. 9
Изобретение относится к области литейного производства, в частности к оборудованню для обработки литейных форм.
По основному авт. св. № 77,5921 известно устройство для сушки и охлаждения литейных форм, содержащее камеру, снабженную нагревательным элементом, устройством для создания разрежения и системой отсоса отработавшего теплоносителя, в котором камера выполнена составной из герметично соединенных между собой частей, верхняя из KOTopbix образует полость нагнетания, снабжена затвором для герметизации стыка и фиксаторами, и вьтолнена в виде зонта со встроенным в нем нагревательным элементом, нижняя часть образует полост разрежения и выполнена в виде приемного стола, снабженного ограничителями для опоки, уплотнительным и фильтруюпр м элементами и соединена с устройством для создания разрежения, а средняя часть образована непосредственно опокой, обрабатываемой литейной формы и соединена с верхней частью с помощью фиксаторов. Однако, известное устройство имеет недостаточные технические возможности и обеспечивает обработку литейной формы только одного типоразмера, что является удобным только.для поточных линий крупносерийного и массового производства, а не для мелкосерийного и индивидуального производства.
Цель изобретения - расширение технологических возможностей за счет обработки унифицированного ряда форм от наименьшего типоразмера до наибольшего, получаемых при формовке На одной формовочной машине.
Г ., . , ,
Цель изобретения достигается, тем, что в устройстве для сушки и охлаждения литейных форм зонт снабжен отбойниками струи потока теплоносителя, установленными в торце, противолежащем нагревательному элементу, стол выполнен по габаритам наибольшего размера форм, в одной угловой части которого установлены ограничители и фильтрующий элемент по габаритам наименьшего типоразмера формы, а уплотнительный элемент выполнен общим для всех; форм, причем установочные пяатики размещены по плоскости стола пропорционально увеличению ряда типоразмеров форм.
. Z
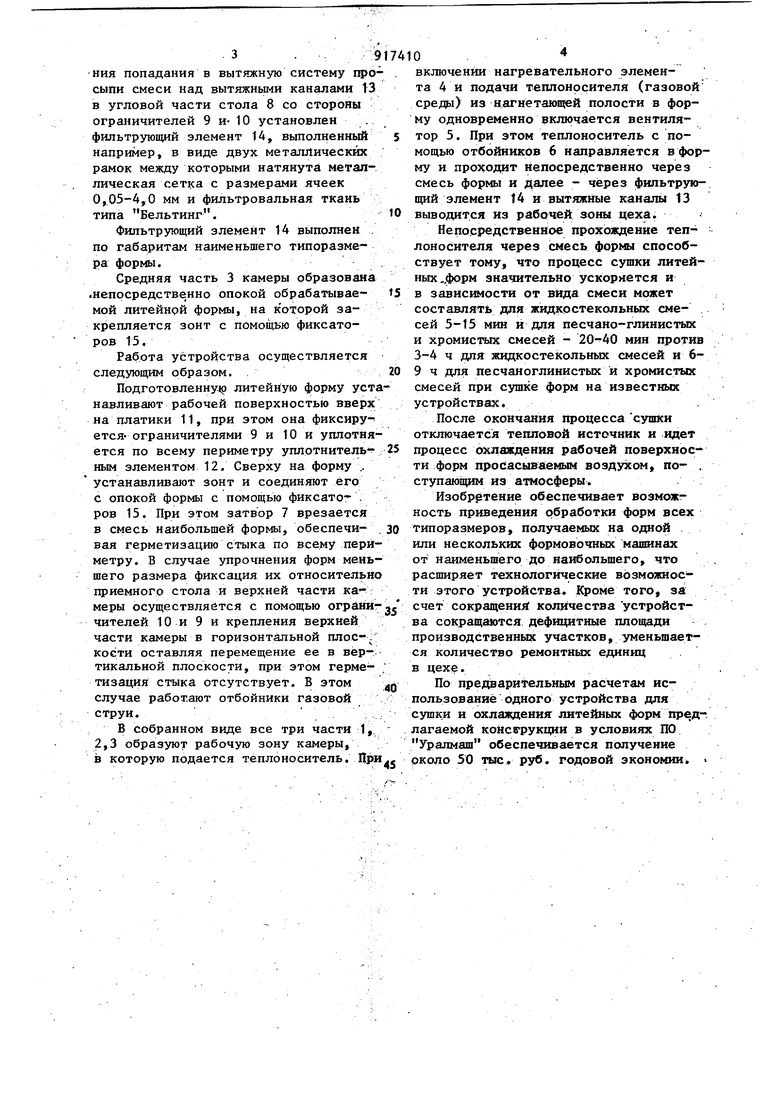
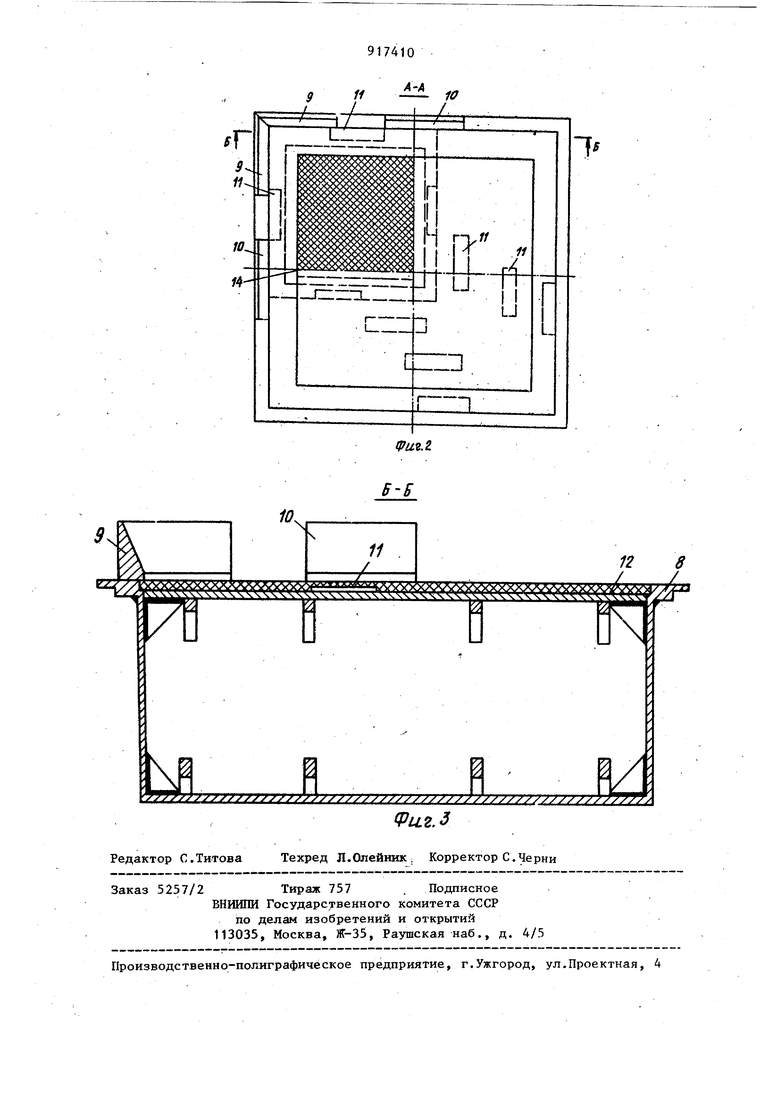
На фиг. 1 схематически изображена установка: на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-В на фиг. 2.
Устройство для сушки и охлаждения литейных форм содержит камеру. Выполненную составной из герметично соединенных между собой частей 1,2,3, снабженную нагревательным элементом 4 и системой вакуумирования и отсоса отработавшего теплоносителя, включающей соединенный с рабочей зоной камеры вакуумный насос или вентилятор 5 высокогоразрежения. Верхняя
часть 1 камеры образует полость нагнетания и -вьтолнена в виде накидного зонта по габаритам наибольшего типоразмера форм. В боковом торце зонта размещен нагревательный элемеут 4. Например, газовая горелка, а в противолежащем ему торце встроены отбойники 6 струи потока теплоносителя. Зонт снабжен затвором 7 для герметизации стыка по всему периметру наибольшей формы. Нижняя часть 2 камеры образует полость разрежения и выполнена в виде приемного стола 8, снабженного ограничителями 9 и 10 средней части 3. Ограничители 9 и 10
установлены в одной угловой части стола 8 (см. фиг. 2). На приемном столе 8 выполнены установочные плати-, ки 11 и размещен уплотнИтельный элемент 12, выполненный, например, в виде резинового листа или резиновых жгутов.,
Стол 8 выполнен наибольшего типоразмера форм. Уплотнительный элемент 12 выполнен общим для всех форм
по наибольшему типоразмеру форм.
Установочные платики 11,располагаются по уровню ниже уплотнительного элемента 12, в его вырезах и ограничивают проДавливание уплотнительного элемента. Платики 11 со стороны ограничителей 9 и 10 являются общим для всех типоразмеров форм, а противолежащие им установочные платики размещены относительно
ограничителей 9 и 10 по плоскости стола 8 пропор ционально увеличению ряда типоразмеров форм и их количестЭО соответствует количеству обрабатываемых на устройстве .типоразмеров
форм; С помощью вытяжных каналов 13 полость разрежения нижней части 2 камеры соединена с вакуумным насосом или вентилятором 5. Дпя предотвращеНИЯ попадания в вытяжную систему про сыпи смеси над вытяжными каналами 13 в угловой части стола 8 со стороны ограничителей 9 и- 10 установлен фильтрующий элемент 14, выполненный например, в виде двух металлических рамок между которыми натянута металлическая сетка с размерами ячеек 0,05-4,0 мм и фильтровальная ткань типа Бельтинг, Фильтрующий элемент 14 выполнен . по габаритам наименьшего типоразмера формы. Средняя часть 3 камеры образована .непосредстве нно опокой обрабатываемой литейной формы, на которой закрепляется зонт с помощью фиксаторов 15. Работа устройства осуществляется следующим образом. . Подготовленну-19 литейную форму уста навливают рабочей поверхностью вверх на платики 11, при этом она фиксиру ется- ограничителями 9 и 10 и уплотняется по всему периметру уплотнитель ным элементом 12. Сверху на форму .. устанавливают зонт и соединяют его с опокой формы с помощью фиксато ров 15. При этом затвор 7 врезается в смесь наибольшей формы, обеспечивая герметизацию стыка по всему периметру. В случае упрочнения форм меньщего размера фиксация их относительно приемного стола и верхней части ка-: меры осуществляется с помощью ограниг чителей 10 и 9 и крепления верхней части камеры в горизонтальной плос- кости оставляя перемещение ее в вер-.. тикальной плоскости, при этом герметизация стыка отсутствует. В этом случае работают отбойники газовой струи. В собранном виде все три части 1, 2,3 образуют рабочую зону камеры, в которую подается теплоноситель. При включении нагревательного элемента 4 и подачи теплоносителя (газовой среды) из нагнетающей полости в форму одновременно включается вентилятор 5. При этом теплоноситель с помощью отбойников б направляется в форму и проходит непосредственно через смесь формы и далее - через фильтрующий элемент 14 и вытяжные каналы 13 выводится из рабочей зоны цеха. Непосредственное прохождение теп- : лоносителя через смесь формы способствует тому, что процесс сущки литейных „форм значительно ускоряется и в зависююсти от вида смеси может составлять для жидкостекольных смесей 5-15 мин и для песчано-глинистых и хромистых смесей - мин против 3-4 ч для жидкостекольных смесей и 69 ч для песчаноглинистых и хромистых смесей при сушке форм на известных устройствах.. После окончания процесса сушки отключается тепловой источник и идет процесс охлаждения рабочей поверхности форм просасываемым воздухом, по- . ступающим из атмосферы. Изобретение обеспечивает возможность приведения обработки форм всех типоразмеров, получаемых на одной или нескольких формовочных машинах от наименьшего до наибольшего, что . расширяет технологические возможности этого устройства. Кроме того, за счет сокращения количества устройства сокращаются дефицитные площади производственных участков, уменьшается количество ремонтных единиц в цехе. По предаарительным расчетам использование одного устройства для сушки и охлаяздения литейных форм пред-, лагаемой консгрукцни в условиях ПО Уралмаш обеспечивается получение около 50 тыс« руб. годовой экономии. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сушки и охлаждения литейных форм | 1979 |
|
SU775921A1 |
| Установка для сушки литейных полуформ | 1982 |
|
SU1101318A1 |
| ПОДМОДЕЛЬНАЯ ВАКУУМИРУЕМАЯ ПЛИТА ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2292983C2 |
| Ленточная сушилка | 2018 |
|
RU2702940C1 |
| Роторная сушилка | 2017 |
|
RU2647557C1 |
| Установка для выбивки литейных форм | 1982 |
|
SU1087253A1 |
| Ярусная роторная сушилка | 2018 |
|
RU2703182C1 |
| СПОСОБ СУШКИ КОВШЕЙ | 1994 |
|
RU2094171C1 |
| Установка для сушки сыпучих материалов | 1980 |
|
SU892157A1 |
| Устройство для сушки литейных форм и стержней | 1986 |
|
SU1340889A1 |
УСТРОЙСТВО ДЛЯ СУШКИ И ОХЛАДЦЕНИЯ ЛИТЕЙНЫХ ФОРМ по авт.св № 775921, отличающееся тем, что, с целью расширения технологических возможностей -установки путем обработки у1 ифицированного ряда форм, зонт устройства снабжен отбойниками струи потока теплоносителя, установленными в торцеj противолежащем нагревательному элементу, , стол выполнен по габаритам наибольшего размера форм, в одной угловой части которого установлены ограничители и фильтрующий элемент по габаритам наименьшего типоразмера формы, а уплотнительный элемент вьшолнен общим для всех форм, причемхустановочные платики размещены по плоскости стола пропорционально увеличению ряда типоразмеров форм.
оороосх у дллллгЬооо1 -i ьллорооууу
| Установка для сушки и охлаждения литейных форм | 1979 |
|
SU775921A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
