Лепные архитектурно-строительные детали и изделия из мастики, папье-маше и пластмассы изготавл яются путем набивки или наминки.
Предлагается способ и устройство для изготовления лепных И3(делий путем прессовамия.
Отл1ичительная особенность его состоит в том, что для формовки изделий применяются съемные обоймы с глухими формами, которые сжиМ1аются двумя встречными винтовыми inpeccaiMw; освобождение копиров и готовой продукция производится принуцительным вытaлкiивiaниeм их из форм тем же прессующим механизмом.
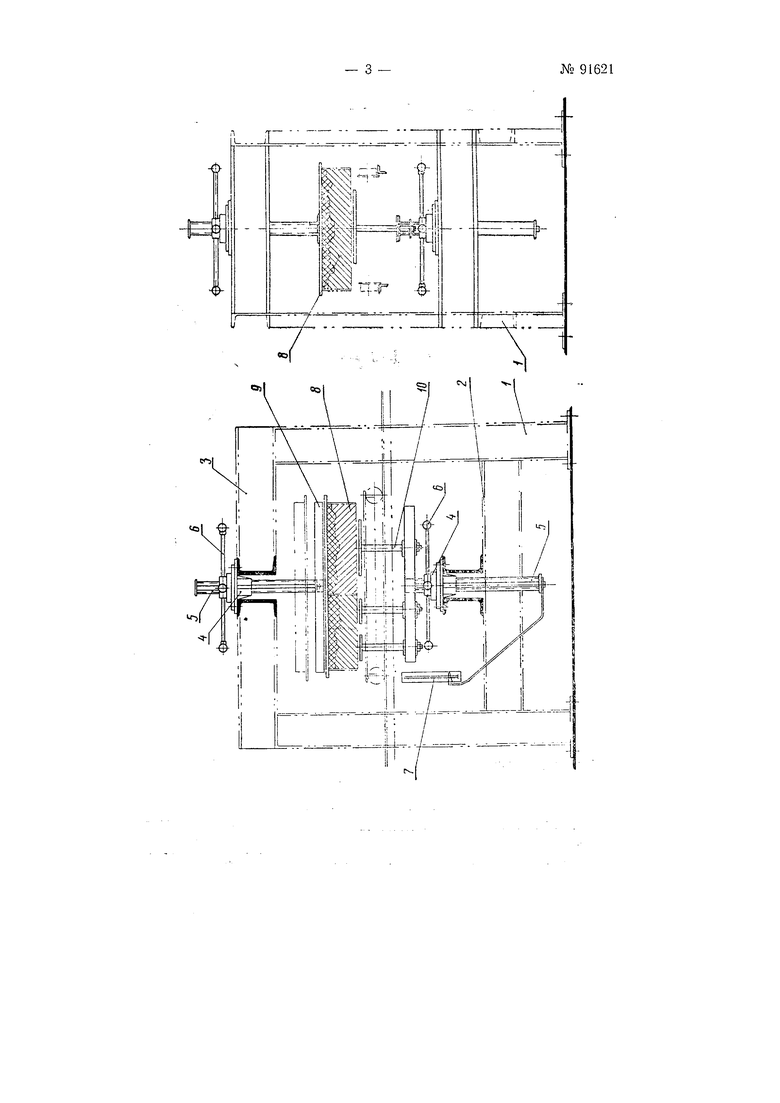
На чертеже изображено предлагаемое устройство.
Устройство состоит из двух ручных винтовых прессов, закрепленных на станиие /. На папереч инах 5 и 5 станины закреплены неподвижные гайки 4, через которые проходят винты 5 прессов, приводящиеся во вращение штурвалом 6. Для контроля прессов ания имеется шкала 7; глухие формы закладываются в обоймы 8.
Процесс изготовления изделий сводится к следующему.
Форма обоймы заполняется материалом при 1верх1нем положении плиты 9 верхнего нреоса. Затем плита поджимается до уровня верхней плоскости формы, чем и производится прессование. После этого плита 9 поднимается, я изделия выталкиваются нижним прессом и сн1и)маются. Прессовочно-выталкивающие штемпели 10 опускаются и операция производится снова.
Закладывание материала Б формы, выталкивание и съем изделий возможно производить в стороне от пресса, а обойму подкатывать под пресс -только на период прессования. Плита верхнего пресса может быть как сплошной на всю обойму, так и в виде отдельных подушек для каждой формы.
NO 91621
Предла1:а.ем.ый способ ускоряет процесс производства, снижает расход .матер и а лов, у чшает качество и повышает прочность изделий.
i- TI р е jJ;M ет изобретения
«.«
1- Способ 1и yoi oHCTCBo для изготовления рельефных прессованных леоных архитектурно-страительных деталей из папьенмаше, мастики, пластмасс и т. п. материалов, отлич.ающийся там, что формовки из|делий применяют съемные обоймы с глухими формами, которые запресоовывают двумя встречными винтовыми прессами, а освобождение копиров и готовой прюдукции из форм производят принудительным выталкиванием их тем же прессующим механизмом.
2. Прием выполнения по п. 1, отличающийся тем, что закладыВ1ание в формы -материалов, выталкивамие и съем |ИЗ(делий производят в стороне от npiecca, а обой.му подают под пресс только на время ее з апресоовки.
3- Прием выполнения по п. 2, отличающийся тем, что плиту верхнего преоса делают как сплошную для всей обоймы, так и в виде отделыных по|дущ1ек для каждой отдельной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный пресс для штамповки и формовки фарфоровых электроустановочных изделий | 1959 |
|
SU130821A1 |
| Гидравлический пресс для трансферного прессования | 1967 |
|
SU315401A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| МНОГОГНЕЗДНАЯ СТАЦИОНАРНАЯ ПРЕСС-ФОРМА С ГОРИЗОНТАЛЬНЫМ И ВЕРТИКАЛЬНЫМ РАЗЪЕМАМИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2011 |
|
RU2475357C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С АРХИТЕКТУРНЫМИ ДЕТАЛЯМИ И РЕЛЬЕФНЫМ РИСУНКОМ | 1991 |
|
RU2037401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для прессования пустотелого сборного строительного элемента | 1990 |
|
SU1821374A1 |
| Пресс-форма для изготовления изделий из полимерного материала | 1978 |
|
SU735411A1 |
| Пресс-форма | 1978 |
|
SU774959A1 |
| Устройство для прессования изделий из порошков | 1978 |
|
SU753644A1 |