Изобретение относится к стш1костроемню.
Известна шпиндельнсш tSa6Ka, содержащая корпус с закрепленшши на нем. передней в задней плитайи, в которых установлены с возможностью поворо; а резьбовые втулки с резьбовыми копирами, на одном конце которого закреялен метчик, л другой связан со (делем tlJ.
Недостатком известной шп1гадель|1ой бабки является невозможность совмещё н иия операций сверления и реэьбонарезания в одной киншлатической цепи с одним приводсм.
Цель изобретения расашрение технологических возмсшностей т.е. о)бёсяечеиие возможности совместной обработки сверлильи Я1|и и резьвонарезшлми шпинделями.
Поставленная цель достигается тем, что шпиндельная бабка- двукя электромагнитами, один ИЗ которых установлен на передней плите, а другой - на резьбовой втулйе.
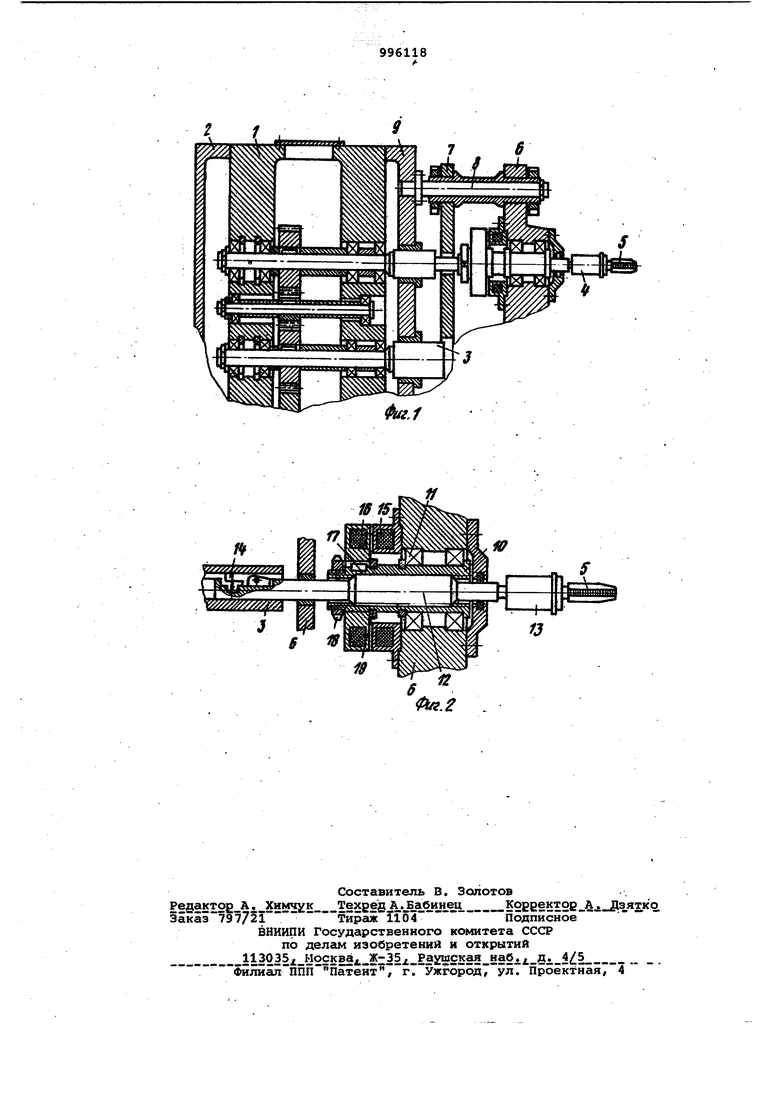
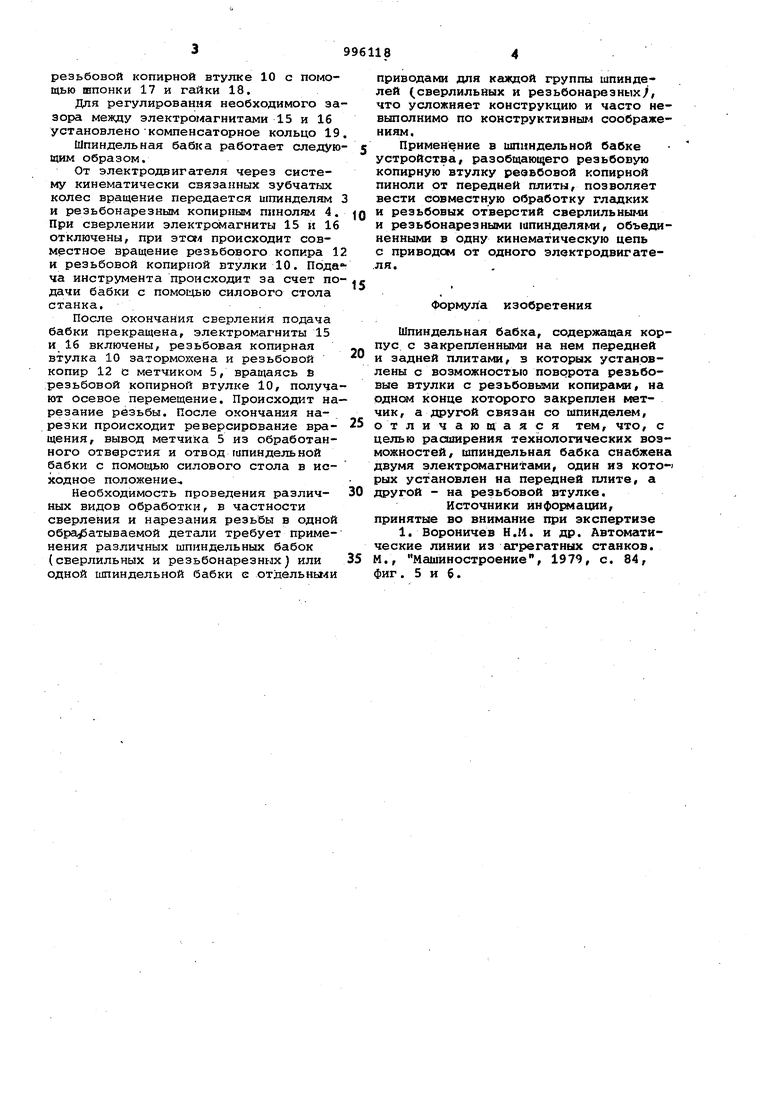
На фиг. 1 схематически изображена предлагаемая шпиидельная бабка, общий вид, разрез} на фиг. 2 - резьбо-. нарезная пииоль, общий вид, разрез.
Миогошпиндельная бабка состоит из комплекта корпусных деталей, в кото.рый входит корнус 1, задняя плита 2,. соединенная с присоединительньм фланцем упорного угольника силового стола станка, комплекта шпинделей 3, комплекта резьбонарезных копирных пинолей 4, с помощью которых ocinaecTвляется подача метчиков 5.
10
Резьбонарезные копирные пиноли 4 установлены в передней 6 и задней 7 плитах пинолей, которые с помощью скалок 8 закреплены в передней Крышке 9 шпиндельной бабки.
15
Резьбонарезная копирная пиноль 4 состоит из-резьбовой копирной втулки Юг установленной на подшипниках 11 качения в передней .плите пиноли б, 20 резьбового койира 12, на одном конце которого установлен патрон 13 для крепления метчика 5, а на другом конце в пазу хвостовика размещена подпружиненная ишонка 14, скользящая в пазу шпинделя 3.
25
Для разобщения резьбовой копирной втулки от передней плиты б в резьбонарезной ииноли 4 применены электромавниты 15 и 16, один из которых 15 закреплен на передней плите б, а вто30рой электромагнит 1€ установлен на резьбовой копирной втулке 10 с помощью шпонки 17 и гайки 18, Для регулирования необходимого за зора между электромагнитёцли 15 и 16 установлено компенсаторное кольцо 19 Шпиндельная бабка работает следую щим образом. От электродвигателя через систему кинематически связанных зубчатых колес вращение передается шпинделям и резьбонарезным копирным ппнолтл 4. При сверлении электромагниты 15 и 16 отключены, при этом происходит совместное вращение резьбового копира 1 и резьбовой копирпой втулки 10. Пода ча инструмента происходит за счет по дачи бабки с помощью силового стола станка. После окончания сверления подача бабки прекращена, электромагниты 15 и 16 включены, резьбовая копирная втулка 10 заторможена и резьбовой копир 12 с метчиком 5, вращаясь в резьбовой копирной втулке 10, получа ют осевое перемещение. Происходит на резание резьбы. После окончания нарезки происходит реверсирование вращения, вывод метчика 5 из обработанного отверстия и отвод шпиндельной бабки с помощью силового стола в исходное положение. Необходимость проведения различных видов обработки, в частности сверления и нарезания резьбы в одной обра,атываемой детали требует применения различных шпиндельных бабок (сверлильных и резьбонарезных) или одной шпиндельной бабки с отдельными приводами для каждой группы шпинделей (сверлильйых и резьбонарезных/, что усложняет конструкцию и часто невыполнимо по конструктивны - соображениям . Применение в шпиндельной бабке устройства, разобщающего резьбовую копирную втулку реэБбовой копирной пиноли от передней плиты, позволяет вести совместную обработку гладких и резьбовых отверстий сверлильными и резьбонарезными шпинделями, объединенными в одну кинематическую цепь с приводом от одного электродвигате.ля. Формула изобретения Шпиндельная бабка, содержащая корпус с закрепленными на нем передней и задней плитами, в KOTOjaax установлены с возможностью поворота резьбовые втулки с резьбовыми копирами, на одном конце которого закреплен метчик, а другой связан со шпинделем, отлич ающаяся тем, что, с целью расширения технологических возможностей, шпиндельная бабка снабжена двумя электромагнитами, один из кото-) рых установлен на передней плите, а другой - на резьбовой втулке. Источники информации, принятые во внимание при экспертизе 1. Вороничев Н.М. и др. Автоматические линии из агрегатных станков. М,, Машиностроение, 1979, с. 84, фиг. 5 и б.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Металлорежущий станок | 1981 |
|
SU1053989A1 |
| Резьбонарезная насадка | 1983 |
|
SU1133050A1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Устройство для нарезания резьбы | 1979 |
|
SU823024A1 |
| Устройство для нарезания резьбы | 1972 |
|
SU460130A1 |