г /Igl+bjlJglLj. L. cosjej. / R +L 2iLccsiS;; - L 2RLcos(Se± jO /
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки металла | 1980 |
|
SU912401A1 |
| ГИДРОМАШИНА | 2002 |
|
RU2234617C2 |
| Ножницы для резки металла | 1983 |
|
SU1097455A2 |
| Ножницы для резки металла | 1982 |
|
SU1073012A1 |
| Ножницы для резки металла | 1981 |
|
SU980968A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ ЯРИМОВА | 2005 |
|
RU2290520C1 |
| Пресс-автомат для обработки длинномерного материала | 1987 |
|
SU1442298A1 |
| Исполнительный механизм кривошипного пресса | 1987 |
|
SU1498625A1 |
| Устройство для формования полотнищ из стеклопластика | 1977 |
|
SU725893A1 |
| Привод каретки узла переноса холодно-высадочного автомата с кривошипно-шатунным приводом ползуна | 1984 |
|
SU1197764A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям ножниц для резки металла. Цель изобретения - повышение долговечности и экономичности ножниц за счет разгрузки силовых гидроцилиндров в период обратного их хода. Поворотом кривошипного вала 1 совместно с кривошипом 2 и кривошипным валом 11 выполняется встречное движение ползунов 7, 8 в направляющих станины 9. Одновременно опускаются штоки 4, 14 дополнительного 3 и силовых 13 гидроцилиндров. При этом жидкость под давлением из подпоршневого пространства дополнительного гидроцилиндра 3 по трубопроводу 16 поступает в подпоршневое пространство силовых гидроцилиндров 13. Необходимое давление создается за счет превышения расхода жидкости в дополнительном гидроцилиндре 3 над расходом жидкости в силовых гидроцилиндрах. При зажиме металла между верхним и нижним ползунами осуществляется его резание продолжающимся движением ползунов при суммарном воздействии кривошипного вала 11 и силовых гидроцилиндров 13 под действием давления поступающей в них жидкости. 2 ил.
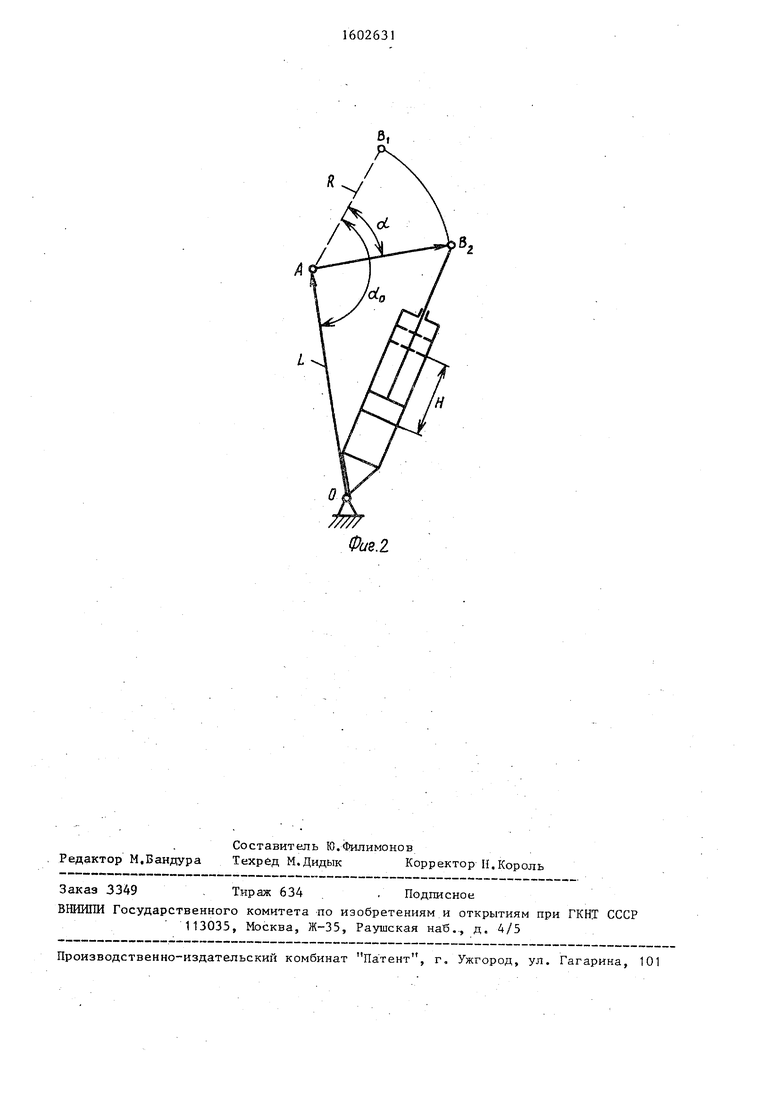
де S, - суммарная рабочая площадь
силовых гидроцилиндров; R. - раДиус кривошипа основного
кривошипного вала; L) - длина шатуна; oig - исходный угол установки ос-, новного кривошипного вала, отсчитываемый против часовой стрелки от оси шатуна; ()lj - угол поворота кривошипа дополнительного кривошипного вала от исходного положения (знак + соотвествует направлению поворота против
часовой стрелки, знак по часовой);
R - радиус кривошипа дополнительного кривошипного вала; L - расстояние между осью дополнительного кривошипного вала и осью крепления дополнительного гидроцилиндра к основанию;pi - начальный угол установки
кривошипа на дополнительном кривошипном валу, отсчитываемый против часовой стрелки от прямой L.
В исходном положении ползуны разведены один относительно другого. Разрезаем 1й металл подается в просвет между ползунами. Поворотом кривошипного вала 1 совместно с кривошипом 2 и кривошипным валом 11 выполняется
0
5
0
15
50
55
встречное движение ползунов 7,8 в направляюшд х станины 9. Одновременно опускаются штоки 4,14 дополнительного 3 и силовых 13 гидроцилиндров. При этом жидкость под давлением из под- поршневого пространства дополнительного гидроцилиндра 3 по трубопроводу 16 поступает в подпоршневые пространства силовых цилиндров 13. Необходимое давление создается за счет превышения.расхода жидкости в допол- ните.льном г идроцилиндре 3 над расходом жидкости в силовых гидроцилиндрах 13. Уровень давления регулируется предохранительным клапаном 19. Образующийся избыток жидкости сбрасывается в заправочную емкость 17 посредством трубопровода 18 через предохранительный клапан 19. При зажиме металла между верхним и нижним ползу- осуществляется его резание про- должающ1-П 1СЯ движением ползунов при суммарном воздействии кривошипного вала 11 и силовых гидроцилиндров 13 под действием давления поступаюгцей в них жидкости.
После разрезания металла и образования перекрытия ножей ползуны 7,8 возвршцаются в исходное положение. Птоки 4,14 дополнительного 3 и силовых 13 гидроцилиндров поднимаются, Жидкость из надпоршневого пространства силовых гидроц илиндров 13 перетекает в подпоршневое пространство дополнитепьного гидроцилиндра 3, заполняя его. Ввиду неравенства расходов жидкости давление в гидроцилиндрах снижается до атмосферного. Недостаток жидкости восполняется из заправочной емкости 17 через обратный клапан 20
посредством трубопровода 18.
i
Порядок операций следующего процесса резания повторяется в указанной последовательности.
формула изобретения
Ножницы для резки металла по авт. св. № 1073012, о. тличающи е-
10
15
с я тем, что, с цел говечности и эконом разгрузки силовых г период обратного хо дополнительным крив дополнительным гидр правочной емкостью, вошипом дополнитель вала и основагшем, гидроцилиндров соед трубопроводом и пос нительного и обратн тановленных паралле с заправочной емкос бочую площадь S пор го гидроцилиндра вы
.jElpl k;
|л1К +L - 2RLCOS -
де Г)
R, , суммарная рабочая площадь силовых гидроцилиндров; радиус кривошипа основного 25 кривошипного вала; длина шатуна;
исходный угол установки основного кривошипного вала, отсчитываемый против часовой стрелки от оси шатуна; Ki - угол поворота кривошипа дополнительного кривошипного вала от исходного положения (знак соответствует направлению поворота против 35
30
с я тем, что, с целью повышения долговечности и экономичности за счет разгрузки силовых гидроцилиндров в период обратного хода, привод снабжен дополнительным кривошипным валом и дополнительным гидроцилиндром с заправочной емкостью, связанным с кривошипом дополнительного кривошипного вала и основагшем, рабочие полости гидроцилиндров соединены между собой трубопроводом и посредством предохранительного и обратного клапанов, установленных параллельно один другому,,- с заправочной емкостью, при зтом рабочую площадь S поршня дополнительного гидроцилиндра выбирают из условия
5
5
R L
0
(
часовой стрелки, знак - - по часовой);
радиус кривошипа дополнительного кривошипного вала; расстояние между осью дополнительного кривошипного вала и осью крегшения дополнительного гидроцилиндра к основанию;
( начальный .угол установки кривошипа на дополнительном кривошипном валу, отсчитываемый против часовой стрелки от прямой L.
н
| Ножницы для резки металла | 1982 |
|
SU1073012A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
