(54 НОЖНИЦЫ ДЛЯ РЕЗКИ МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки металла | 1983 |
|
SU1097455A2 |
| Ножницы для резки металла | 1981 |
|
SU980968A1 |
| ПОДЪЕМНИК | 1972 |
|
SU421582A1 |
| Летучие ножницы | 1982 |
|
SU1085706A1 |
| Ножницы для резки металла | 1988 |
|
SU1602631A2 |
| Ножницы для резки проката | 1983 |
|
SU1136899A1 |
| Ножницы для резки металла | 1982 |
|
SU1073012A1 |
| Летучие ножницы | 1987 |
|
SU1461589A1 |
| Ножницы для резки листа | 1982 |
|
SU1038107A1 |
| Ножницы для резки листового материала | 1983 |
|
SU1139579A1 |
1
Изобретение относится к обработке металлов давлением, в частности, к устройствам для резки металла например, блюмов, слябов и других заготовок большого сечения.
Известны ножницы для. резки металла, содержащие механизм резания с 1вумя подвижными ножами, кривошипный привод и гидросистему с основным силовым цилиндром 1.
В известном устройстве поршень гидроцилиндра жестко связан с одним из ножей, другой нож приводится в движение кривошипным валом. В данной конструкции применен безредукторный привод и, с целью снижения крутяшего момента и применения быстроходного двигателя, радиус кривошипов уменьшен. Резание металла осуществляется за несколько последовательных ходов ножниц. В первоначальный момент производится установка ножа в исходное положение на поверхности металла с помощью гидросистемы. При повороте кривошипов от О до 180° происходит перемещение одного ножа навстречу другому, который вместе с поршнем остается неподвижным, так как запирающий вентиль гидроцилиндра перекрывает трубопровод и осуществляется частичный рез металла. За следующие полоборота кривошипов от 180 до 360° резания металла не происходит, в это время нож, связанный с кривощипным валом, перемещается в обратном направлении. Чтобы не произошло раскрытие ножей, второй нож перемещается на такую же величину, для чего запирающий вентиль открывает трубопровод и осуществляется
10 подача жидкости в гидроцилиндр. Процесс повторяется до полного резания металла. Основным недостатком данной конструкции ножниц является наличие холостых ходов во время процесса резания после каждого 15 частичного надреза металла, что приводит к значительному увеличению всего времени порезки металла и снижению производительности ножниц. Наличие отдельной гидросистемы усложняет управление ножницами, которое должно осуществляться в такт
20 частоте хода кривошипов.
Цель изобретения - повышение производительности порезки металла.
Поставленная цель достигается за счет того, что ножницы для резки металла, содержащие механизм резания с двумя подвижными ножами, кривошипный привод и гидросистему с основным силовым цилиндром, снабжены траверсой, а гидросистема - дополнительным силовым цилиндром, при этом корпус дополнительного силового цилиндра соединен с корпусом основного силового цилиндра указанной траверсой, их штоки соединены с кривошипами привода, а траверса связана с механизмом резания посредством рычагов, соединенных тягой.
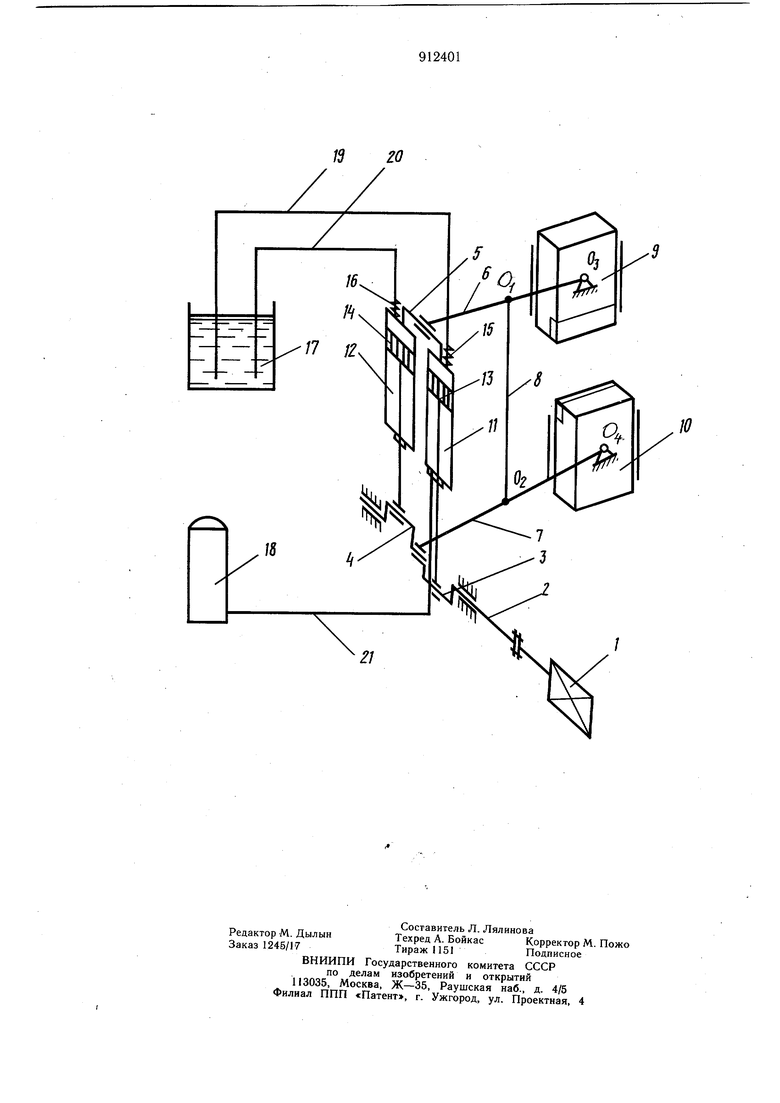
На чертеже приведена схема ножниц.
Ножницы состоят из кривошипного привода, включающего в себя быстроходный двигатель 1, кривошипный вал 2 с кривошипами 3 и 4 развернутыми друг относительно друга на 180°, траверсу 5, рычаги 6, 7 и тягу 8, механизма резания, включающего верхний 9 и нижний 10 ножи, и гидросистемы, включающей силовые цилиндры 11 и 12 с поршнями 13 и 14 и запирающими вентилями 15 и 16, бак с жидкостью 17, гидроаккумулятор 18 и трубопроводы 19-21 для подвода жидкости к силовым цилиндрам. Силовые цилиндры II и 12 связаны с траверсой 5, а поршни 13 и 14 связаны с кривошипами 3 и 4. Рычаги 6 и 7 связаны между собой тягой 8 в точках О, О2, а с ножами 9 и 10 в точках Oj, 04. Жидкость из бака 17 подается в надпоршневое пространство силового цилиндра 11 и 12 трубопроводами 19 и 20, а жидкость из гидроаккумулятора 17 подается в подпоршневое пространство силового цилиндра 11 трубопроводом 21.
Ножницы работают следующим образом.
Включением двигателя 1 приводится во вращение кривошипный вал 2. При повороте кривошипов от О до 80° запирающий вентиль 15 перекрывает тр убопровод 19, в результате чего запирается жидкость, находящаяся в подпоршневом пространстве силового цилиндра И, а вентиль 16 открывает трубопровод 20, обеспечивая свободное сообщение бака 17 с надпоршневым пространством силового цилиндра 12. Поршень 13, связанный с кривошипом 3, перемещается вверх вместе с силовым цилиндром 11 и траверсой 5 на величину хода кривошипа. Траверса 5 увлекает за собой силовой цилиндр 12, поршень 14 которого связан с кривошипом 4, и перемещается вниз. Происходит всасывание жидкости из бака 17 по трубопроводу 20 в надпорщневое пространство силового цилиндра 12. При дальнейшем повороте кривошипов от 180 до 360° вентиль 16 перекрывает трубопровод 20, а вентиль 15 открывает трубопровод 19 и процесс работы силовых цилиндров повторяется аналогично описанному. При движении траверсы 5 вверх происходит поворот рычага 6 вокруг точки Oi и перемещение ножа 9 вниз до тех пор, пока нож 9 не соприкоснется с поверхностью разрезанного металла.- При дальнейшем движении траверсы 5 вверх происходит поворот рычага 6 вокруг точки Oj. Рычаг 6 перемещает за собой вверх тягу 8 и связанный с последней рычаг 7, который, поворачиваясь относительно кривошипного вала 2, перемеи1ает нож 10 вверх, навстречу ножу 9. Происходит рез металла, который полностью осуществляется за несколько последовательных ходов кривошипов. Возвращение ножей 9 и 10 в исходное положение осуществляется гидроаккумулятором 18 при открытых вентилях 15 и 16.
Наличие двух гидроцилиндров, работающих последовательно, при использовании кривощипного вала с уменьшенным радиусом кривошипа, позволяет, полностью ликвидировать холостые ходы ножниц во время процесса резания, следовательно использование описанного изобретения позволяет увеличить производительность ножниц.
Формула изобретения
Ножницы для резки металла, содержащие механизм резания с двумя подвижными ножами, кривощипный привод и гидросистему с основным силовым цилиндром, отличающиеся тем, что, с целью повышения производительности порезки металла, они снабжены траверсой, а гидросистема - дополнительным силовым цилиндром, при этом корпус дополнительного силового цилиндра соединен с корпусом основного силового цилиндра указанной траверсой, их штоки соединены с кривошипами привода, а траверса связана с механизмом резания посредством рычагов, соединенных тягой.
Источники информации, принятые во внимание при экспертизе k Патент Австрии № 298951, В 23 D 15/02, 25.05.72 (прототип).
