Предметом изоб ретения является конвейер для подачи отформоBaHFibix стеклянных изделий в туннельную отжигательную печь непрерывного действия с отставителем изделий и транспортерной лентой на электроприводе, расположенной перпендикулярно продольной осп печи.
Отличительная особенность предлагаемого конвейера заключается в том, что, с целью уменьшения боя и брака отформованных изделий при подаче их на сетку отжигательной печи, отставитель имеет каретку с разлружателем, связаппую с электроприводом и движущуюся возвратно-поступательно перпендикулярно оси отжигательной печи. При этом достигается равномерная загрузка печп изделиями и не требуюидая сжатого воздуха в эксплуатации, а также переделки при изменении ширины сетки печи.
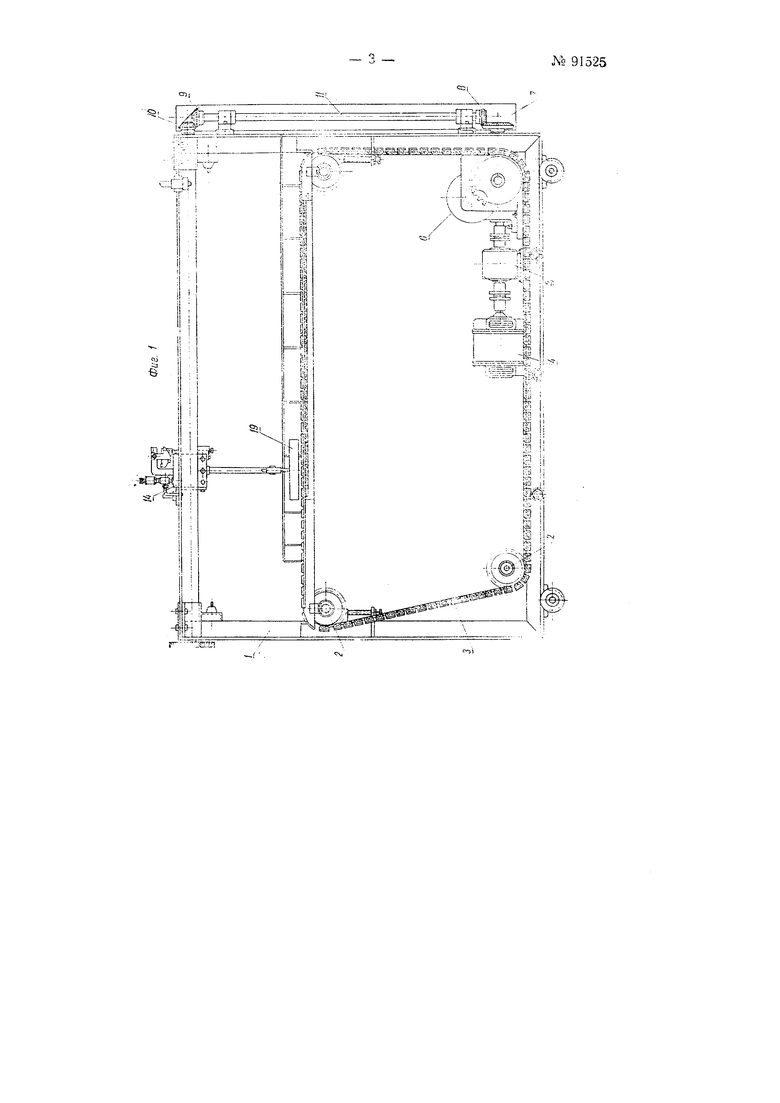
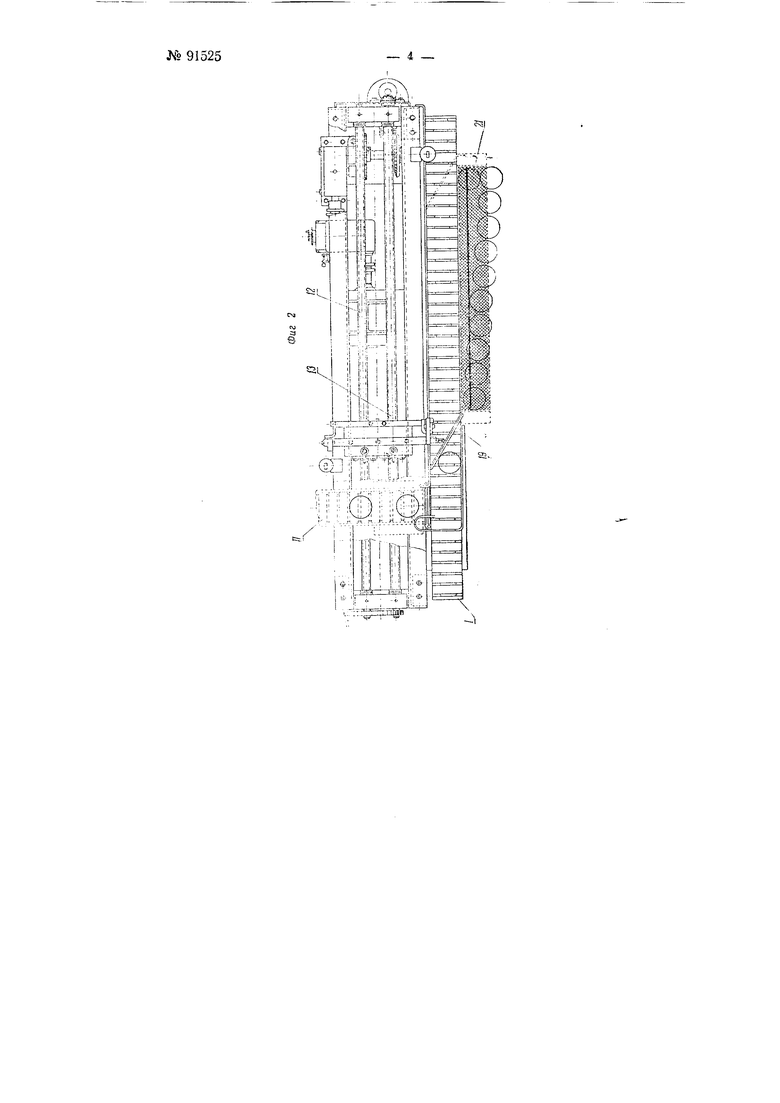
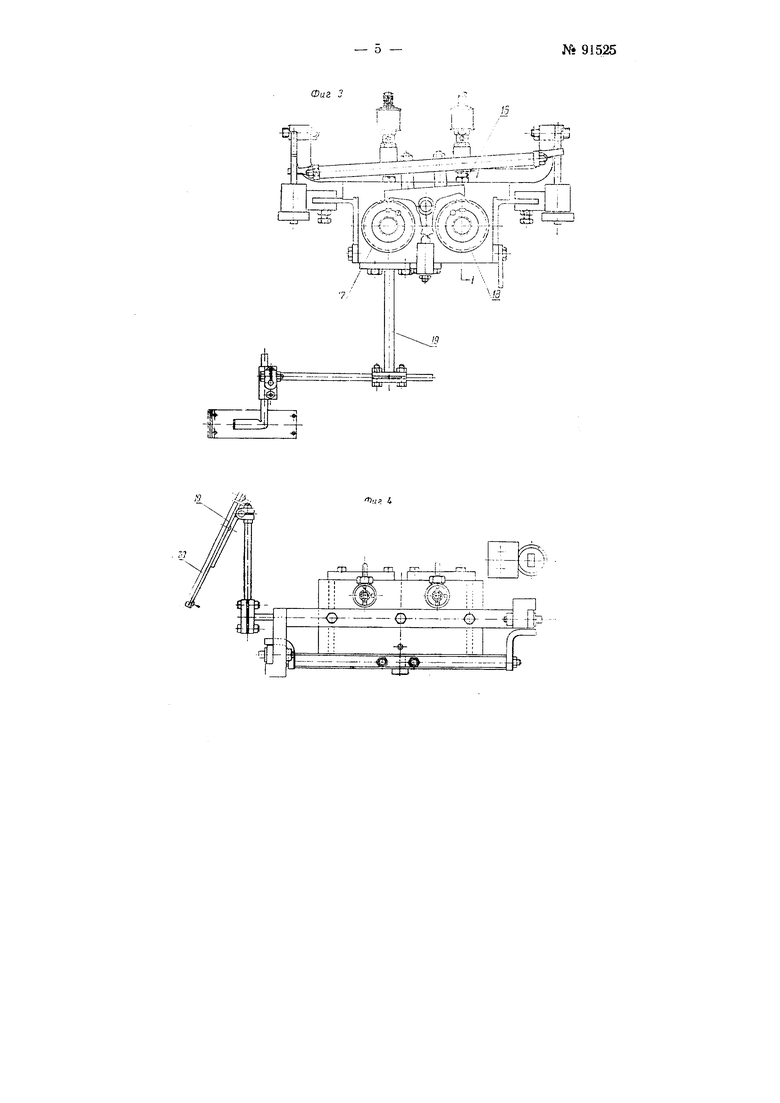
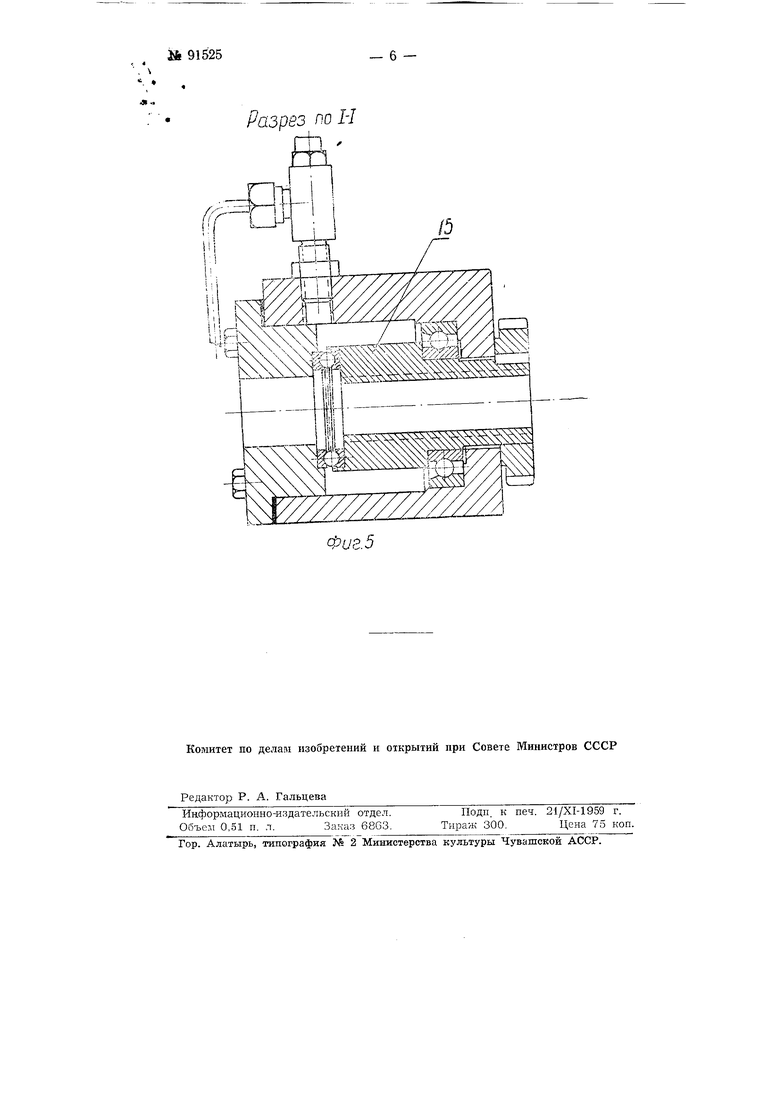
На фиг. 1 изображен боковой вид конвейера; фиг. 2-конвейер, вид сверху; фиг. 3-каретка, вид с торца; фиг. 4-каретка, вид сверху; фиг. 5-каретка в разрезе по /-/ на фиг. 3.
Конвейер / устанавливается в месте загрузки туннельной отЛСигательной печи перпендикулярно ее оси так, чтобы лента конвейера охватывала транспортную сетку отжигательной печп и примыкала к ней по касательной к кривой поворота сетки, а конвейер //, транспорти рующий стеклянные изделия от стеклоформующей машины, устанавливается пернепдикулярно к конвейеру /, подающему изделия в туннельную печь.
Конвейер / для установки стеклянных изделий в туннельную отжигательную печь и.меет вертикальную раму 1, к которой прикреплены звездочки 2 лепты 3.
В нижней части рамы установлено приводное устройство, состоящее из электродвигателя 4, вариатора 5 и редуктора 6. От электродвигателя при помощи шестерен 7, 8, 9 и /( и вала 11 сообщается вра№ 91525 2 -
щательное движение винтам 12 и 13, по которым движется каретка 14, совершающая возвратно-поступательное движение.
Возвратно-поступательное движение каретки осуществляется за счет поочередного жесткого соединения ее с гайками 15, насаженными на винты 12 и 13. Жесткое соединение гаек 15 с кареткой 14 происходит в результате поочередного переключения коромысла в местах изменения хода каретки обеспечивающего этим сцепление собачки 16 и храповых йолес 17 и 18, установленных на гайках 15.
Винт 13 обеспечивает холостой ход каретки 14 но направлению двил е111ия стеклянного изде/ ия, а винт 12-ра бочий ход каретки против направления движения изделия. Снизу к каретке подвешен разгружател; 19, установленный своей сталкивающей плоскостью 20 под уг.IOM 15 к продольной оси конвейера. Таким образом, при рабочем ходе каретки 14 стеклянное изделие, встречая на своем пути разгружатель 19, гтереходит на транспортную сетку 21 отжигательной печи. В крайнем положении, в месте приема стеклянных изделий, происходит переключение направления движения каретки и разгружатель 19 со скоростью, примерно равной скорости движения ленты конвейера, движется к месту установки нового ряда стеклянных изделий на транспортную сетку.
Предмет изобретения
Конвейер для нодачи отформованных стеклянных изделий в туннельную отжигательную печь непрерывного действия с применением отставителя изделий и транспортерной ленты, расположенной перпендикулярно продольной оси печи, отличающийся тем, что, с целью уменьшения боя и брака изделий, отставитель имеет два горизонтальных винта, связанных с электроприводом и перемещающих возвратнопоступательно каретку, снабженную разгружателем, подающим изделия на сетку отжигательной печи.
СП,
CD|
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства стеклянных штырьевых изоляторов | 1980 |
|
SU903319A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024443C1 |
| Приспособление для передачи стеклянной трубы с изготовляющего ее устройства на транспортер | 1952 |
|
SU98899A1 |
| СПОСОБ НАГРЕВА ПИЩЕВЫХ ШТУЧНЫХ ПОЛУФАБРИКАТОВ, ДВИЖУЩИХСЯ ПРЯМОЛИНЕЙНО НА КОНВЕЙЕРЕ | 2010 |
|
RU2430630C1 |
| Тарельчатый питатель ленточного конвейера | 1946 |
|
SU70285A1 |
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ФОРМАХ, ДВИЖУЩИХСЯ ПРЯМОЛИНЕЙНО НА КОНВЕЙЕРЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2013 |
|
RU2526396C1 |
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ФОРМАХ ИЛИ БЕЗ ФОРМ НА СЕТКЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2015 |
|
RU2605351C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ МАТОВ ИЗ МИНЕРАЛЬНЫХ ВОЛОКОН | 1994 |
|
RU2087606C1 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| Устройство для загрузки стеклоизделий в туннельную печь отжига | 1982 |
|
SU1073187A1 |
Г ;ЕТгЛ
№ 91525
Фаг 3
:Ш.
. 4
04S 4j-||3-HQ 44 Разрез по I-I
b,
Фиг. 5
/5
