(54) УСТАНОВКА ДЛЯ СБОРКИ РУКАВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНОТЕКСТИЛЬНЫХ РУКАВОВ | 1970 |
|
SU273416A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ГОФРИРОВАННЫХ РУКАВОВ | 1968 |
|
SU221262A1 |
| УСТРОЙСТВО ДЛЯ БИНТОВКИ И РАЗБИНТОВКИ РУКАВОВ | 2002 |
|
RU2274552C2 |
| Навивочная машина к агрегату для сборки рукавных изделий | 1980 |
|
SU943008A2 |
| Навивочная машина к агрегату для сборки рукавных изделий | 1980 |
|
SU952652A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНО- | 1968 |
|
SU219160A1 |
| Устройство для изготовления кольцевых полимерных изделий | 1990 |
|
SU1789346A1 |
| Устройство для формования профилированной ленты | 1980 |
|
SU889452A1 |
| ГИБКИЙ РУКАВ | 1991 |
|
RU2011098C1 |


1
Изобретение относится к оборудованию заводов резинотехнической промышленности, в частности для изготовления резиновых рукавов.
Известна установка для сборки рукавов, содержащая устройство для нанесения внутреннего резинового слоя, установку для на-, девания камеры на дорны, тянущие устройства, планшайбы для навивки нитей, устройство для нанесения наружного резинового слоя, бинтовочный станок и накопитель 1.
Однако в данной уста-новке трудоемок, и непроизводителен процесс надевания камеры на дорн, который осуществляется вручную. Разрыв технологического процесса ведет к простою оборудования. Кроме того, необходимо большое количество дорнов и специальные накопители, что ведет к увеличению производственной площади.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемому изобретению является установка для сборки рукавов, содержащая устройства для формования внутреннего и наружного резиновых слоев, планшайбу -для навивки нитей, приспособление для вулканизации, съемное устройство, устройство для пооперационного транспортирования дорнов и привод для вращения. В данной установке устройство для пооперационного транспортирования дорнов выполнено в виде транспортеров и других тянущих устройств 2.
5 В такой установке исключена операция надевания камеры на дорн, однако имеет место разрыв технологического процесса, а также дополнительные операции, например, бинтовка рукава перед вулканизацией, что
Q снижает производительность процесса сборки рукавов.
Цель изобретения - повышение производительности процесса сборки рукавов.
Поставленная цель достигается тем, что в установке, содержащей устройства для
15 формования внутреннего и наружного резиновых слоев, планщайбу для навивки нитей, приспособление для вулканизации, съемное устройство, устройство для пооперационного транспортирования дорнов и привод для вращения, устройство для пооперационного транспортирования дорнов выполнено в виде многопозиционной поворотной головки, дорны установлены на последней с возможностью вращения и снабжены средством для их соединения с приводом для вращения
при навивке нитей, устройства для формования внутреннего и наружного резиновых слоев, планшайба для навивки нитей и съемное устройство радиально расположены вокруг головки соосно с дорнами с возможностью возвратно-поступательного перемещения и снабжены приводами для их перемещения, а приспособление для вулканизации выполнено в виде обогреваемой опрессовочной камеры с продольным разъемом и установлено соосно с устройством для формо вания наружного резинового слоя.
При этом устройство для формования внутреннего резинового слоя снабжено формующей камерой с продольным разъемом. Планшайба для навивки нитей снабжена установленной соосно с ней шайбой с прижимами и ножом.
Шайба снабжена установленной в ее корпусе турбинкой, а нож закреплен на последней, подпружинен и имеет противовес.
Прижимы установлены по торцам щайбы и выполнены эластичными.
Съемное устройство снабжено съемочной головкой и вилкой, установленной с возможностью возвратно-поступательного перемещения в вертикальной плоскости от привода.
Планшайба для навивки нитей снабжена дополнительным приводом для ее возвратно-поступательного перемещения, выполненным в виде -БИНТОВОЙ передачи.
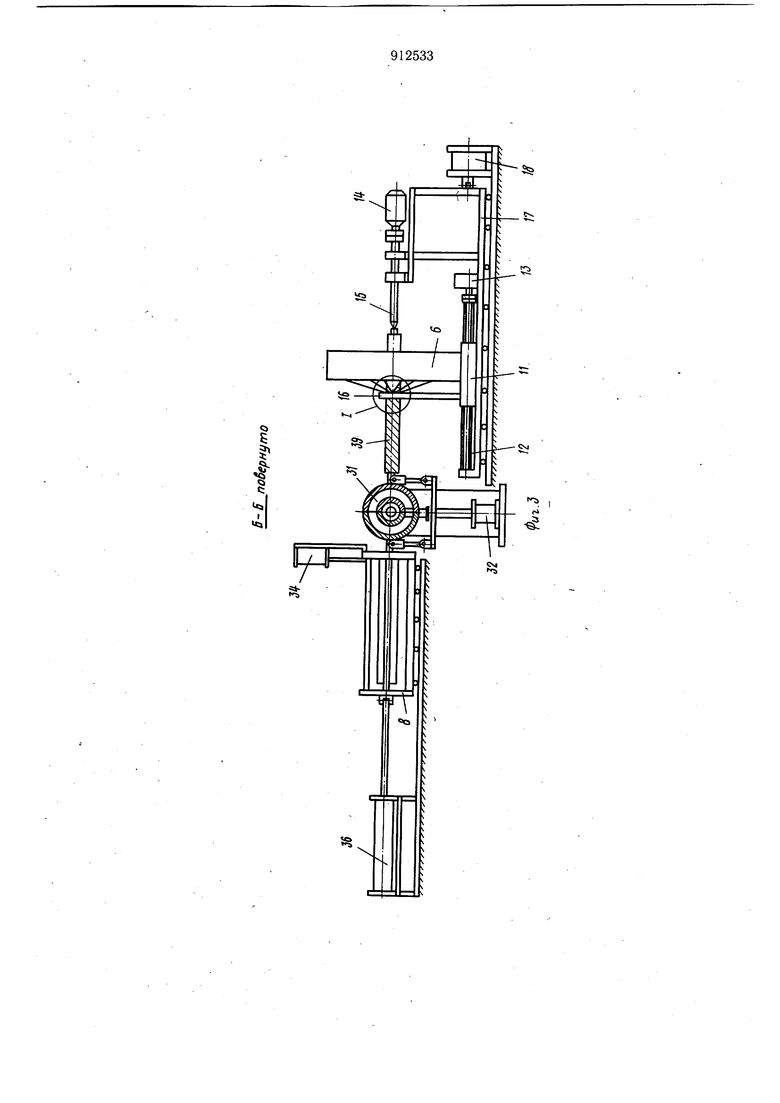
На фиг. 1 изображено устройство в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел В на фиг. 3; на фиг. 5 - разрез на фиг. 4.
Устройство содержит поворотную головку 1, связанную с приводом 2. На головке укреплены четыре дорна 3, установленные с возможностью вращения вокруг своей оси. Вокруг головки 1 радиально расположены соосно с дорнами 3 червячный пресс 4 с формующей камерой 5 для формования внутреннего резинового слоя, расположенный на позиции 1, планшайба 6 для навивки нитей, расположенная на позиции П, червячный пресс 7 для формования наружного резинового слоя, расположенный на позиции III и съемное устройство 8, расположенное на позиции IV. Червячный пресс 4 установлен с возможностью возвратно-поступательного перемещения, от силового цилиндра 9, формующая камера 5 выполнена с продольным разъемом от силового цилиндра 10. Планшайба 6 укреплена на платформе 11, установленной с возможностью возвратно-поступательного перемещения винтом 12 от привода 13. Соосно с планшайбой 6 установлен привод 14 для вращения, соединяюпдийся с дорном через центр 15, и шайба 16.
Планшайба 6 и привод 14 расположены на общей платформе 17, которая имеет возможность возвратно-поступательного перемещения силовым цилиндром 18. Шайба
16 включает корпус 19 и крышку 20. По торцам корпуса 19 укреплены эластичные прижим.ы 21 и 22, а внутри корпуса в подшипниках 23 установлена турбинка 24 с лопастями 25. В турбинке 24 на оси .26 укреплен нож 27 с противовесом в виде груза 28. Нож пoдпpyжJlнeн пружинкой 29.
Червячный пресс 7 установлен с возможностью возвратно-поступательного перемещения с помощью силового цилиндра 30. Соосно с прессом 7 установлено приспособление для вулканизации, выполненное в виде обогреваемой опрессовочной камеры 31, имеющей продольный разъем и раскрывающейся с помощью силового цилиндра 32.
Съемное устройство имеет съемную головку 33 и установленную с возможностью возвратно-поступательного перемещения в вертикальной плоскости от силового цилиндра 34 вилку 35. Съемное устройство установлено с возможностью возвратно-поступательного перемещения от силового цилиндра 36.
Установка работает следующим образом.
На позиции 1 дорн 3 заключается в камеру 5. Силовым цилиндром 9 к камере 5 подводится червячный пресс 4 и в последнюю впрыскивается резиновая смесь, т. е. формуется внутренний резиновый слой 37 на дорн 3. Далее головка 1 поворачивается на 90° и на позиции II производится навивка нитей 38 и образованле силового каркаса 39. При этом силовУм цилиндром 18 платформа 17 с приводом 14 и планшайбой 6 подводится к дорну, центр 15 входит в дорн. Далее включается привод 14 врашения дорна. Одновременно вкл1Ьчается привод 13 и производится перемещение навивочной планшайбы 6 вдоль дорна и навивка нити 38 на слой 37. Причем в начальном положении нити 38 прикрепляются к слою 37 эластичным прижимом 22, в который подается воздух. Нити 38 вдавливаются в горячую резину. Далее прижим 22 занимает первоначальное положение.
После того, как один слой нитей нанесен, привод 14 выключается, а планшайба еще некоторое время перемещается, вытягивая нити 38 (фиг. 4). После этого планшайба 6 останавливается и производится зажим нитей эластичным прижимом 2L При подаче воздуха в канал а, вращается турбинка 24. Под действием центробежной силы нож 27 отклоняется и перерезает нити 38.
При перемещении планшайбы 6 в левое положение наводится левая навивка д;илрвого слоя, в правое - правая с образованием навивочного силового слоя. При достижении необходимого числа слоев дорн останавливается.
После нанесения силового каркаса навивочная планшайба 6 отводится в крайнее правое положение, а силовым цилиндром 18 отводится платформа 17, освобождая дорн, который поворачивается на 90° на позицию III, где производится нанесение на силовой каркас 39 наружного резинового слоя 40, при впрыске резиновой смеси прессом 7 в обогреваемую опрессовочную камеру 31, где осуществляется и вулканизация собранного рукава. После вулканизации раскрывают створки камеры 31 с помощью силового цилиндра 32 и отводят червячный пресс 7 с помощью силового цилиндра 30, а дорн 3 с собранным рукавом подается на позицию IV к съемному устройству 8. Силовой цилиндр 36 подает съемное устройство 8 в рабочую зону. При этом вилка 35 опускается вниз силовым цилиндром 34, захватывая рукав. Далее силовым цилиндром 36 производится съем рукава. После чего свободный дорн 3 поступает на позицию 1, и цикл повторяется. Обеспечение непрерывности процесса сборки и сбалансированной работы всех устройств позволит повысить в 1,5-1,7 раза производительность процесса и улучшить качество выпускаемой продукции. Формула изобретения 1. Установка для сборки рукавов, содержащая устройства для формования внутреннего и наружного резиновых слоев, планщайбу для навивки нитей, приспособление для вулканизации, съемцое устройство, устройство для пооперационного транспортирования дорнов и привод для вращения, отличающаяся тем, что,, с целью повыщения производительности процесса сборки рукавов, устройство для пооперационного транспортирования дорнов выполнено в виде многопозиционной поворотной головки, дорны установлены на последней с возможностью вращения и снабжены средством для их соединения с приводом для вращения при навивке нитей, устройства для формования внутреннего и наружного резиновых слоев, планшайба для навивки нитей и съемное устройство радиально расположены вокруг головки соосно с дорнами с возможностью возвратно-поступательного перемещения и снабжены приводами для их перемещения а приспособление для вулканизации выполнено в виде обогреваемой опрессовочной камеры с продольным разъемом и установлено соосно с устройством для формования наружного резинового слоя. 2.Установка по п. 1, отличающаяся тем, что устройство для формования внутреннего резинового слоя снабжено формующей камерой с продольным разъемом. 3.Установка по п. 1, отличающаяся тем, что планщайба для навивки нитей снабжена установленной соосно с ней щайбой с прижимами и ножом. 4.Установка по п. 3, отличающаяся тем, что щайба снабжена установленной в ее корпусе турбинкой, а нож закреплен на последней, подпружинен и имеет противо 5.Установка по п. 3, отличающаяся тем, что прижимы установлены по торцам щайбы и выполнены эластичными. 6.Установка по п. 1, отличающаяся тем, что съемное устройство снабжено съемочной головкой и вилкой, установленной с возможностью возвратно-поступательного перемещения в вертикальной плоскости от привода. 7.Установка по п. 1, отличающаяся тем, что планщайба для навивки нитей снабжена дополнительным приводом для ее возвратно-поступательного перемещения выполненным в виде винтовой передачи. Источники информации, принятые во внимание при экспертизе 1- Тематический обзор. Опыт внедрения производства-рукавов навивочной конструкции. На заводах РТИ. М., «ЦНИИТЭнефтехим, 1978, с. 24. 2. Тематический обзор Новые процессы и оборудование для изготовления рукавов. М., «ЦНИИТЭнефтехим, 1976, с. 15, рис. 10.
CS
5
г
a.
i
«о г
«о
