метчика является наличие у него постоянной заборной части, выполненной под определенным yi- лом, что не дает возможности регулировать в зависимости от механических свойств материала гайки, толщину слоя металла, срезаемого режущими кромками метчика. Это приводит к тому, что
ДЛЯ обеспечения оптимальных условий при нарезании резьбы в различных материалах, необходимо иметь несколько метчиков, отличающихся между собой величиной заборного конусаНаиболее близким техническим решением к предлагаемому является устройство для выдавливания резьбы в гайках, содержащее пластинодержатель с резьбовым участком на конце, резь-бовые пластины, размещенные в наклонных пазах пластинодержателя и гайку (подставку с резьбовым отверстием) , закрепленную соосно пластинодержателю 21.
Недостатком этого устройства является низкая его работоспособность из-за того, что у резьбовых пластин нет фиксированного положения, соответствующего моменту получения резьбы полного профиля- Поэтому процесс резьбовыдавливания завершается с опозданием. -Это приводит к резкому увеличению нагрузок, а следовательно, к преждевременному выходу из строя резьбовых пластин и самого устройства.
Цель хзобретения - повышение надежности работы устройства.
Поставленная цель достигается тем что устройство для выдавливания внутренней резьбы, содержащее пластинодержатель с резьбовым участком на конце, резьбовые пластины, размещенные -в наклонных пазах пластинодержателя и гайку, установленную соосно ему, снабжено предохранительным устройством, установленным соосно пластинодержателю, а гайка выполнена с радиальными отверстиями.
Предохранительное устройство вы-. полнено в виде шариков, размещенных в радиальных отверстиях гайки, подпружиненных в радиальном направлении и втулки с внутренним продольным пазом, установленной соосно пластинодержателю, причем гайка размещена в отверстии втулки с возможностью осевого перемещения.
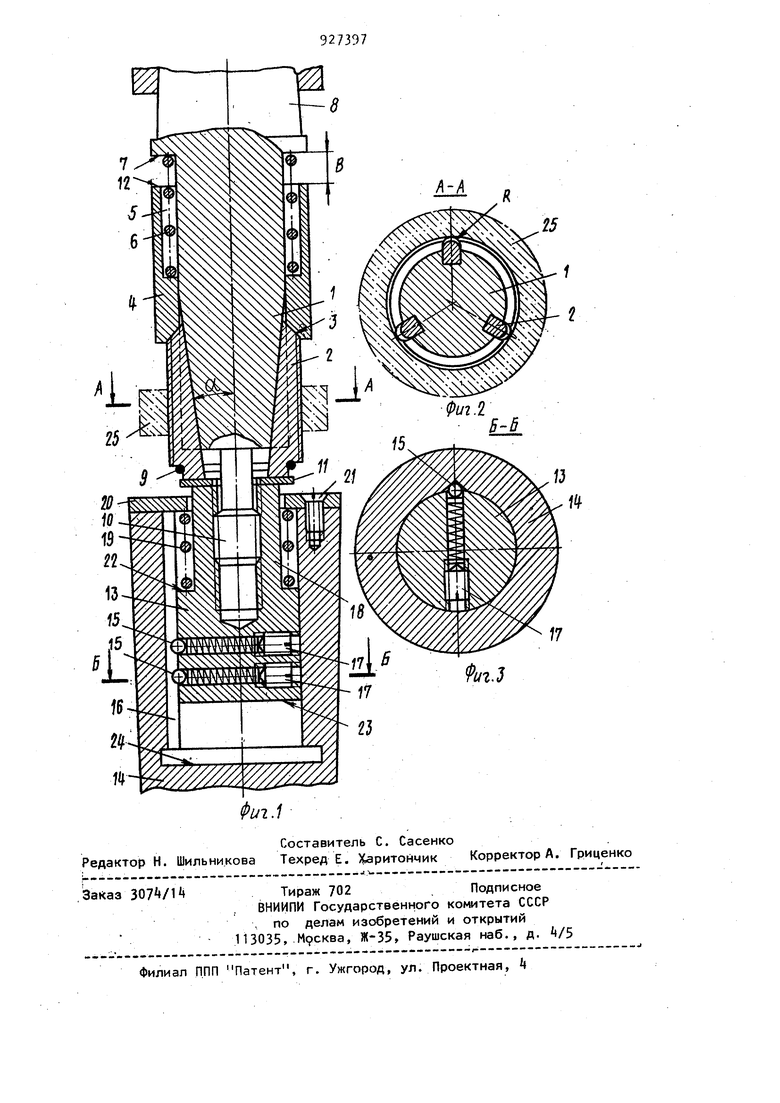
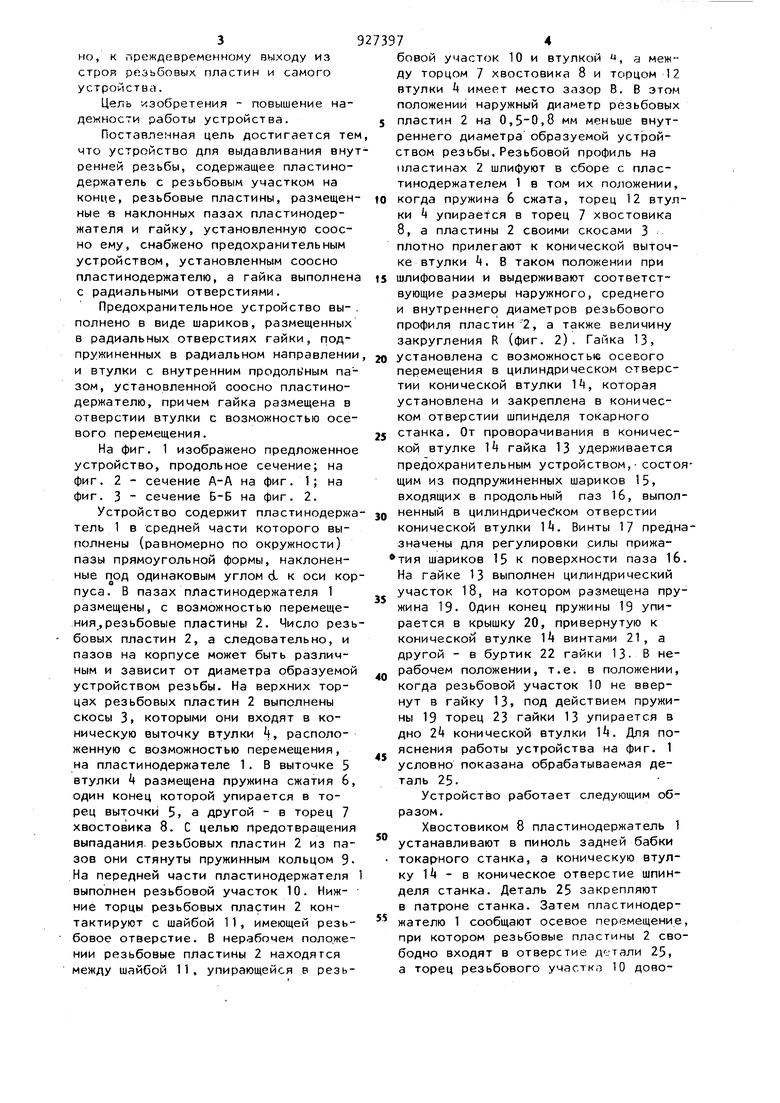
На фиг. 1 изображено предложенное устройство, продольное сечение; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Устройство содержит пластинодержатель 1 в средней части которого выполнены (равномерно по окружности) пазы прямоугольной формы, наклоненные под одинаковым углом d к оси корпуса. В пазах пластинодержателя 1 размещены, с возможностью перемещения, резьбовые пластины 2. Число резьбовых пластин 2, а следовательно, и пазов на корпусе может быть различным и зависит от диаметра образуемой устройством резьбы. На верхних торцах резьбовых пластин 2 выполнены скосы 31 которыми они входят в коническую выточку втулки k, расположенную с возможностью перемещения, на пластинодержателе 1. В выточке 5 втулки k размещена пружина сжатия 6, один конец которой упирается в торец выточки 5, а другой - в торец 7 хвостовика 8. С целью предотвращения выпадания, резьбовых пластин 2 из пазов они стянуты пружинным кольцом 9На передней части пластинодержателя выполнен резьбовой участок 10. Нижние торцы p eзьбoвыx пластин 2 контактируют с шайбой 11, имеющей резьбовое отверстие. В нерабочем положении резьбовые пластины 2 находятся между шайбой 11, упирающейся в резьбовой участок 10 и втулкой ч, а между торцом 7 хвостовика 8 и торцом 1. втулки имеет место зазор В. В этом положении наружный диаметр резьбовых
пластин 2 на 0,,8 мм меньше внутреннего диаметра образуемой устройством резьбы.Резьбовой профиль на пластинах 2 шлифуют в сборе с пластинодержателем 1 в том их положении,
когда пружина 6 сжата, торец 12 втулки 4 упирается в торец 7 хвостовика 8, а пластины 2 своими скосами 3 плотно прилегают к конической выtoчке втулки k, В таком положении при
шлифовании и выдерживают соответствующие размеры наружного, среднего и внутреннего диаметров резьбового профиля пластин 2, а также величину закругления R (фиг. 2). Гайка 13,
установлена с возможностью осевого перемещения в цилиндрическом отверстии конической втулки 1, которая установлена и закреплена в коническом отверстии шпинделя токарного
станка. От проворачивания в конической втулке I гайка 13 удерживается предохранительным устройством,- состоящим из подпружиненных шариков 15, входящих в продольный паз 16, выполненный в цилиндрическом отверстии
конической втулки Ц. Винты 17 предназначены для регулировки силы прижатия шариков 15 к поверхности паза 16. На гайке 13 выполнен цилиндрический участок 18, на котором размещена пружина 19- Один конец пружины 19 упирается в крышку 20, привернутую к конической втулке 1 винтами 21, а другой - в буртик 22 гайки 13- В нерабочем положении, т.е. в положении, когда резьбовой участок 10 не ввернут в гайку 13, под действием пружины 19 торец 23 гайки 13 упирается в дно 2k конической втулки . Для пояснения работы устройства на фиг. 1 условно показана обрабатываемая деталь 25Устройство работает следующим образом.
Хвостовиком 8 пластинодержатель 1
устанавливают в пиноль задней бабки токарного станка, а коническую втулку Н - в коническое отверстие шпинделя станка. Деталь 25 закрепляют в патроне станка. Затем пластинодержателю 1 сообщают осевое перемещение, при котором резьбовые пластины 2 свободно входят в отверстие д тали 25, а торец резьбового участка 10 доводится до соприкосновения с торцом гайки . После этого шпинделю станка сообщают вращательное движение, при котором резьбовой участок 10 корпуса 1 вводят в резьЬовое отверстие гайки 13. Так как, гайка 13 имеет возможность осевого перемещения то она начинает навинчиваться на резьбовой участок 10 и через шайбу 11 перемещать резьбовые пластины 2 по пазам корпуса 1 . Ввиду наличия угла А наклона пазов, резьбовые пластины 2 начинают перемещаться также и в радиальном направлении к поверхности отверстия детали 25- Пружины 19 и 6 при этом сжимаются, а зазор В уменьшается. При дальнейшем навинчивании гайки 13 вершины резьбовых пластин 2 начинают внедряться в поверхность отверстия детали 25 и выдавливать на ней резьбовой профиль, а пластинодержатель 1 вместе с резьбовыми пластинами 2 в результате самозатягивания начинает перемещаться в осевом направлении, т.е ввинчиваться в деталь 25. Осевое движение пластинодержателя 1 обеспечивается при этом перемещением пиноли задней бабки станка. Гайка 13 продолжает навинчиваться на резьбовой участок 10, раздвигая резьбовые пластинь1 в радиальном направлении и одновременно перемещается с пластинодержателем 1 в осеввм направлении. В тот момент, когда торец 12 втулки 4 коснется торца 7 хвостовика 8 (т.е. когда выбран зазор В) внедрение резьбовых пластин 2 в металл детали 25 прекращается. В этом положении резьбовые пластины 2 внедряются в поверхность отверстия детали 25 на заданную глубину и образовывают полный резьбовой профиль. Так как, зазор В выбран и гайка 13 не может дальше навинчиваться на резьбовой участок 10, то происходит резкое увеличение крутящего момента и шарики 15 предохранительного устройства выходят из паза 16 конической втулки 1, которая начинает проворачиваться относительно гайки 13. После этого шпинделю станка сообщают обратное направление вращения и гайку 13 свинчивают с резьбового участка 10. Под действием пружины 6, втулка k перемещает резьбовые пластины 2 по пазам пластинодержателя 1. В результате этого пластины 2 перемещаются также и в радиальном направлении и выходят из образованного резьбового профиля детали. После этого, как произойдет полное свинчивание гайки 13 с резьбового участка 10, пластинодержатель 1 выводят из отверстия детали 25. Устанавливают следующую деталь.
Процесс повторяют.
Наличие предохранительного устройства позволяет -существенно снизить нагрузки на метчик, когда процесс резьбовыдавливания завершают с
опозданием, т.е. когда получена резьба полного профиля, а процесс не остановлен. В результате работоспособность предложенного устройства выше, чем известного.
Формула изобретения
1.Устройство для выдавливания внутренних резьб, содержащее пластинодержатель с резьбовым участкрм на конце, резьбовые пластины, размещенные в наклонных пазах пластинодержателя и гайку, установленную соосно ему, отли чающееся тем, что, с целью повышения надежности работы, оно снабжено предохранительным устройством,установленным, соосно пластинодержателю, а гайка выполнена с радиальными отверстиями.
2.Устройство по п. 1, отличающееся тем, что предохранительное устройство выполнено в виде шариков, размещенных в радиальных отверстиях гайки и подпружиненных в радиальном направлении, и втулки с внутренним продольным пазом, установленной соосно пластинодержателю, причем гайка размещена в отверстии втулки с
возможностью осевого перемещения.
Источники информации, принятые во внимание при экспертизе
1.Фрумин Ю.А. Высокопроизводительный резьбообразующий инструмент.
М., Машиностроение, 1977, с. 5, рис. 36.
2.Заявка СССР № 287 252/25-27, кл. В 21 Н З/ОЗ, по которой принято
решение о выдаче авторского свидетельства в ферале 1981 г. (прототип).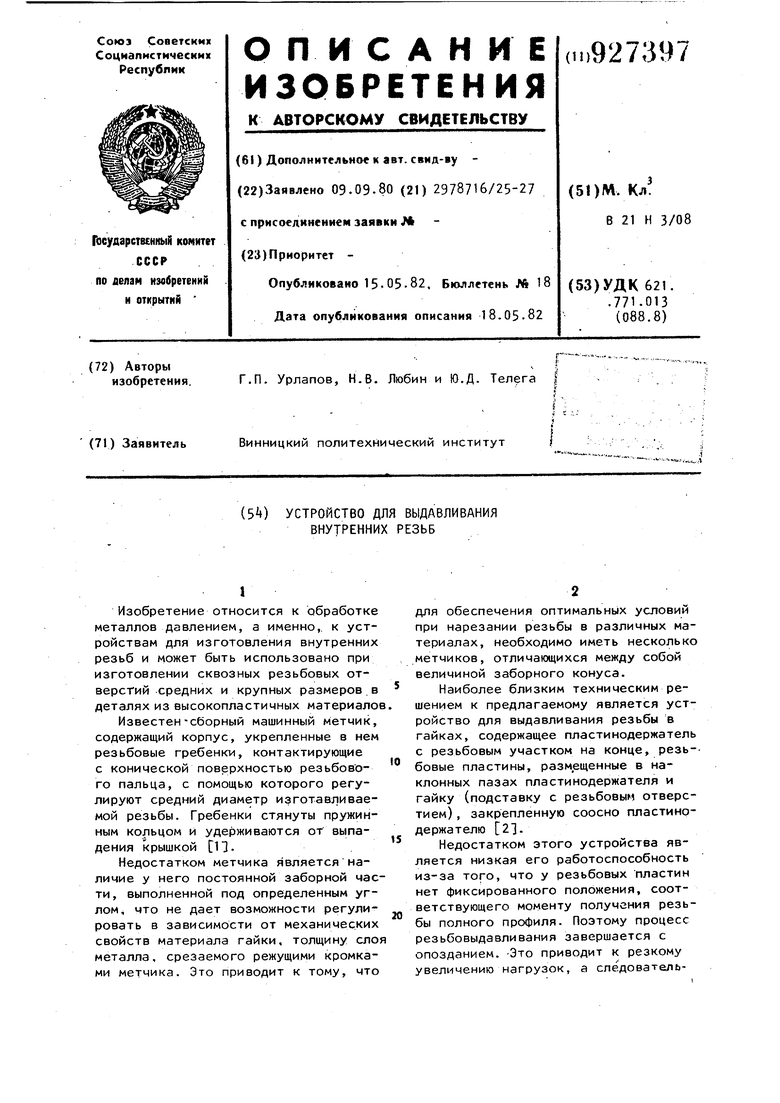
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдавливания внутренних резьб | 1980 |
|
SU912364A1 |
| Устройство для образования внутренней резьбы | 1981 |
|
SU967640A1 |
| Бесстружечный метчик | 1979 |
|
SU846021A1 |
| Бесстружечный метчик | 1979 |
|
SU863109A1 |
| Устройство для выдавливания внутренних резьб | 1991 |
|
SU1759518A1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| Устройство для выдавливания внутренних резьб на деталях | 1980 |
|
SU975160A1 |
| Бесстружечный метчик | 1979 |
|
SU882690A2 |
| Устройство для образования внутренней резьбы методом пластической деформации | 1980 |
|
SU919797A1 |
| Патрон для крепления метчиков | 1986 |
|
SU1342613A1 |