(54) СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU453263A1 |
| СПОСОБ СВАРКИ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1995 |
|
RU2106947C1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1984 |
|
SU1186434A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU935228A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ТРУБЫ | 2009 |
|
RU2415332C1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1976 |
|
SU572349A1 |
| Способ непрерывного изготовления слоистой ленты из полос и устройство для его осуществления | 1983 |
|
SU1113227A1 |
| Способ разбраковки магнитопроводов свариваемых труб | 1980 |
|
SU935842A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1977 |
|
SU657938A1 |
1
Изобретение относится к металлургии и может быть использовано при производстве труб конечной и «бесконечной длины различного диаметра методом высокочастотной сварки.
Известны способы высокочастотной сварки, при которых нагревают свариваемые кромки и при этом воздействуют на мощность источника нагревательного устройства 1.
Недостатком таких способов .является то, что для их реализации необходим определенный запас мощности источника на регулирование, и поэтому мощность источника энергии используется на , и производительность устройства полностью не реализуется.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ высокочастотной сварки, при котором кромки разогревают до расплавления высокочастотным нагревателем, поддерживая мощность источника максимальной, автоматически регулируют процесс нагрева путем воздействия разности сигнала, характеризующего интегральное
излучение очага расплавления и эталонной величины на регулируемый параметр, разогретые кромки сдавливают 2.
Недостатком данного способа является то, что для его реализации необходим запас скорости на регулирование, поэтому скорость сварки в среднем ниже максимально возможной (на 5-10%), из-за чего возможности повыщения производительности сварочного агрегата исчерпываются не полностью. Ведение сварки на максимально возможных скоростях позволило бы не только повысить производительность агрегата (что само по себе очень важно), но и улучшить качество шва, ибо с увеличением скорости сварки сокращается время нагрева,
15 следовательно, и ширина зоны кромок, а также сокращается время, соответствующее окислению металла. Увеличение скорости сварки труб приводит также к уменьшению внутреннего грата.
Цель изобретения - повышение произ20водительности процесса и повышение качества сварки.
Поставленная цель достигается тем, что в способе высокочастотной сварки, при котором кромки разогревают до расплавления высокочастотным нагревателем, поддерживаямощность источника тока максимальной, автоматически регулируют процесс нагрева путем воздействия разности сигнала, характеризующего интегральное излучение очага расплавления и эталонной величины на регулируемый параметр, и разогретые кромки сдавливают, за регулируемый параметр принимают расстояние от высокочастотного нагревателя до очага расплавления, взятое вдоль оси сварки, а скорость сварки поддерживают максимальной.
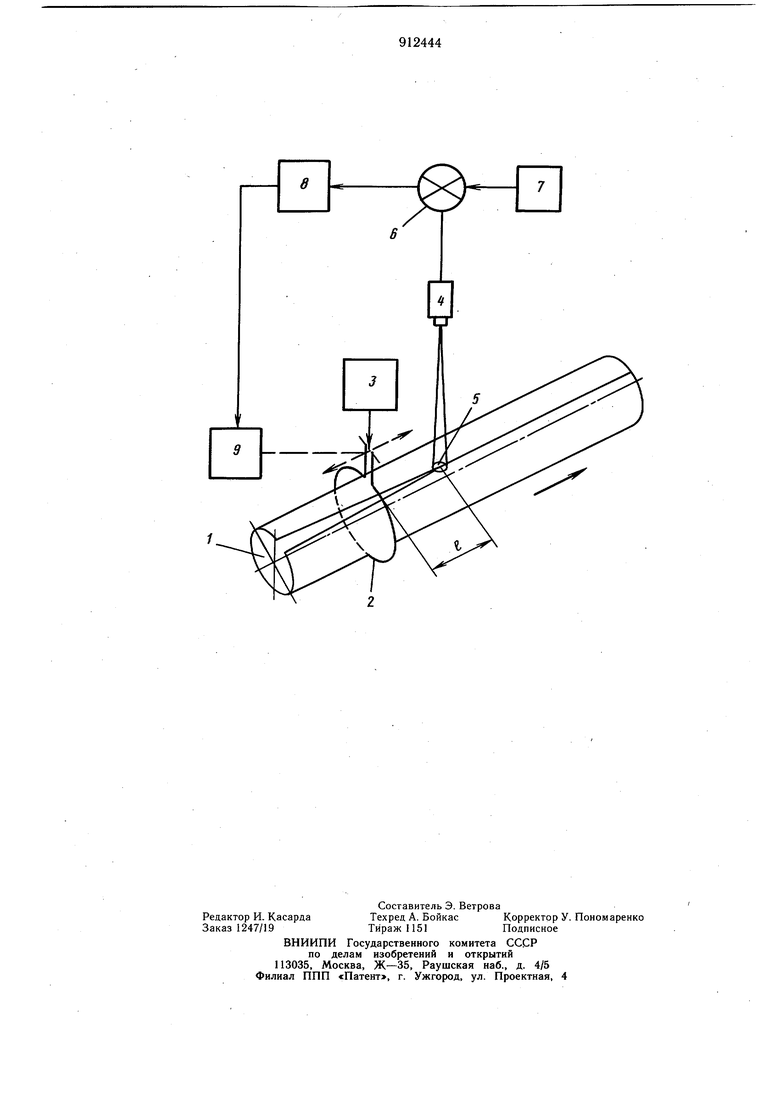
На чертеже приведена схема одного из возможных вариантов реализации способа.
Устройство, реализующее способ, содержит свариваемую трубу 1, высокочастотный нагреватель 2, в данном случае индуктор, подключенный к высокочастотному генератору 3. Е-расстояние между индуктором (или токоподводящими контактами) и очагом сварки (регулируемый параметр). Фотоэлектрический пирометр 4 визируется, например, на очаг 5 сварки. Выход пирометра 4 соединен со входом элемента 6 сравнения, к которому подключен также и задатчик 7. Выход элемента 6 сравнения через усилитель 8 соединен с исполнительным механизмом 9, являющимся приводом индуктора 2.
Способ высокочастотной сварки осуществляется следующим образом.
Свариваемая труба 1 перемещается в направлении, показанном стрелкой, причем скорость перемещения поддерживается максимально возможной для данного агрегата. Мощность, передаваемая индуктору 2 от генератора 3, поддерживается максимальной
Сигнал от элемента б сравнения, зависящий от разности сигналов пирометра 4 и задатчика 7, усиливается усилителем 8 и приводит в действие исполнительный механизм 9, который перемещением индукто-ра 2 вдоль оси сварки изменяет регулируемый параметр Е до исчезновения сигнала рассогласования.
Для осуществления регулирования по предлагаемому способу необходим весьма
J простой привод (как по габаритам и мощности, так и по динамическим свойствам), так как масса приводимой части (токоподводящих контактов или одновиткового охватывающего индуктора) мала по сравнению с массой и инерционностью трубы.
Использование предлагаемого способа позволит повысить производительность путем использования максимальной скорости сварки и улучщить качество щва за счет сокращения времени нагрева и уменьщения
15 внутреннего грата.
Формула изобретения
Способ высокочастотной сварки, при котором кромки разогревают до расплавления высокочастотным нагревателем, поддерживая мощность источника тока максимальной, автоматически регулируют процесс нагрева путем воздействия разности сигнала характеризующего интегральное излучение очага расплавления и эталонной величины на регулируемый параметр, и разогретые кромки сдавливают, отличающийся тем, что, с целью повыщения производительности и качества сварки, за регулируемый параметр принимают расстояние от высокочастотного нагревателя до очага расплавления, взятое вдоль оси сварки, а скорость сварки поддерживают максимальной.
Источники информации, принятые во внимание при экспертизе
№ 453263, кл. В 23 К 13/00, 1972 (прототип).
